
一种马氏体不锈钢连续退火酸洗线焊接方法.pdf

英哲****公主


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种马氏体不锈钢连续退火酸洗线焊接方法.pdf
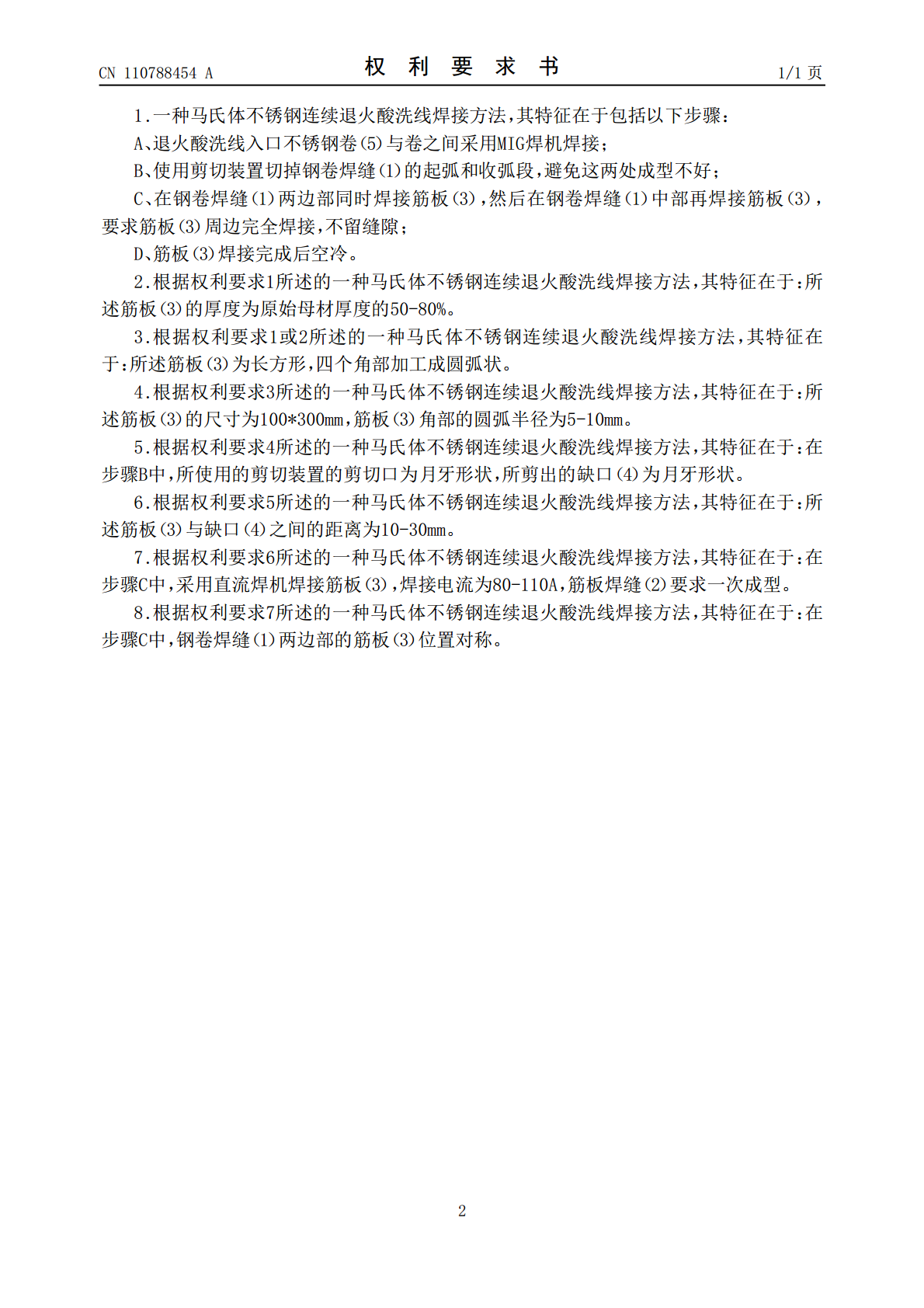
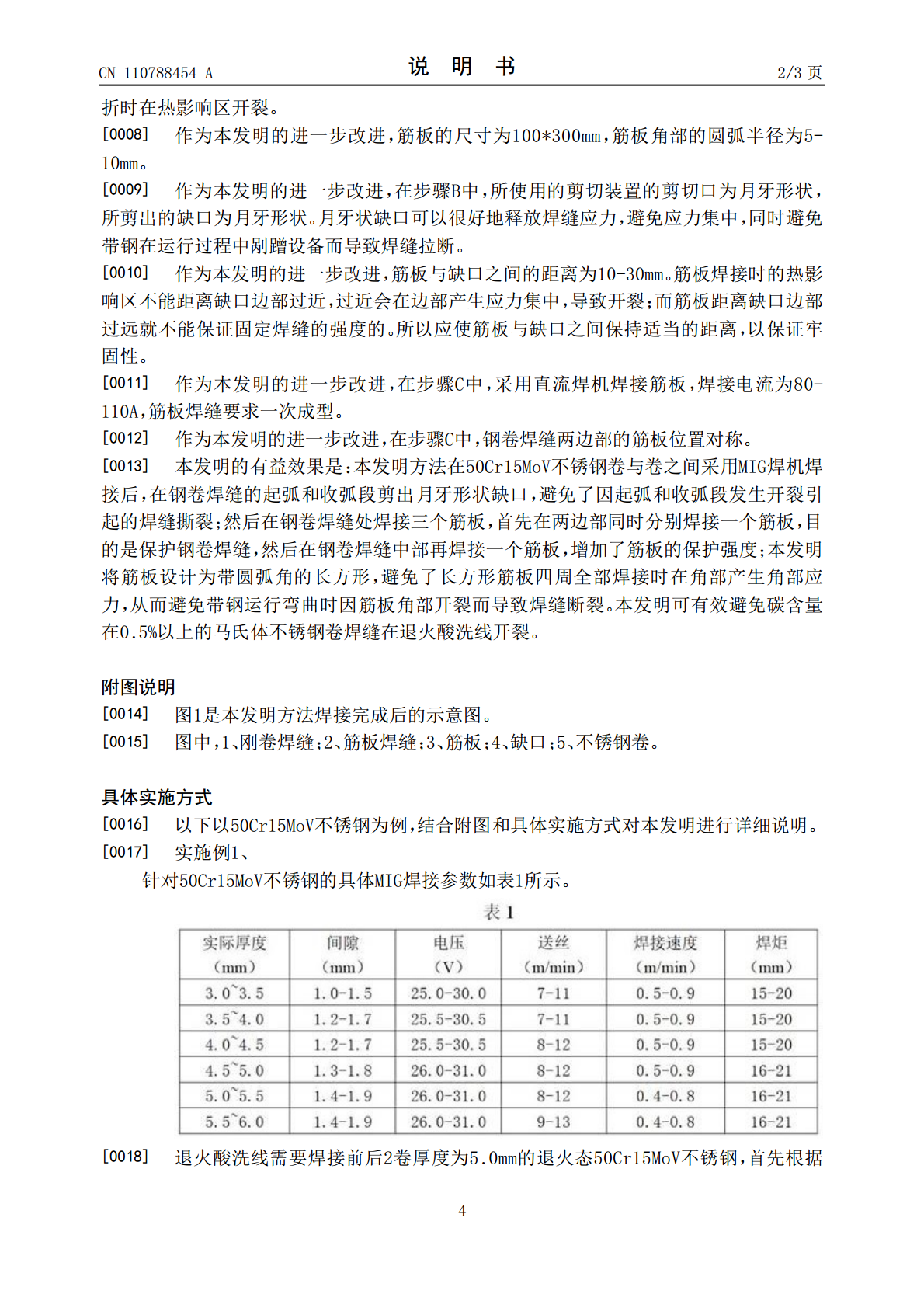
本发明公开了一种马氏体不锈钢连续退火酸洗线焊接方法,属于不锈钢焊接领域,解决了碳含量在0.5%以上的马氏体不锈钢卷焊缝容易开裂的问题。本发明包括以下步骤:退火酸洗线入口不锈钢卷与卷之间采用MIG焊机焊接;使用剪切装置切掉钢卷焊缝的起弧和收弧段,避免这两处成型不好;因为在带钢运行过程中,在起弧和收弧段首先发生开裂,导致焊缝撕裂;在钢卷焊缝两边部同时焊接筋板,然后在钢卷焊缝中部再焊接筋板,要求筋板周边完全焊接,不留缝隙,防止缝隙中残留酸液,残留的酸液流出会污染表面;筋板焊接完成后空冷,以降低马氏体形成量以及热
一种不锈钢带连续退火酸洗方法.pdf
本发明公开了一种不锈钢带连续退火酸洗方法,主要包括如下步骤:开卷;碱洗,所述的碱洗液温度为42℃~50℃,碱洗液PH值为8.5~9.2;退火,退火炉温度设定8个区段,从入口处到出口处依次由820℃递增到960℃,过剩氧浓度依次由3%增加到5%;电解:电解酸洗溶液包括中性盐溶液、硅酸、硝酸及一种或多种表面活性剂溶液;酸洗:硫酸浓度为150~170g/L,金属离子浓度为50~60g/L,温度为65~70℃;混合酸洗I,硝酸浓度在120~140g/L之间,氢氟酸浓度在35~50g/L之间;混合酸洗II:硝酸浓度
一种不锈钢板的连续退火酸洗工艺方法.pdf
本发明涉及轧钢生产技术领域。一种不锈钢板的连续退火酸洗工艺方法,包括以下步骤:步骤一:低氧气氛退火技术:连续退火炉热处理包括热处理前段和热处理后段,连续退火炉热处理过程中的氧含量为‑3‑3%,热处理前段氧含量为0‑3%,热处理后段氧含量为‑3‑0%。步骤二:轻度酸洗技术:连续酸洗段采用轻电解工艺和轻酸洗工艺,轻电解工艺的电解投用组数2‑8组,轻酸洗工艺采用混酸酸洗。本发明的实施,可以显著提高不锈钢冷轧板表面均匀性,降低燃气消耗、降低酸耗,既提高了产品质量又降低了成本。
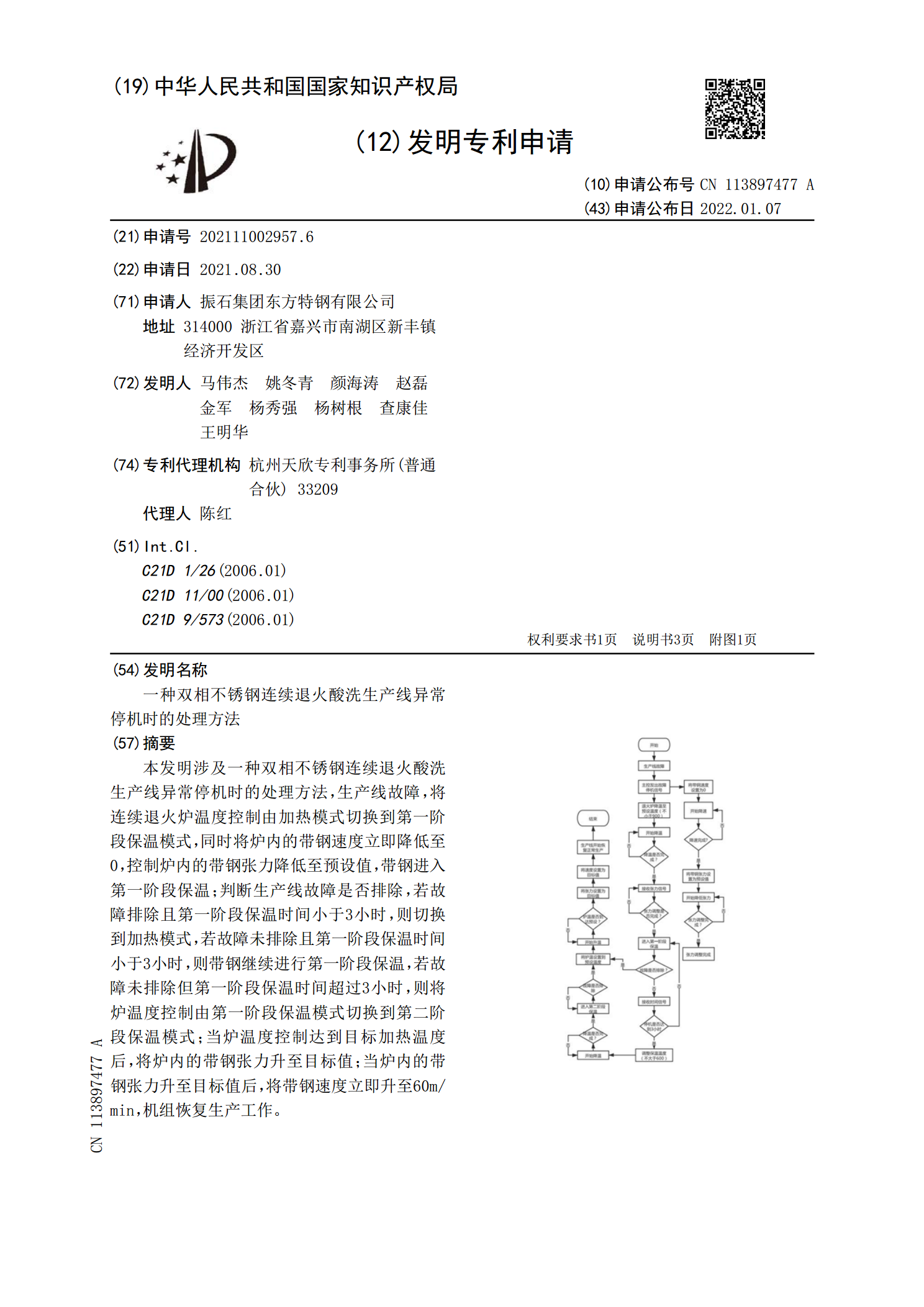
一种双相不锈钢连续退火酸洗生产线异常停机时的处理方法.pdf
本发明涉及一种双相不锈钢连续退火酸洗生产线异常停机时的处理方法,生产线故障,将连续退火炉温度控制由加热模式切换到第一阶段保温模式,同时将炉内的带钢速度立即降低至0,控制炉内的带钢张力降低至预设值,带钢进入第一阶段保温;判断生产线故障是否排除,若故障排除且第一阶段保温时间小于3小时,则切换到加热模式,若故障未排除且第一阶段保温时间小于3小时,则带钢继续进行第一阶段保温,若故障未排除但第一阶段保温时间超过3小时,则将炉温度控制由第一阶段保温模式切换到第二阶段保温模式;当炉温度控制达到目标加热温度后,将炉内的带
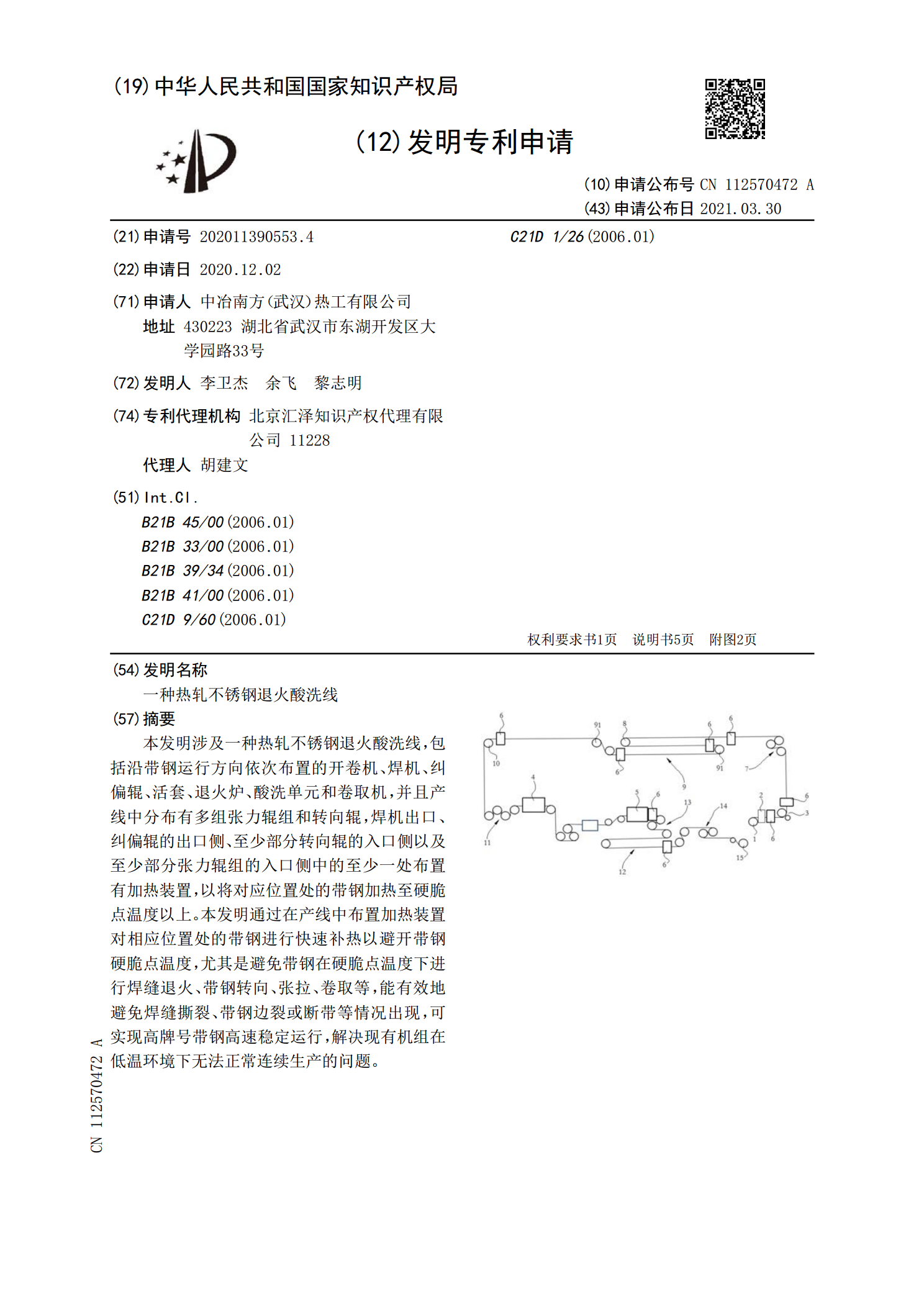
一种热轧不锈钢退火酸洗线.pdf
本发明涉及一种热轧不锈钢退火酸洗线,包括沿带钢运行方向依次布置的开卷机、焊机、纠偏辊、活套、退火炉、酸洗单元和卷取机,并且产线中分布有多组张力辊组和转向辊,焊机出口、纠偏辊的出口侧、至少部分转向辊的入口侧以及至少部分张力辊组的入口侧中的至少一处布置有加热装置,以将对应位置处的带钢加热至硬脆点温度以上。本发明通过在产线中布置加热装置对相应位置处的带钢进行快速补热以避开带钢硬脆点温度,尤其是避免带钢在硬脆点温度下进行焊缝退火、带钢转向、张拉、卷取等,能有效地避免焊缝撕裂、带钢边裂或断带等情况出现,可实现高牌号