
一种挤塑螺杆及其制作方法.pdf

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种挤塑螺杆及其制作方法.pdf
一种挤塑螺杆及其制作方法,挤塑螺杆包括杆体和螺棱,在靠近杆体出料端的杆体上设置有筛料凸柱,筛料凸柱与杆体同心相设置,筛料凸柱的外壁高度等于螺棱的外壁高度,在筛料凸柱上间隔地分布有斜向贯穿筛料凸柱的导流孔。制作方法,包括以下步骤,制作杆体坯体;在杆体1上制作筛料凸柱11;在筛料凸柱11上制作导流孔12;在杆体1上制作螺棱;在杆体前段A的螺棱上铣连通槽;将杆体表面加工至设定的杆体外形,清理碎屑。本发明的优点在于:筛料凸柱能阻止机筒内腔中上层残留的固相物料直接流向杆体出料端,而底层液相物料能通过导流孔流向杆体出
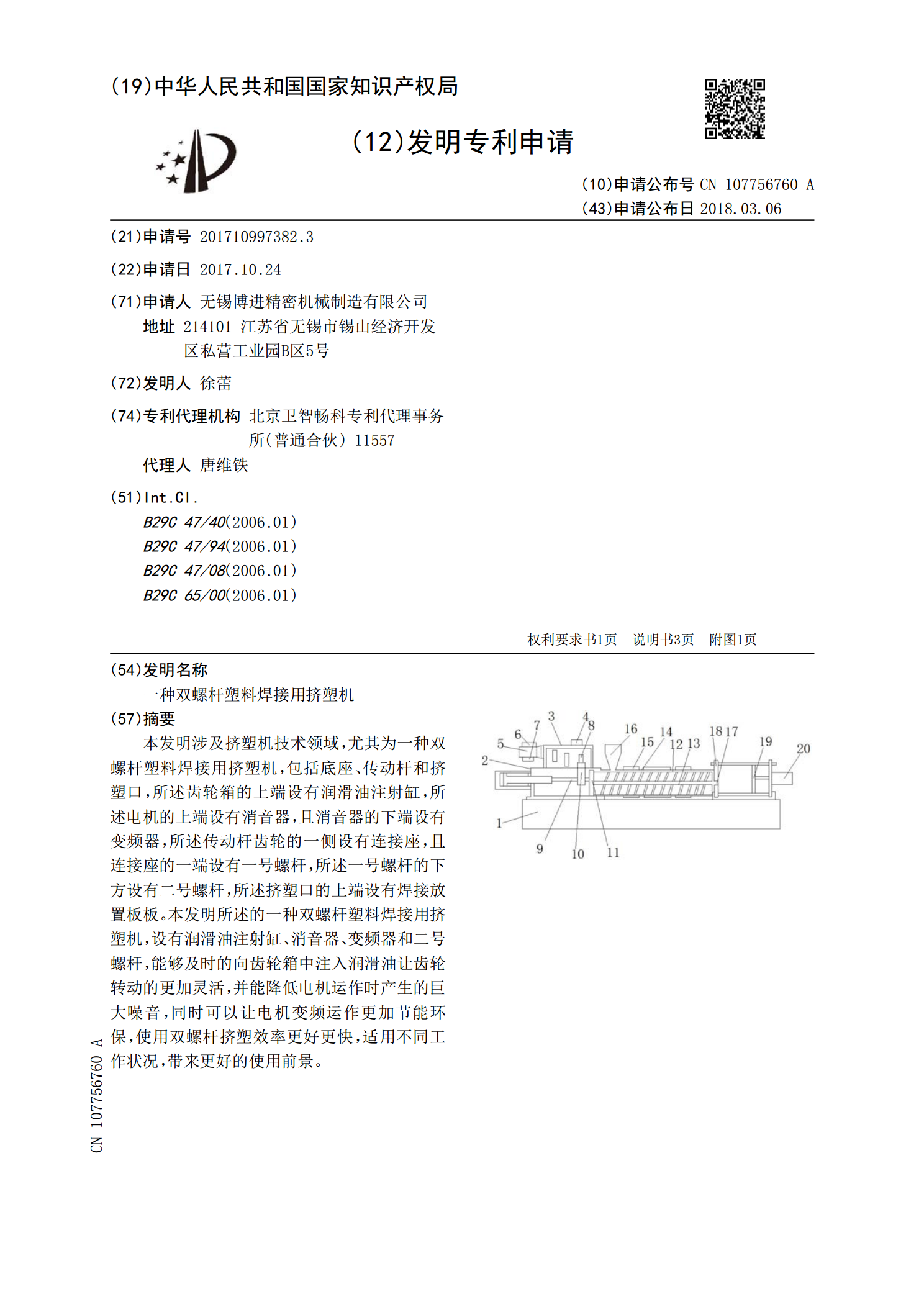
一种双螺杆塑料焊接用挤塑机.pdf
本发明涉及挤塑机技术领域,尤其为一种双螺杆塑料焊接用挤塑机,包括底座、传动杆和挤塑口,所述齿轮箱的上端设有润滑油注射缸,所述电机的上端设有消音器,且消音器的下端设有变频器,所述传动杆齿轮的一侧设有连接座,且连接座的一端设有一号螺杆,所述一号螺杆的下方设有二号螺杆,所述挤塑口的上端设有焊接放置板板。本发明所述的一种双螺杆塑料焊接用挤塑机,设有润滑油注射缸、消音器、变频器和二号螺杆,能够及时的向齿轮箱中注入润滑油让齿轮转动的更加灵活,并能降低电机运作时产生的巨大噪音,同时可以让电机变频运作更加节能环保,使用双
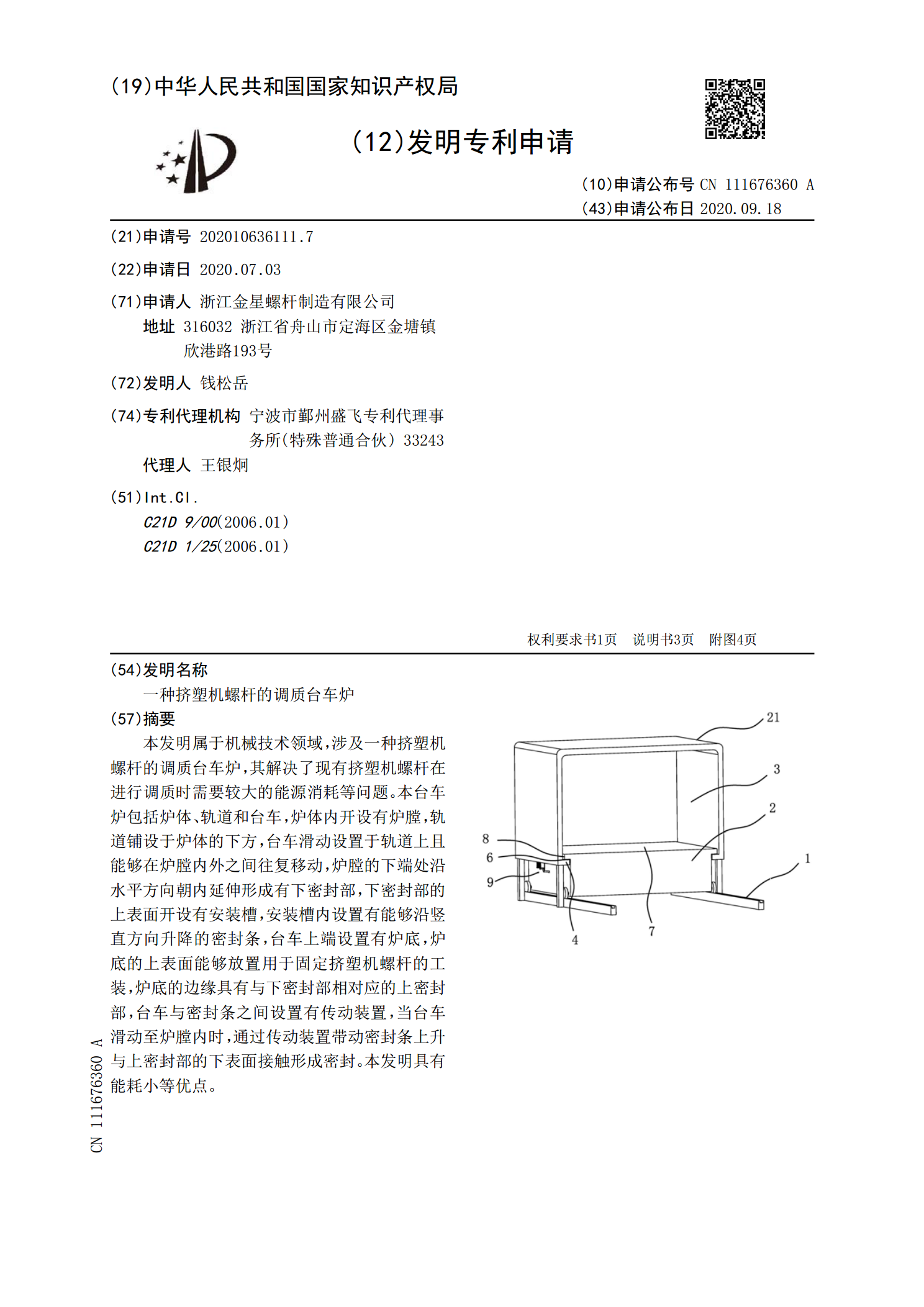
一种挤塑机螺杆的调质台车炉.pdf
本发明属于机械技术领域,涉及一种挤塑机螺杆的调质台车炉,其解决了现有挤塑机螺杆在进行调质时需要较大的能源消耗等问题。本台车炉包括炉体、轨道和台车,炉体内开设有炉膛,轨道铺设于炉体的下方,台车滑动设置于轨道上且能够在炉膛内外之间往复移动,炉膛的下端处沿水平方向朝内延伸形成有下密封部,下密封部的上表面开设有安装槽,安装槽内设置有能够沿竖直方向升降的密封条,台车上端设置有炉底,炉底的上表面能够放置用于固定挤塑机螺杆的工装,炉底的边缘具有与下密封部相对应的上密封部,台车与密封条之间设置有传动装置,当台车滑动至炉膛
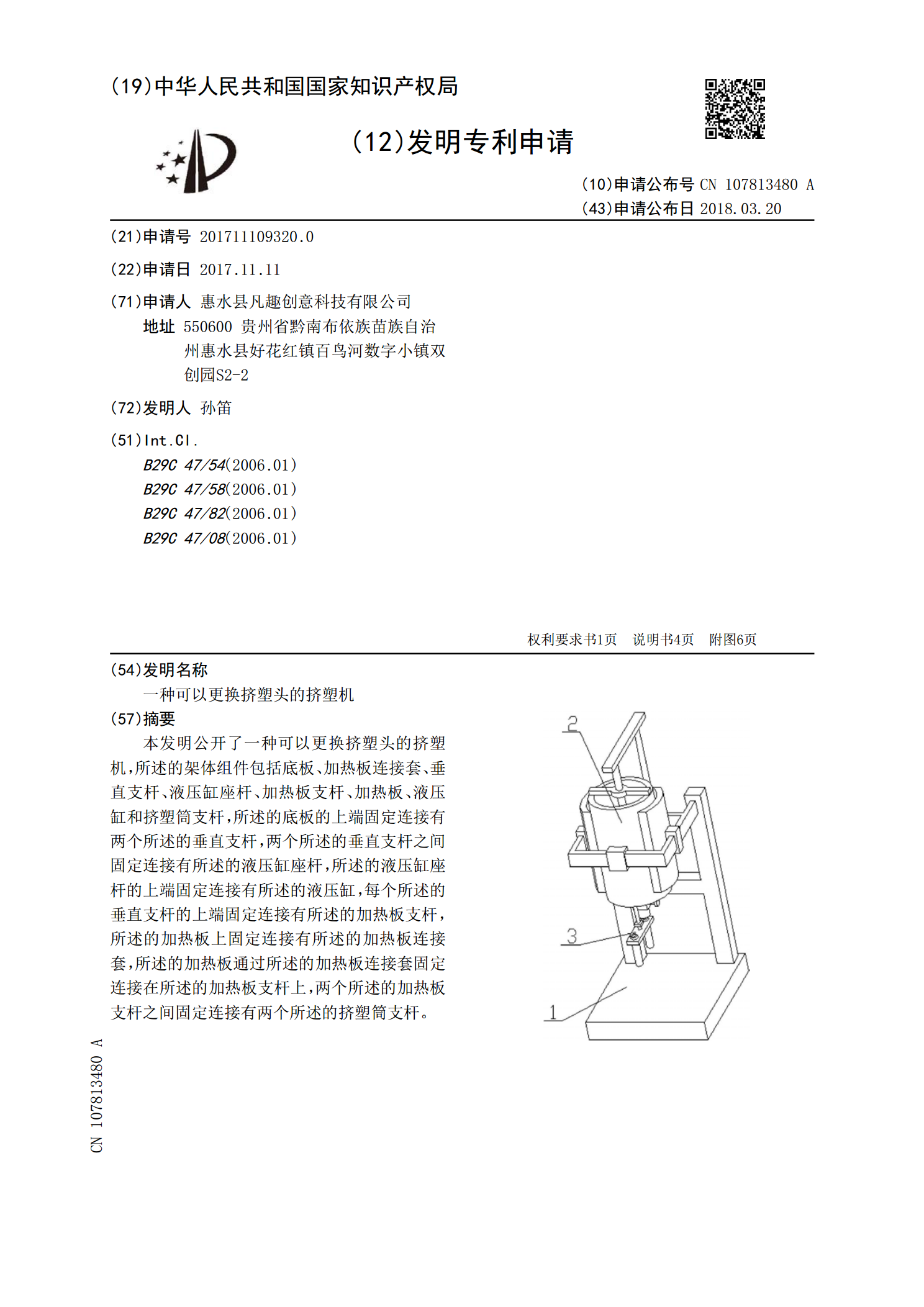
一种可以更换挤塑头的挤塑机.pdf
本发明公开了一种可以更换挤塑头的挤塑机,所述的架体组件包括底板、加热板连接套、垂直支杆、液压缸座杆、加热板支杆、加热板、液压缸和挤塑筒支杆,所述的底板的上端固定连接有两个所述的垂直支杆,两个所述的垂直支杆之间固定连接有所述的液压缸座杆,所述的液压缸座杆的上端固定连接有所述的液压缸,每个所述的垂直支杆的上端固定连接有所述的加热板支杆,所述的加热板上固定连接有所述的加热板连接套,所述的加热板通过所述的加热板连接套固定连接在所述的加热板支杆上,两个所述的加热板支杆之间固定连接有两个所述的挤塑筒支杆。
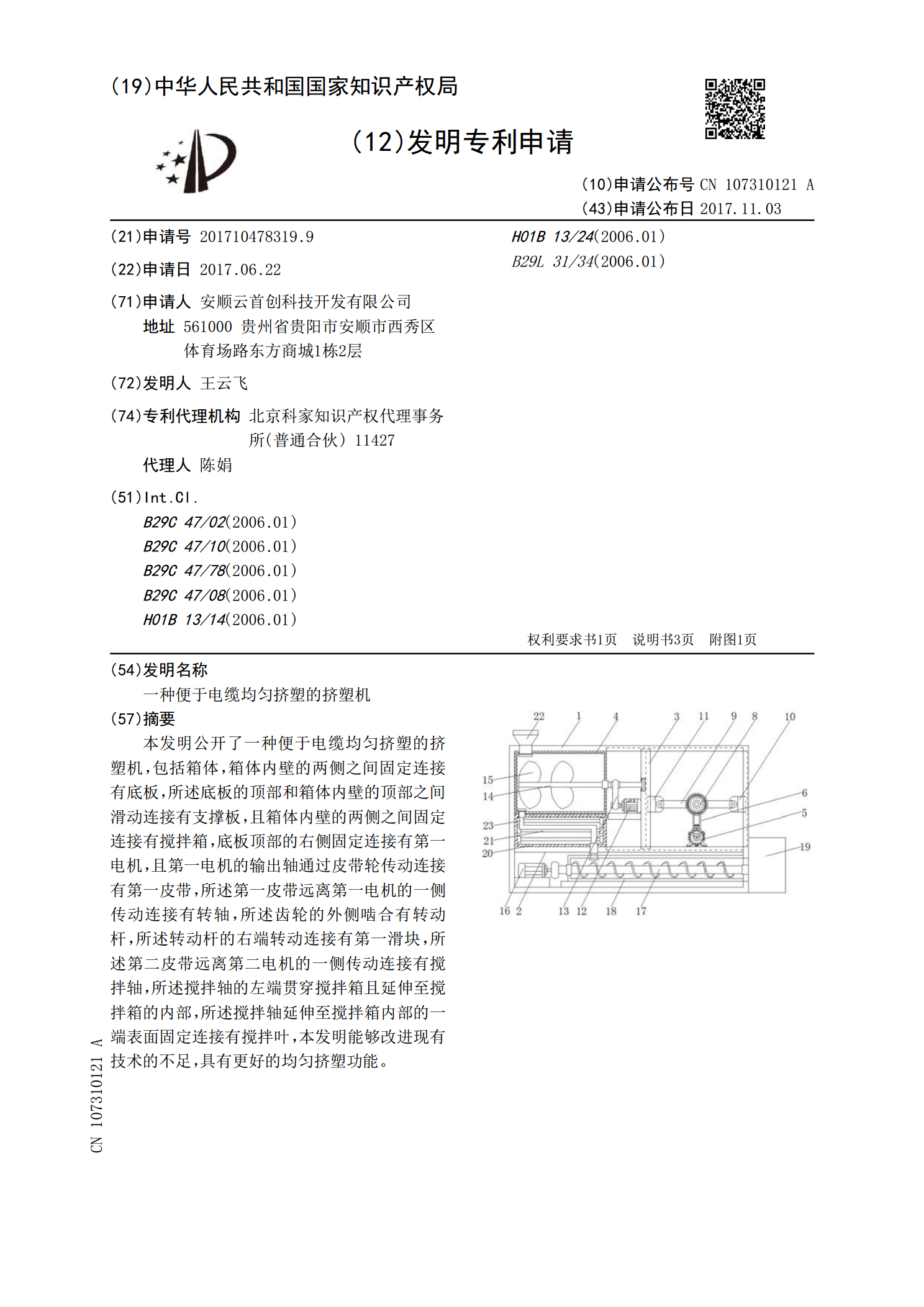
一种便于电缆均匀挤塑的挤塑机.pdf
本发明公开了一种便于电缆均匀挤塑的挤塑机,包括箱体,箱体内壁的两侧之间固定连接有底板,所述底板的顶部和箱体内壁的顶部之间滑动连接有支撑板,且箱体内壁的两侧之间固定连接有搅拌箱,底板顶部的右侧固定连接有第一电机,且第一电机的输出轴通过皮带轮传动连接有第一皮带,所述第一皮带远离第一电机的一侧传动连接有转轴,所述齿轮的外侧啮合有转动杆,所述转动杆的右端转动连接有第一滑块,所述第二皮带远离第二电机的一侧传动连接有搅拌轴,所述搅拌轴的左端贯穿搅拌箱且延伸至搅拌箱的内部,所述搅拌轴延伸至搅拌箱内部的一端表面固定连接有