
散热器导热管无缝滚压铆合工艺及对应的装配结构.pdf

宛菡****魔王


1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

散热器导热管无缝滚压铆合工艺及对应的装配结构.pdf
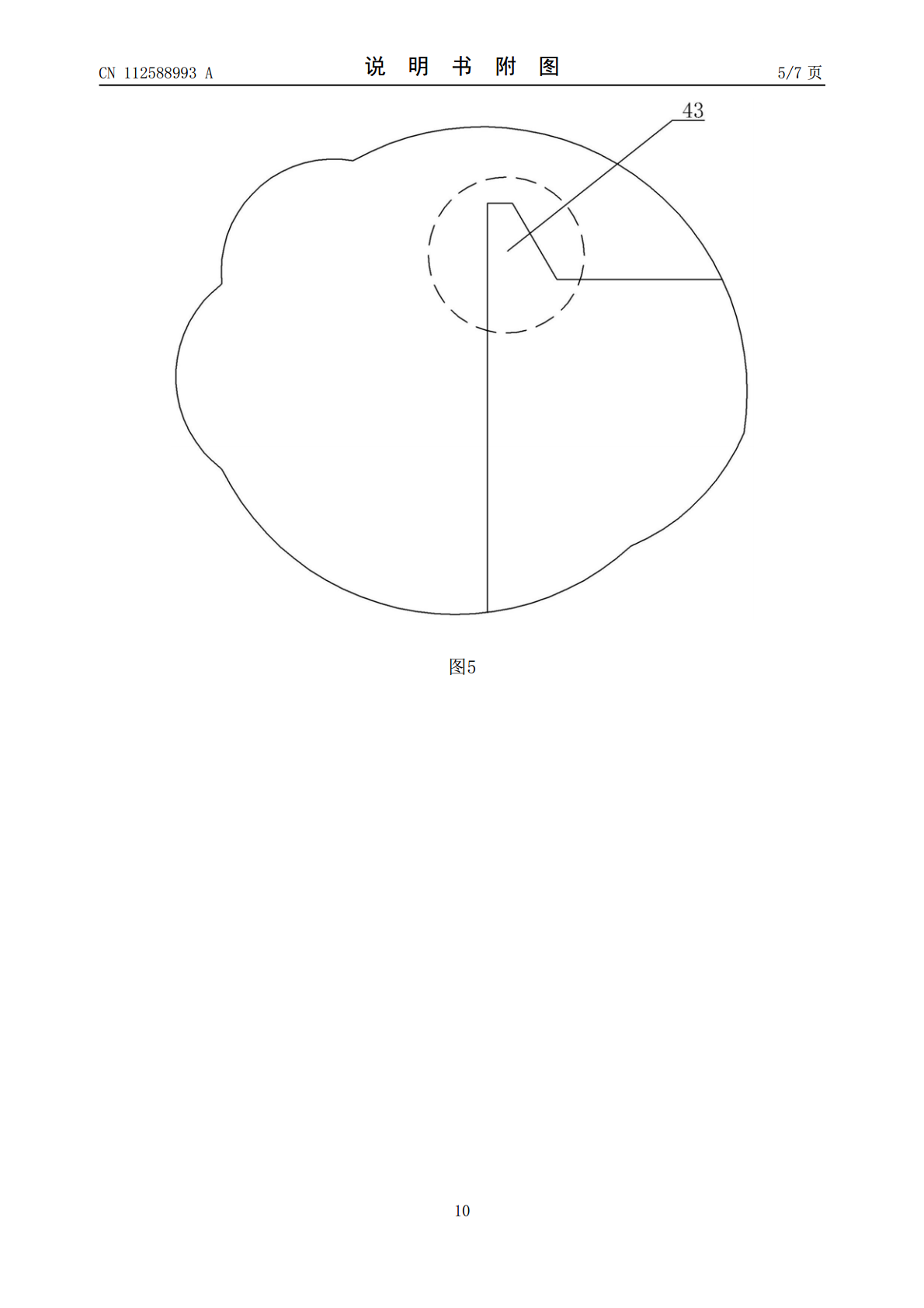
本发明提供了散热器导热管无缝滚压铆合工艺,其使得排列完成的导热管和散热器之间没有间隙,且相邻的导热管之间没有间隙,使得导热管的外露散热接触面没有间隙,确保散热器和芯片的接触面有效可靠、接触面积大,保证散热充分可靠。其包括散热器的用于设置导热管的底板BASE,所述底板BASE设置有放置直线排布导热管的内凹槽,所述内凹槽的两侧的外露边缘位置设置形成内凸的包覆结构,直线排布的导热管分别塞装于所述内凹槽内,初始状态下的导热管的外露表面高于所述底板BASE的内凹槽的外露平面、且相邻的导热管之间留有预留间隙,所述包覆

铆合工艺.doc
慈溪市长河镇星海杯厂锡焊通用工艺产品型号K2K3K4K5文件号QXH/GY01-2003产品名称耦合器装配图名称工序号10工序名称装配车间装配工段装配设备工序工时编号工艺附图:(无)工步号工步内容工艺要求工艺装备辅助材料工时定额1将耦合器头或座均翻转使底部铆合处向上2用毛笔在铆合处均匀地刷上焊锡膏焊锡膏不宜太多面积应与铆合处一致不宜超出太多。3将焊锡丝放在铆合处上方用烙铁从焊锡丝距YZ-118100W端点3-4毫米处点下4将焊锡均匀地焊于铆合处。烙铁与

铆合工艺.doc
慈溪市长河镇星海杯厂锡焊通用工艺产品型号K2,K3,K4,K5文件号QXH/GY01-2003产品名称耦合器装配图名称工序号10工序名称装配车间装配工段装配设备工序工时编号工艺附图:(无)工步号工步内容工艺要求工艺装备辅助材料工时定额1将耦合器头或座均翻转,使底部铆合处向上,2用毛笔在铆合处均匀地刷上焊锡膏,焊锡膏不宜太多,面积应与铆合处一致,不宜超出太多。3将焊锡丝放在铆合处上方,用烙铁从焊锡丝距YZ-118100W端点3-4毫米处点下,4将焊锡均匀地焊于铆合处。烙铁与触点铆合处接触时间不能太长,时间应

铆合工艺.doc
慈溪市长河镇星海杯厂锡焊通用工艺产品型号K2,K3,K4,K5文件号QXH/GY01-2003产品名称耦合器装配图名称工序号10工序名称装配车间装配工段装配设备工序工时编号工艺附图:(无)工步号工步内容工艺要求工艺装备辅助材料工时定额1将耦合器头或座均翻转,使底部铆合处向上,2用毛笔在铆合处均匀地刷上焊锡膏,焊锡膏不宜太多,面积应与铆合处一致,不宜超出太多。3将焊锡丝放在铆合处上方,用烙铁从焊锡丝距YZ-118100W端点3-4毫米处点下,4将焊锡均匀地焊于铆合处。烙铁与触点铆合处接触时间不能太长,时间应
轮毂轴承铆合装配轴向铆装力的测试系统及测试方法.pdf
本发明涉及轮毂轴承铆合装配轴向铆装力的测试系统及测试方法,有压力传感器、变送器、盒式采集仪和微型计算机系统,压力传感器将轴向铆装力信号转变成电压信号,经变送器校正及放大,并把校正、放大后的模拟量传送至盒式采集仪,经过AD转换后传送到微型计算机系统,最后由微型计算机系统进行数据存储及处理。对轮毂轴承单元铆合装配过程中的轴向铆装力进行实时测量并具有反馈控制能力,从而使操作者在铆装时能精确地测知铆装轴向力,预设轴向铆装力的目标值,在装配过程中铆装力达到目标值后自动终止铆接,从而准确控制装配后的轴承单