
一种致密构件的制备方法.pdf

是你****馨呀


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种致密构件的制备方法.pdf
本发明涉及一种致密构件的制备方法,它包括以下步骤:(A)制备喷涂构件;(B)制备预致密构件;(C)制备二次致密构件;(D)制备所需构件。它在预致密化处理过程中,利用石英玻璃在高温下软化流动的特点形成包套,即同时实现了包套的形成和构件的预致密化;在二次致密化处理过程中设置预留空间,使石英玻璃在高温下依靠重力脱落,同步实现构件的致密化与包套的去除,达到事半功倍的效果,且不受喷涂构件形状的影响,可用于任何形状的喷涂构件的制备,也不需单独将喷涂构件封进包套内,工艺简单,耗时少,减少资源的消耗,有助于推进等离子喷涂
一种高致密硅砖及其制备方法.pdf
本发明公开了一种高致密硅砖及其制备方法,所述高致密硅砖包括以下重量分数的组合:85~95%石英石,0.3~0.6%铜氧化物,0.3~0.6%钛氧化物,0.3~0.6%锰氧化物和0.3~0.6%铁氧化物,2~3%石灰,1%纸浆废液,1~3%含硅化合物,2~5%超细微粉。本发明的有益效果是:(1)采用本发明制备方法生产的高致密硅砖的密度较传统硅砖提高4~5%,强度提高60%以上,硅砖的热导率提高38~40%;(2)高致密硅砖的强度、密度提高,使硅砖在煅烧炉的使用过程中耐磨性得到加强,大大延长了罐壁的使用寿命;
一种致密TiC材料及其制备方法.pdf
本发明涉及一种致密TiC材料及其制备方法。其技术方案是:按钛铁渣︰棕刚玉的质量比为100︰(2~5)配料,球磨,得到钛铁渣粉末。按所述钛铁渣粉末︰焦炭粉的质量比为100︰(5~10)配料,混合,得到混合粉末。将所述混合粉末加入真空电弧炉中,在小于0.1Pa和1930~2005℃条件下,保温0.5~1小时;除去上层浮渣,随炉冷却,破碎,制得前驱体TiC材料。按所述前驱体TiC材料︰盐酸溶液的质量比为1︰(4~7),向所述前驱体TiC材料中加入所述盐酸溶液,搅拌,水洗和抽滤,干燥,即得致密TiC材料。本发明具

一种致密超高纯材料的制备方法.pdf
本发明提供了一种致密超高纯材料的制备方法,与现有的红磷/砷生产提纯工艺相比,本发明中的整个转化过程在密闭的石英管内进行,避免环境对产品的影响,通过精确控制高低温区温度,使得高温区非致密的砷/磷颗粒以气态形式迁移至低温区后凝华、成核、生长得出致密的砷或磷,而高沸点杂质元素仍然留在高温区,实现砷/磷的第一步提纯。降温末期,控制致密砷或磷区域温度始终高于其他区域,使低沸点的Cl、S等杂质元素在另一端冷凝,实现砷/磷的第二步提纯。
一种制备致密纳米晶粒陶瓷的方法.pdf
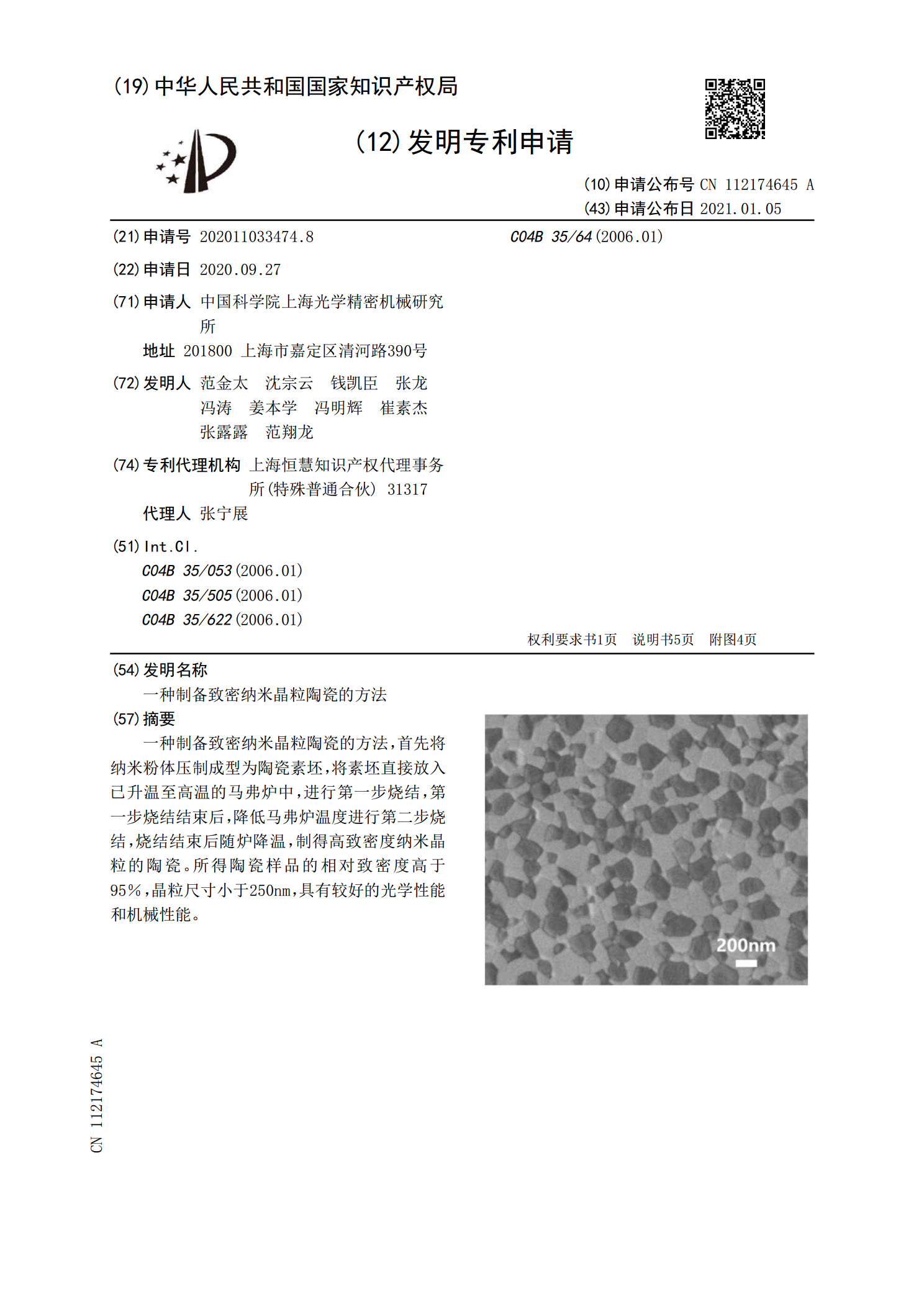
一种制备致密纳米晶粒陶瓷的方法,首先将纳米粉体压制成型为陶瓷素坯,将素坯直接放入已升温至高温的马弗炉中,进行第一步烧结,第一步烧结结束后,降低马弗炉温度进行第二步烧结,烧结结束后随炉降温,制得高致密度纳米晶粒的陶瓷。所得陶瓷样品的相对致密度高于95%,晶粒尺寸小于250nm,具有较好的光学性能和机械性能。