
一种大尺寸搅拌摩擦焊焊接缺陷的修复方法.pdf

书生****35


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大尺寸搅拌摩擦焊焊接缺陷的修复方法.pdf
本发明公开了一种大尺寸搅拌摩擦焊焊接缺陷的修复方法,包括如下步骤:步骤一,在所述搅拌摩擦焊焊接缺陷位置加工出一个开口槽;步骤二,利用可添加填充材料的熔焊方法对开口槽进行填充焊接;步骤三,采用回抽式搅拌摩擦焊对熔焊法补焊区域进行焊接,焊具沿上一道搅拌摩擦焊焊接方向进行移动,当补焊区域焊接完成后焊具继续向前移动,同时搅拌针逐步回抽;步骤四,搅拌针回抽完成后,焊具停留1~5s后开始抬起,获得表面成型良好、力学性能优良且表面无匙孔的补焊接头,补焊完成。本发明提供的大尺寸搅拌摩擦焊焊接缺陷修复方法,工艺稳定性、经济
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
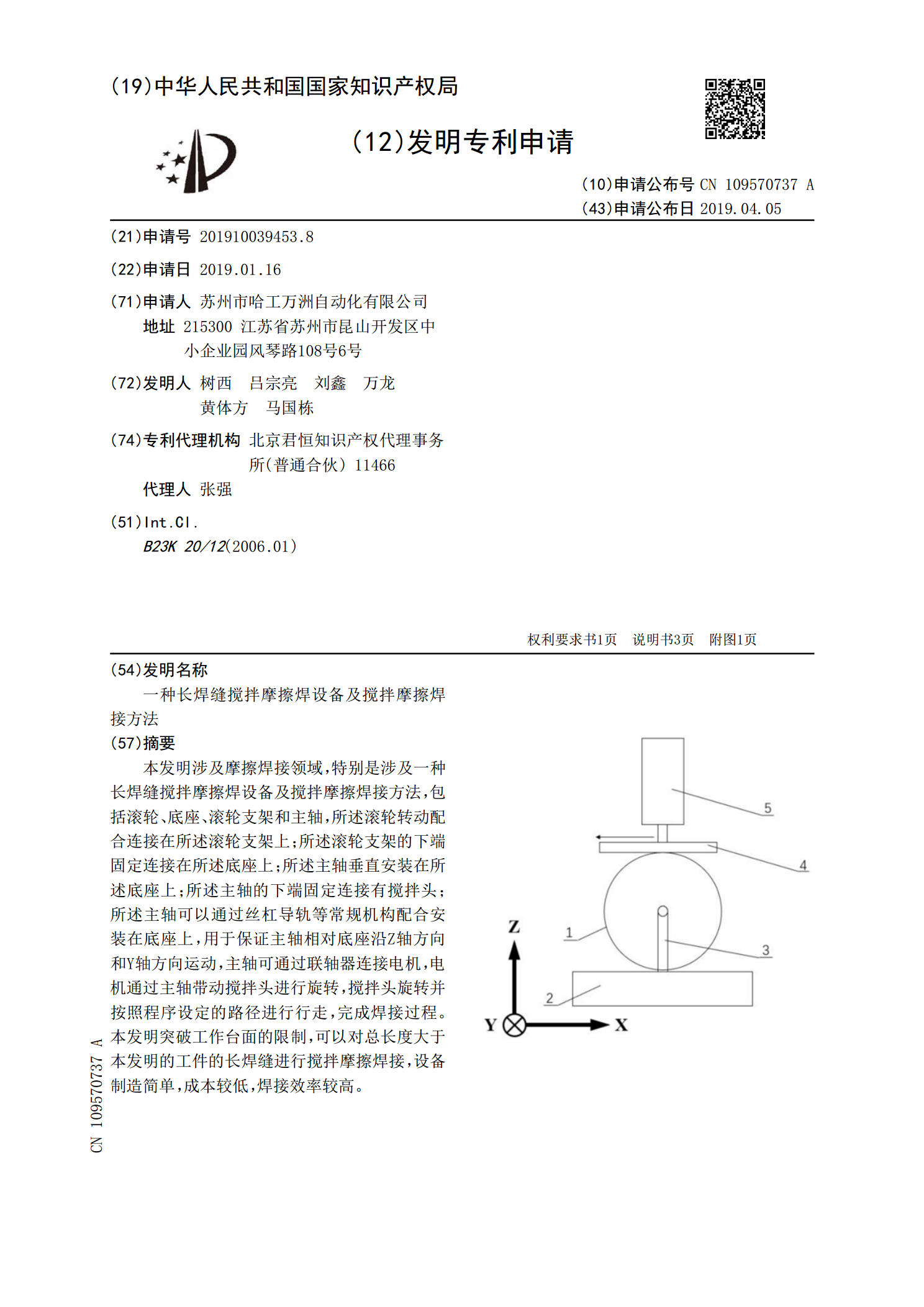
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的
搅拌摩擦焊表面焊接质量检测方法.pdf
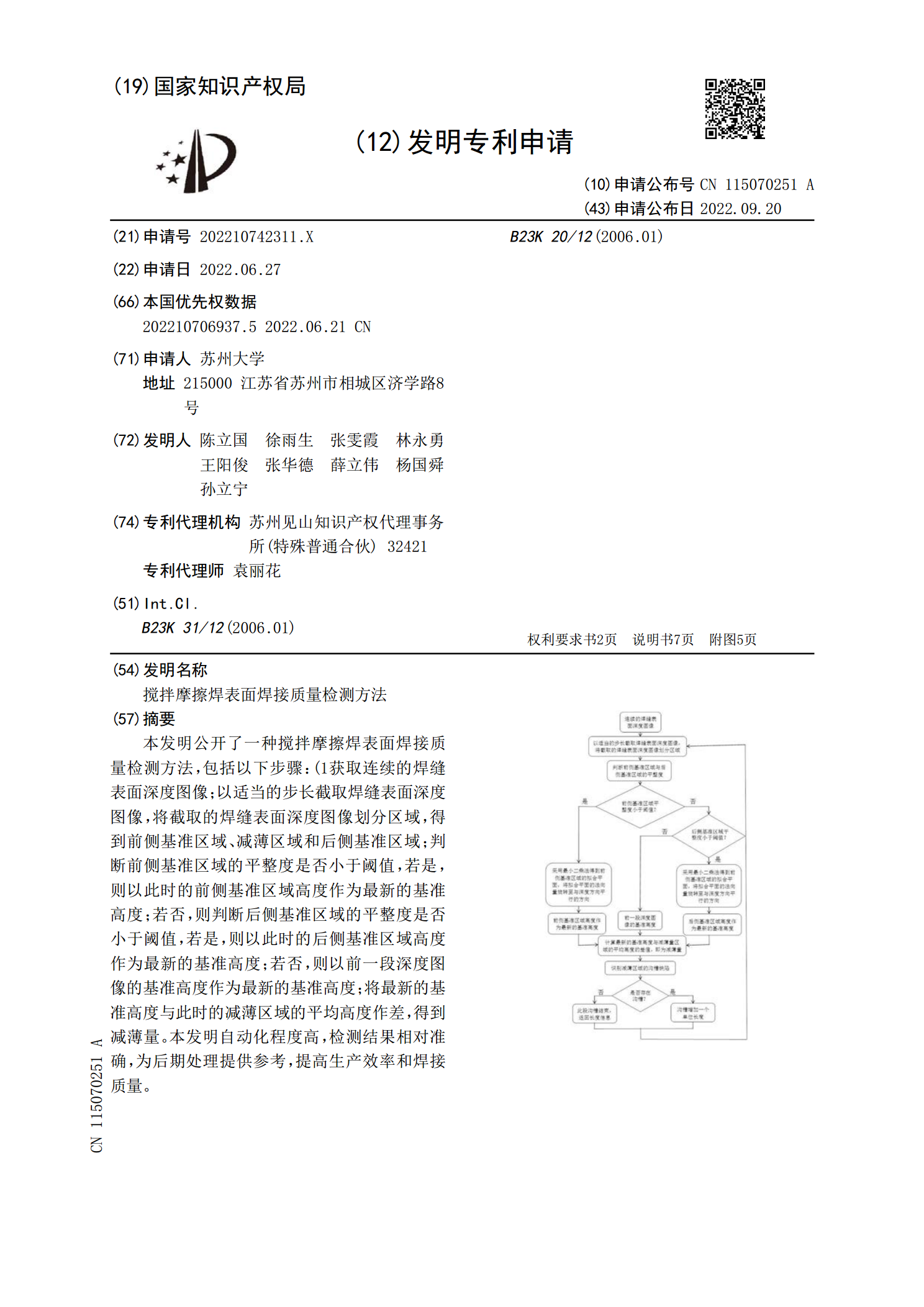
本发明公开了一种搅拌摩擦焊表面焊接质量检测方法,包括以下步骤:(1获取连续的焊缝表面深度图像;以适当的步长截取焊缝表面深度图像,将截取的焊缝表面深度图像划分区域,得到前侧基准区域、减薄区域和后侧基准区域;判断前侧基准区域的平整度是否小于阈值,若是,则以此时的前侧基准区域高度作为最新的基准高度;若否,则判断后侧基准区域的平整度是否小于阈值,若是,则以此时的后侧基准区域高度作为最新的基准高度;若否,则以前一段深度图像的基准高度作为最新的基准高度;将最新的基准高度与此时的减薄区域的平均高度作差,得到减薄量。本发
一种自动夹取动龙门式搅拌摩擦焊缺陷修复设备.pdf
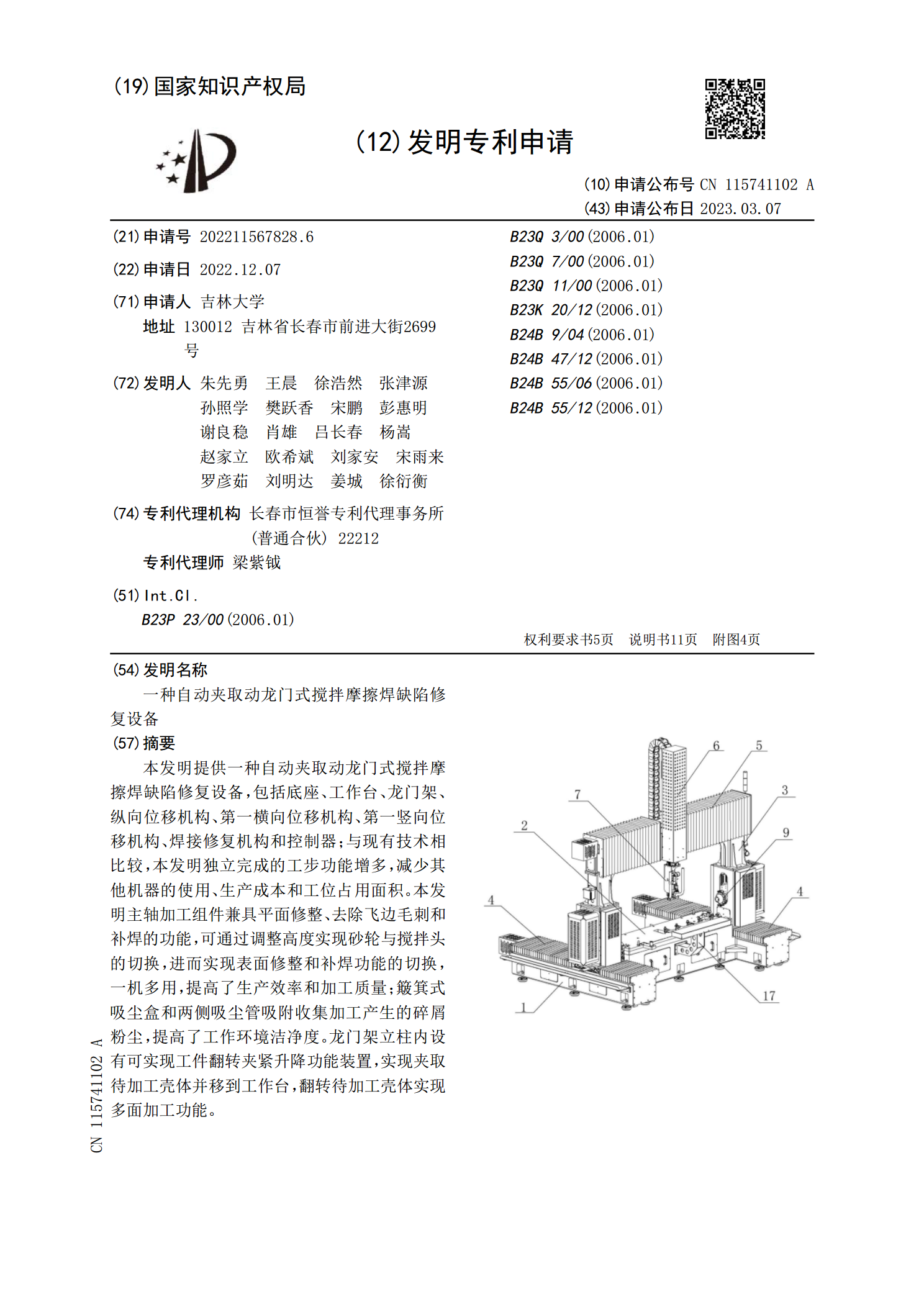
本发明提供一种自动夹取动龙门式搅拌摩擦焊缺陷修复设备,包括底座、工作台、龙门架、纵向位移机构、第一横向位移机构、第一竖向位移机构、焊接修复机构和控制器;与现有技术相比较,本发明独立完成的工步功能增多,减少其他机器的使用、生产成本和工位占用面积。本发明主轴加工组件兼具平面修整、去除飞边毛刺和补焊的功能,可通过调整高度实现砂轮与搅拌头的切换,进而实现表面修整和补焊功能的切换,一机多用,提高了生产效率和加工质量;簸箕式吸尘盒和两侧吸尘管吸附收集加工产生的碎屑粉尘,提高了工作环境洁净度。龙门架立柱内设有可实现工件
一种零件孔侧壁掉块缺陷的搅拌摩擦焊修复方法.pdf
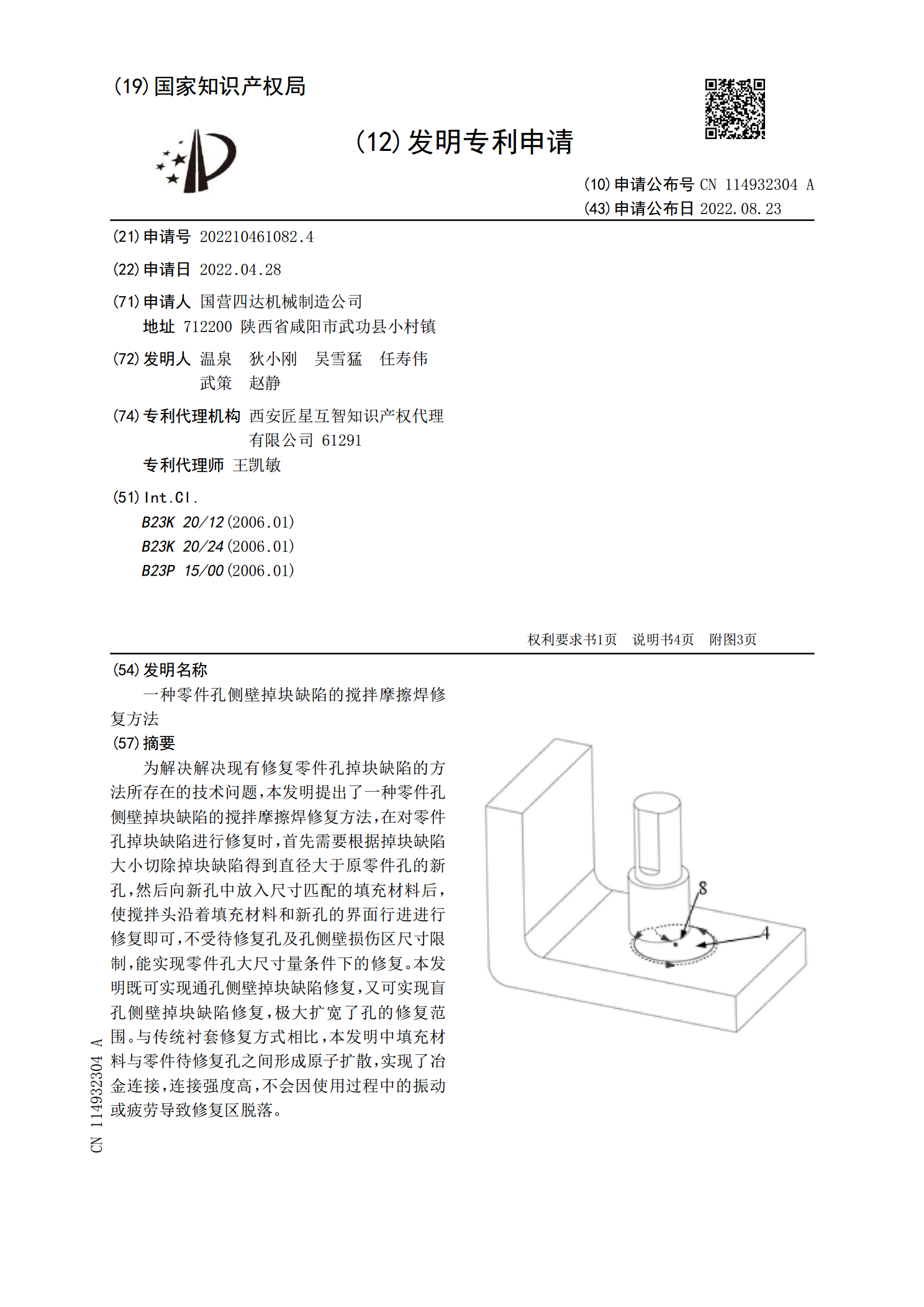
为解决解决现有修复零件孔掉块缺陷的方法所存在的技术问题,本发明提出了一种零件孔侧壁掉块缺陷的搅拌摩擦焊修复方法,在对零件孔掉块缺陷进行修复时,首先需要根据掉块缺陷大小切除掉块缺陷得到直径大于原零件孔的新孔,然后向新孔中放入尺寸匹配的填充材料后,使搅拌头沿着填充材料和新孔的界面行进进行修复即可,不受待修复孔及孔侧壁损伤区尺寸限制,能实现零件孔大尺寸量条件下的修复。本发明既可实现通孔侧壁掉块缺陷修复,又可实现盲孔侧壁掉块缺陷修复,极大扩宽了孔的修复范围。与传统衬套修复方式相比,本发明中填充材料与零件待修复孔之