
一种超级双相不锈钢无缝钢管及其制备方法.pdf

一条****彩妍


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超级双相不锈钢无缝钢管及其制备方法.pdf
本发明涉是一种超级双相不锈钢无缝钢管及其制备方法,其化学成分及质量百分比为:C:0.015‑0.016%,Mn:0.65‑0.66%,P:0.028‑0.029%,S:0.0004‑0.0006%,Si:0.4‑0.5%,Ni:6.3‑6.4%,Cr:25.3‑25.4%,Mo:3.3‑3.4%,N:0.28‑0.29%,Cu:0.12‑0.13%,余量Fe。本发明的超级双相不锈钢无缝钢管具有很高的耐点蚀、缝隙腐蚀和晶间腐蚀性能,在有机酸和无机酸中的腐蚀速率低,且在600‑1000℃之间停留时不会沿晶界或
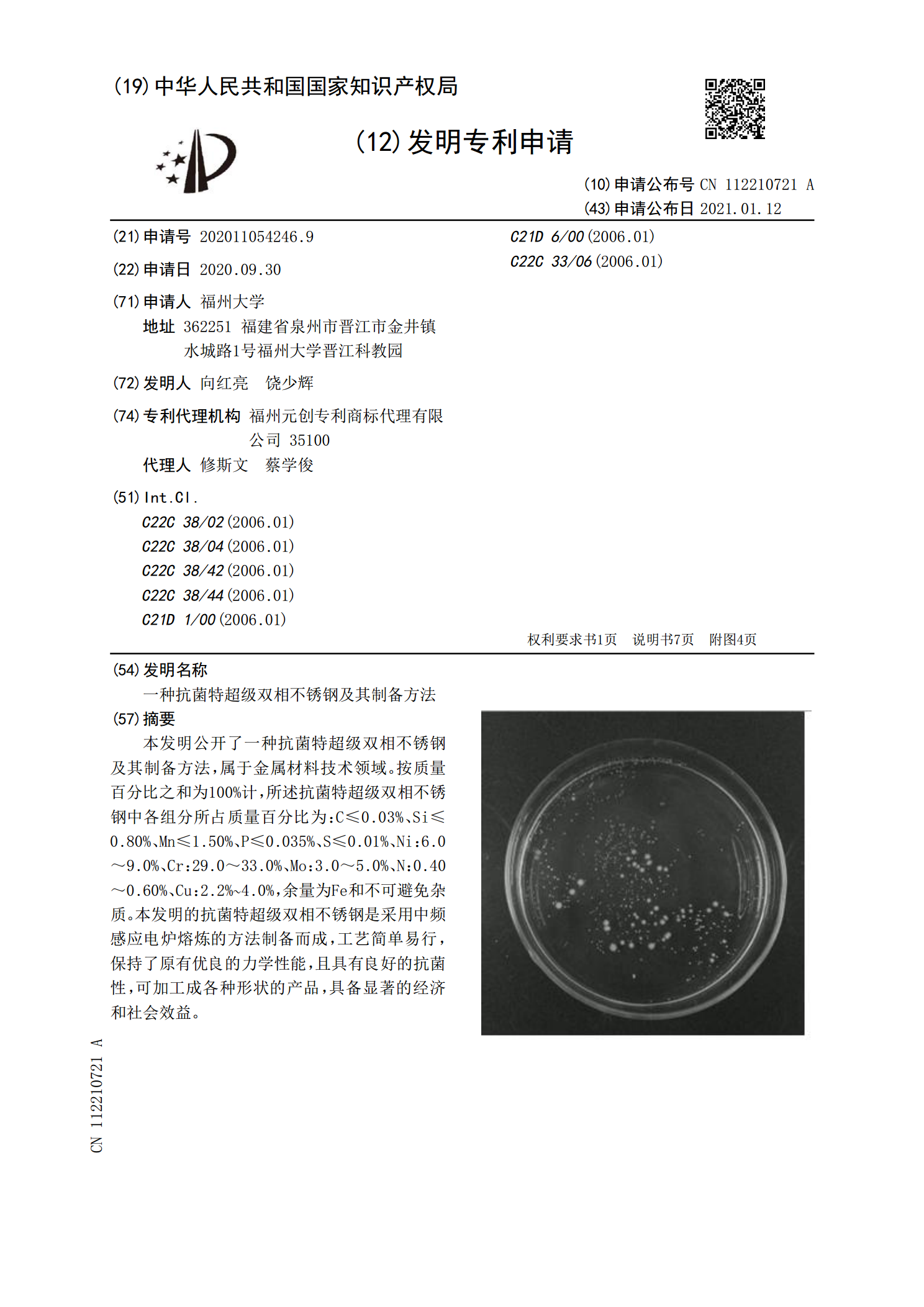
一种抗菌特超级双相不锈钢及其制备方法.pdf
本发明公开了一种抗菌特超级双相不锈钢及其制备方法,属于金属材料技术领域。按质量百分比之和为100%计,所述抗菌特超级双相不锈钢中各组分所占质量百分比为:C≤0.03%、Si≤0.80%、Mn≤1.50%、P≤0.035%、S≤0.01%、Ni:6.0~9.0%、Cr:29.0~33.0%、Mo:3.0~5.0%、N:0.40~0.60%、Cu:2.2%~4.0%,余量为Fe和不可避免杂质。本发明的抗菌特超级双相不锈钢是采用中频感应电炉熔炼的方法制备而成,工艺简单易行,保持了原有优良的力学性能,且具有良好的
一种双相不锈钢及其制备方法.pdf
本发明公开了一种双相不锈钢及其制备方法,该双相不锈钢包括以下成分:C、Si、Ni、Mn、Cr、N、Ca、Mg、Ti、Co、Y,余量为Fe及不可避免的杂质,且该杂质的重量百分比≤0.1%。其制备工艺是先对上述原料进行脱水除气处理以及纯铁的熔炼,然后有序地加入其它部分原料,炉内充入氩气作为保护气体,控制压强及温度,之后再依次地加入剩余的C、Ti、Co、Y、Mn,再将混合母液输送至AOD炉内吹氧脱碳、吹氮及成分调整,最后依次通过真空浇注、轧制、固溶处理和淬火处理后便制得。本发明的双相不锈钢相比现有技术,不仅具有
一种防止超级双相不锈钢无缝钢管挤压前扩孔开裂的方法.pdf
一种防止超级双相不锈钢无缝钢管挤压扩孔开裂的方法,它包括:(1)环形炉加热的加热炉温是:750±10℃;加热时间是:9~11min/钢管坯壁厚10mm;均热时间是:1.5~2min/钢管坯壁厚10mm;(2)进入中频感应加热炉进行加热,目标温度是1160±10℃,加热段功率是750~850KW,均热段功率是160~250KW,整体加热均匀,总加热时间是7~9min;(3)扩孔速率是:240-260mm/s。本发明针对部分环形加热炉设计温度低、超级双相不锈钢σ相敏感性高导致无缝钢管生产过程中扩孔易开裂的现状
一种耐腐蚀的双相不锈钢及其制备方法.pdf
本发明公开了一种耐腐蚀的双相不锈钢及其制备方法,该双相不锈钢包括以下成分:C、Mn、Ni、Cr、Si、N、Al、Mo、B、Te、Nb,余量为Fe及不可避免的杂质。其制备方法是先将原料置于电炉中冶炼,控制电炉中母液成分及温度,然后转移至氩氧精炼炉内进行吹氧脱碳、吹氮及成分调整,最后通过浇铸、锻造、轧制固溶和淬火处理制得。针对现有技术中双相不锈钢在原料成本方面的不足,本发明调整了钢中各元素及其配比,适当得降低了双相不锈钢中贵重元素镍的含量,提高了铬及其它元素的含量,增加了B、Te和Nb元素,使本发明的不锈钢制