
一种注塑机螺杆及其制作方法.pdf

一条****涛k


1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种注塑机螺杆及其制作方法.pdf
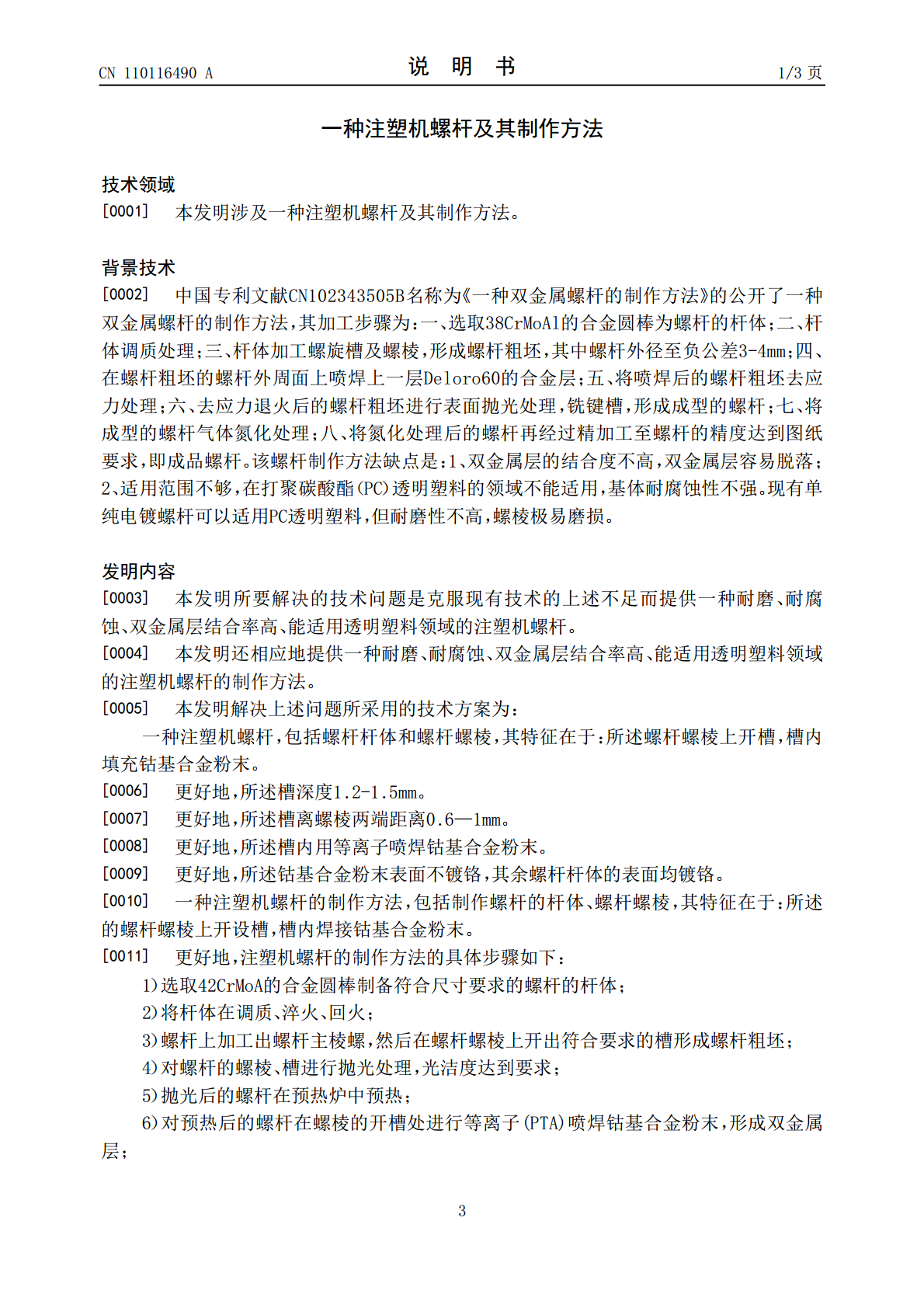
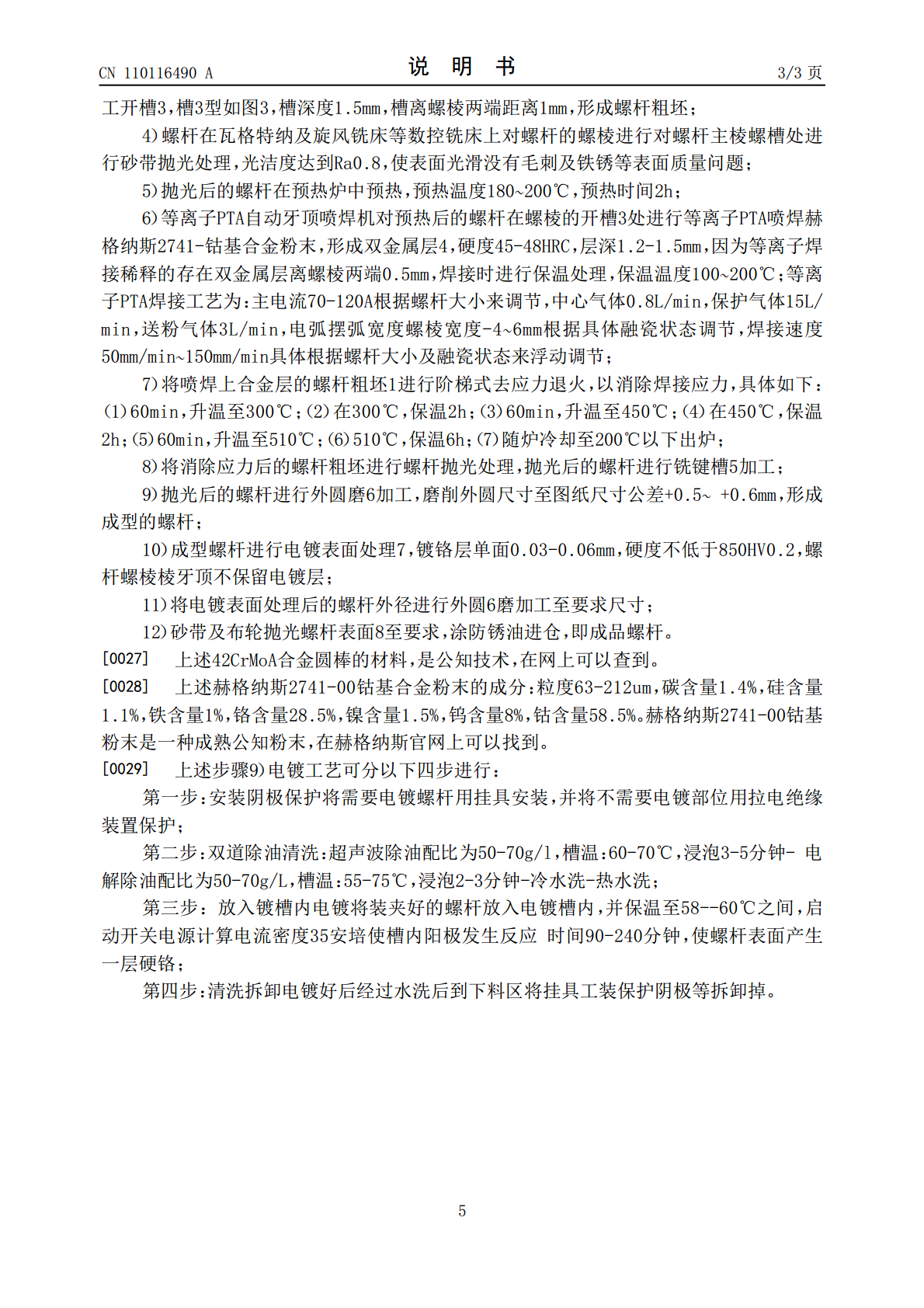
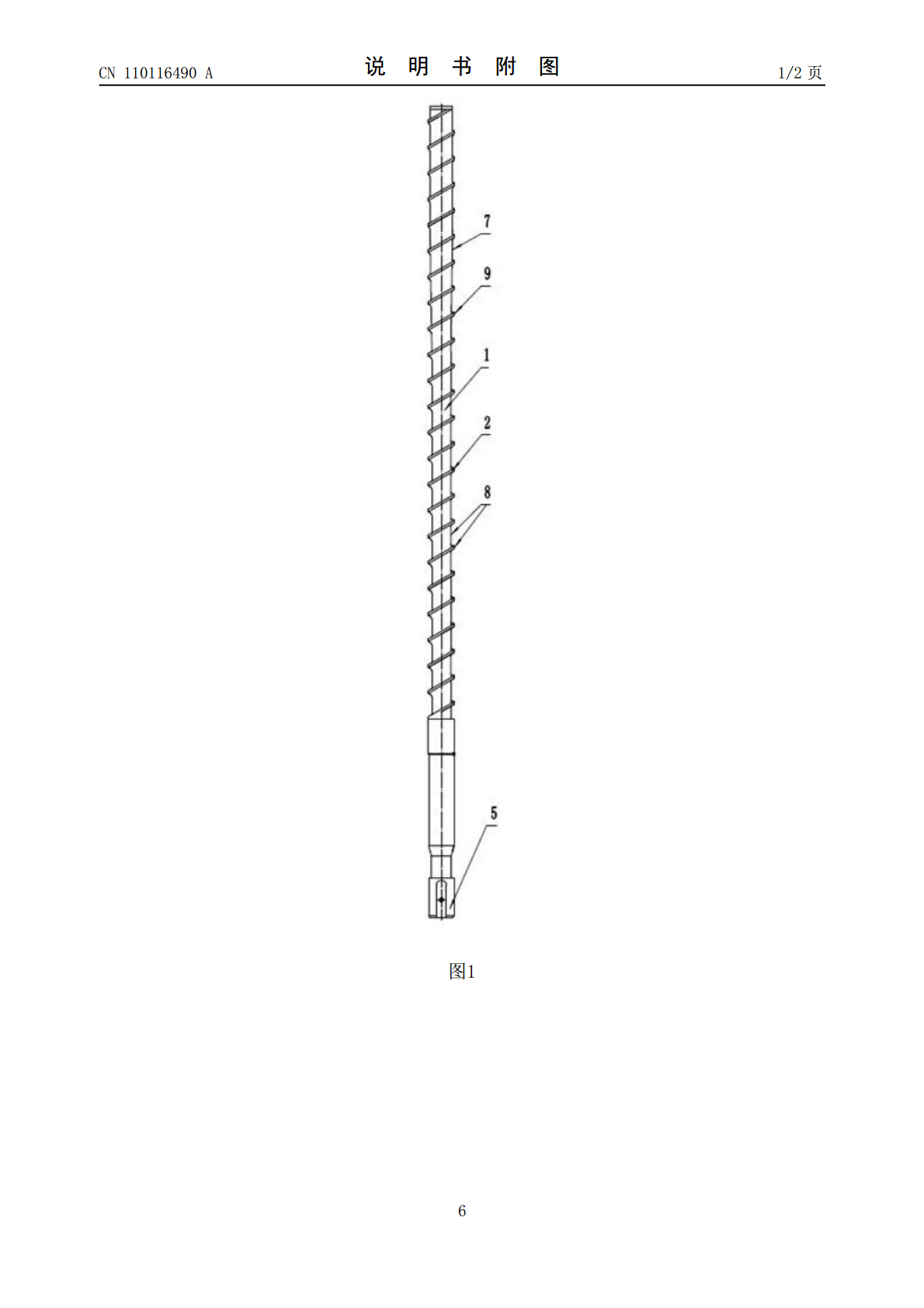
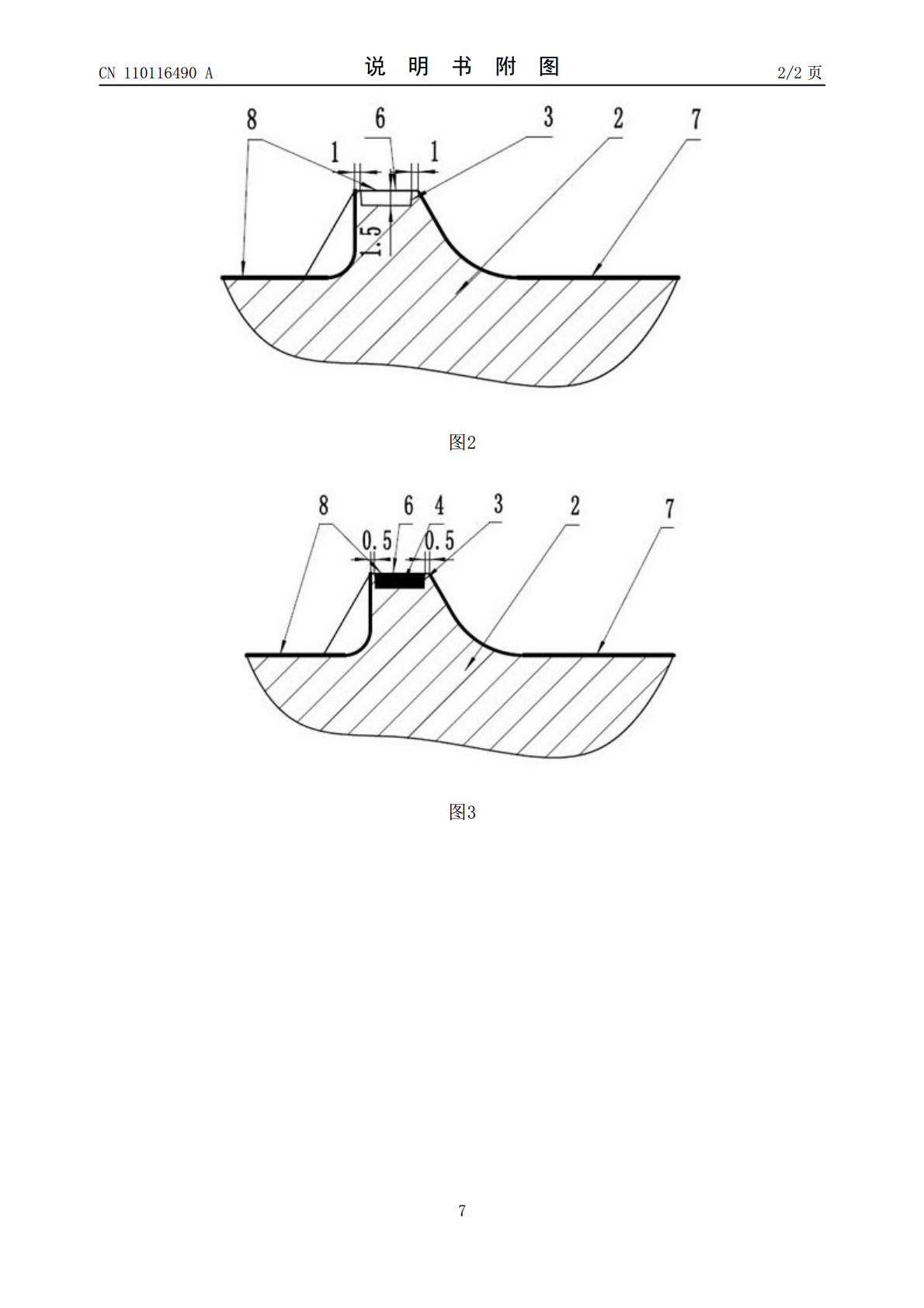
一种注塑机螺杆,包括螺杆杆体和螺杆螺棱,所述螺杆螺棱上开槽,槽内填充钴基合金粉末。本发明还相应地提供一种注塑机螺杆的制作方法。其采用螺棱上开槽,双金属层结合率提升2~3倍,双金属层不易脱落开裂,螺杆螺棱处焊接钴基双金属层,具有很高的耐磨性、耐腐蚀性特点。螺杆螺棱牙顶不保留电镀层,解决螺杆螺棱不耐磨及表面电镀层脱落等系列问题,其余基体处表面电镀处理,可以打PC透明类塑料制品,具有良好的耐腐蚀性,耐磨性,整体螺杆性能提升2~3倍。

一种注塑机螺杆.pdf
本发明公开了一种注塑机螺杆,包括本体,及螺旋环绕在所述本体表面的入料槽,所述本体由首至尾直径相等,所述入料槽的深度由首至尾逐渐增大,入料槽上间隔设置有多个开口为方形的凹槽,本体及入料槽的表面上覆盖有陶瓷涂层,本发明的注塑机螺杆便于熔融塑料顺畅流向出料端,阻力较小,不易产生滞留,生产效率高;混合均匀,不易产生气泡,塑化品质高;螺杆自身耐腐蚀性强、耐磨损、耐高温,更经久耐用。

一种挤塑螺杆及其制作方法.pdf
一种挤塑螺杆及其制作方法,挤塑螺杆包括杆体和螺棱,在靠近杆体出料端的杆体上设置有筛料凸柱,筛料凸柱与杆体同心相设置,筛料凸柱的外壁高度等于螺棱的外壁高度,在筛料凸柱上间隔地分布有斜向贯穿筛料凸柱的导流孔。制作方法,包括以下步骤,制作杆体坯体;在杆体1上制作筛料凸柱11;在筛料凸柱11上制作导流孔12;在杆体1上制作螺棱;在杆体前段A的螺棱上铣连通槽;将杆体表面加工至设定的杆体外形,清理碎屑。本发明的优点在于:筛料凸柱能阻止机筒内腔中上层残留的固相物料直接流向杆体出料端,而底层液相物料能通过导流孔流向杆体出
一种高效螺杆注塑机.pdf
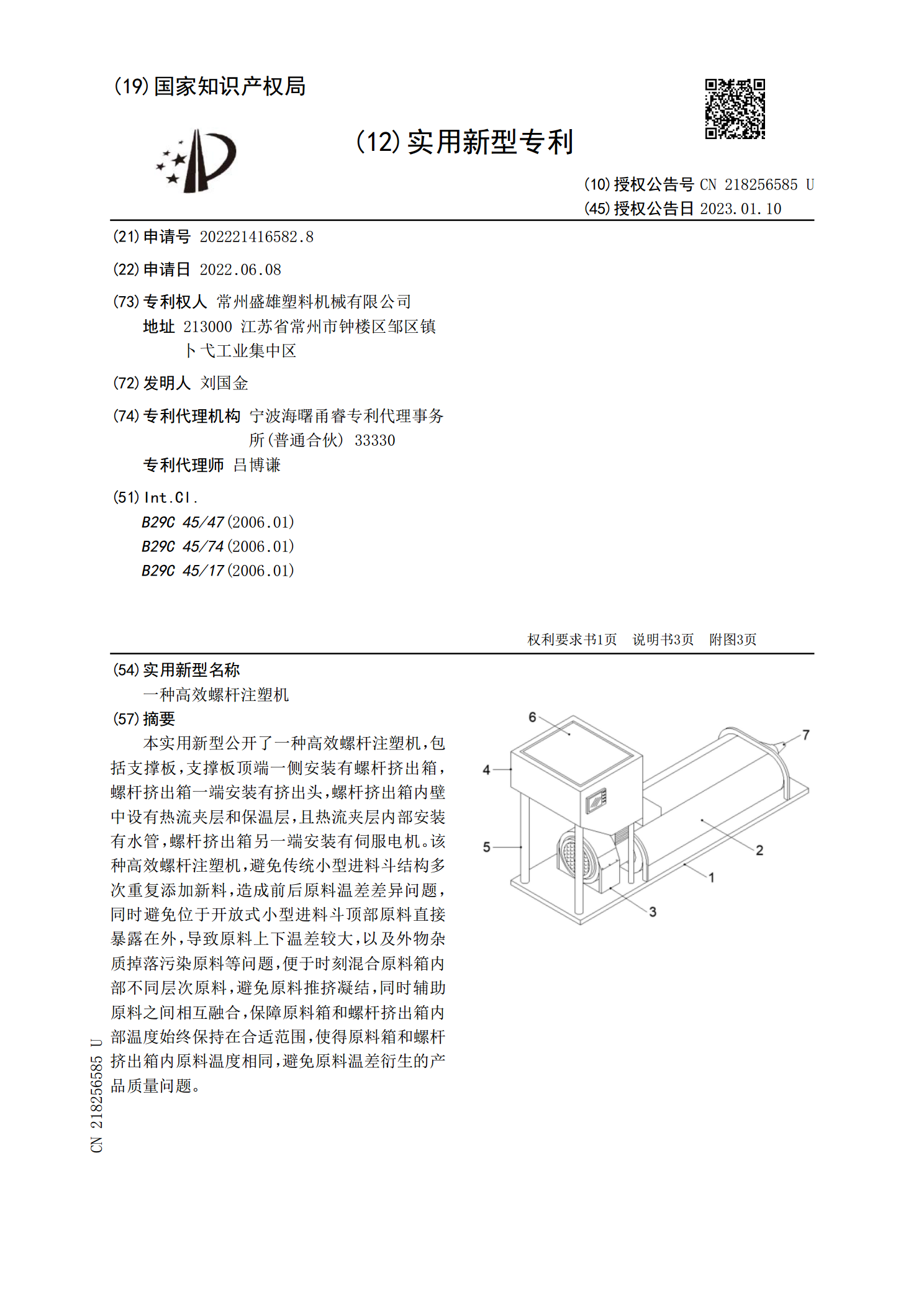
本实用新型公开了一种高效螺杆注塑机,包括支撑板,支撑板顶端一侧安装有螺杆挤出箱,螺杆挤出箱一端安装有挤出头,螺杆挤出箱内壁中设有热流夹层和保温层,且热流夹层内部安装有水管,螺杆挤出箱另一端安装有伺服电机。该种高效螺杆注塑机,避免传统小型进料斗结构多次重复添加新料,造成前后原料温差差异问题,同时避免位于开放式小型进料斗顶部原料直接暴露在外,导致原料上下温差较大,以及外物杂质掉落污染原料等问题,便于时刻混合原料箱内部不同层次原料,避免原料推挤凝结,同时辅助原料之间相互融合,保障原料箱和螺杆挤出箱内部温度始终保

一种方便拆装的注塑机螺杆.pdf
本实用新型属于注塑机螺杆技术领域,具体公开了一种方便拆装的注塑机螺杆,包括安装筒和安装杆,所述安装筒内部于一侧开设有安装槽,安装筒内部于另一侧连接有第二连接块,所述安装杆一侧连接有第一连接块,第一连接块插入安装槽,第一连接块内部靠近中间的位置开设有伸缩槽伸缩槽内设置有固定杆,固定杆穿过第一连接块一侧,固定杆靠近中间位置于伸缩槽一侧固定连接有固定块,伸缩槽内于固定杆外侧设置有张力弹簧,张力弹簧两端分别连接有固定块和第一连接块,第二连接块内部靠近中间位置开设有活动槽,固定槽内部于一侧设置有推杆块,推杆块一侧固