
一种砂带丝材打磨机.pdf

白凡****12


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种砂带丝材打磨机.pdf
一种砂带丝材打磨机,其特征在于:包括由电机驱动的打磨机构,所述打磨机构包括两幅砂带且对称张紧在驱动轮上,所述驱动轮为两个且在行星轮的带动下自传并围绕丝材公转带动所述砂带对所述丝材进行全角度打磨。本发明采用双行星轮机构且对称设置,通过驱动轮带动砂带对丝材进行全角度打磨,实现了快速、高效打磨丝材,不仅提高了打磨效率,而且保证了打磨的均匀性,提高了打磨质量。
一种砂带打磨机.pdf
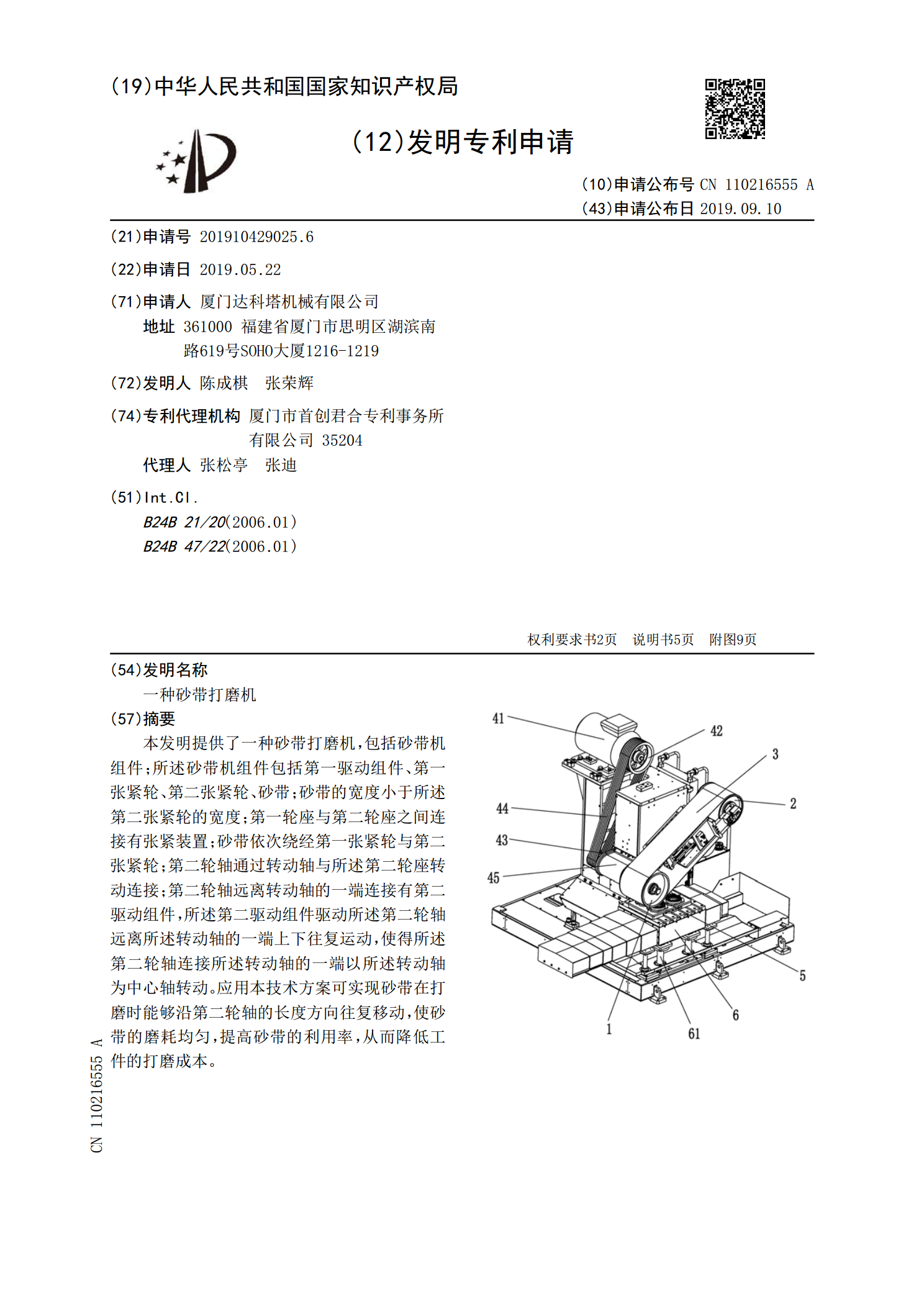
本发明提供了一种砂带打磨机,包括砂带机组件;所述砂带机组件包括第一驱动组件、第一张紧轮、第二张紧轮、砂带;砂带的宽度小于所述第二张紧轮的宽度;第一轮座与第二轮座之间连接有张紧装置;砂带依次绕经第一张紧轮与第二张紧轮;第二轮轴通过转动轴与所述第二轮座转动连接;第二轮轴远离转动轴的一端连接有第二驱动组件,所述第二驱动组件驱动所述第二轮轴远离所述转动轴的一端上下往复运动,使得所述第二轮轴连接所述转动轴的一端以所述转动轴为中心轴转动。应用本技术方案可实现砂带在打磨时能够沿第二轮轴的长度方向往复移动,使砂带的磨耗均
一种砂带浮动打磨机构.pdf
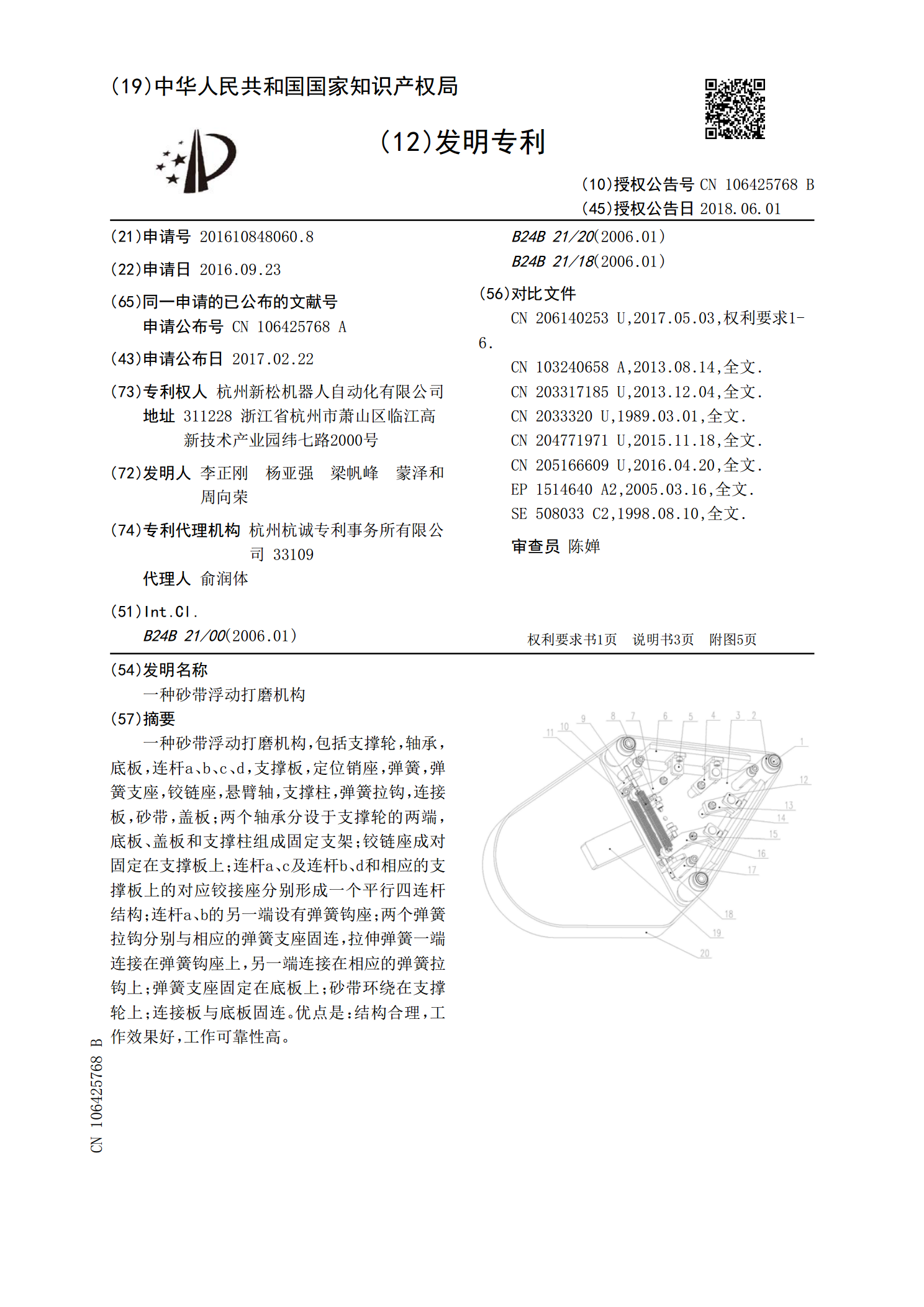
一种砂带浮动打磨机构,包括支撑轮,轴承,底板,连杆a、b、c、d,支撑板,定位销座,弹簧,弹簧支座,铰链座,悬臂轴,支撑柱,弹簧拉钩,连接板,砂带,盖板;两个轴承分设于支撑轮的两端,底板、盖板和支撑柱组成固定支架;铰链座成对固定在支撑板上;连杆a、c及连杆b、d和相应的支撑板上的对应铰接座分别形成一个平行四连杆结构;连杆a、b的另一端设有弹簧钩座;两个弹簧拉钩分别与相应的弹簧支座固连,拉伸弹簧一端连接在弹簧钩座上,另一端连接在相应的弹簧拉钩上;弹簧支座固定在底板上;砂带环绕在支撑轮上;连接板与底板固连。优
砂带打磨机.pdf
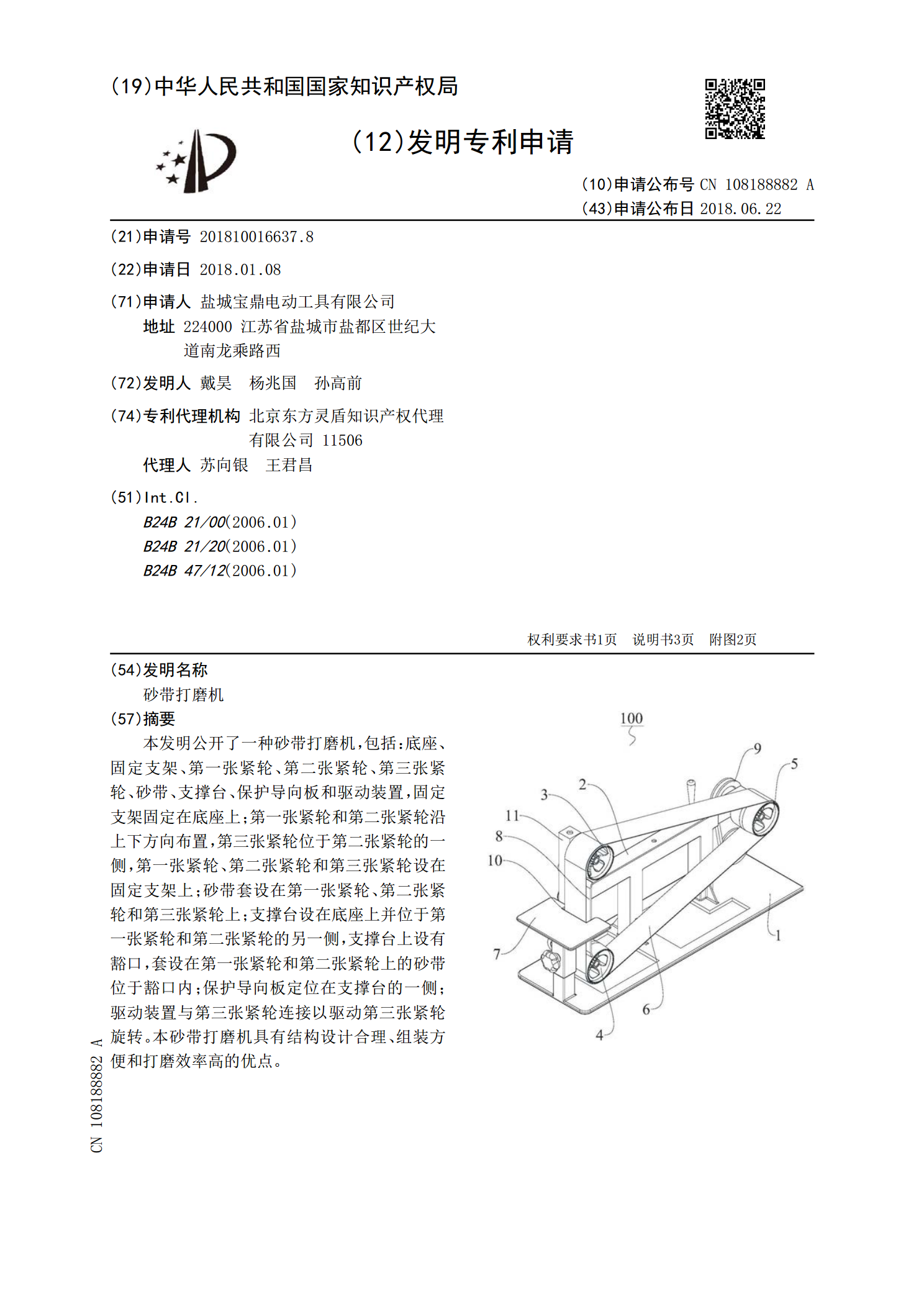
本发明公开了一种砂带打磨机,包括:底座、固定支架、第一张紧轮、第二张紧轮、第三张紧轮、砂带、支撑台、保护导向板和驱动装置,固定支架固定在底座上;第一张紧轮和第二张紧轮沿上下方向布置,第三张紧轮位于第二张紧轮的一侧,第一张紧轮、第二张紧轮和第三张紧轮设在固定支架上;砂带套设在第一张紧轮、第二张紧轮和第三张紧轮上;支撑台设在底座上并位于第一张紧轮和第二张紧轮的另一侧,支撑台上设有豁口,套设在第一张紧轮和第二张紧轮上的砂带位于豁口内;保护导向板定位在支撑台的一侧;驱动装置与第三张紧轮连接以驱动第三张紧轮旋转。本
一种卧式环缝砂带打磨机.pdf
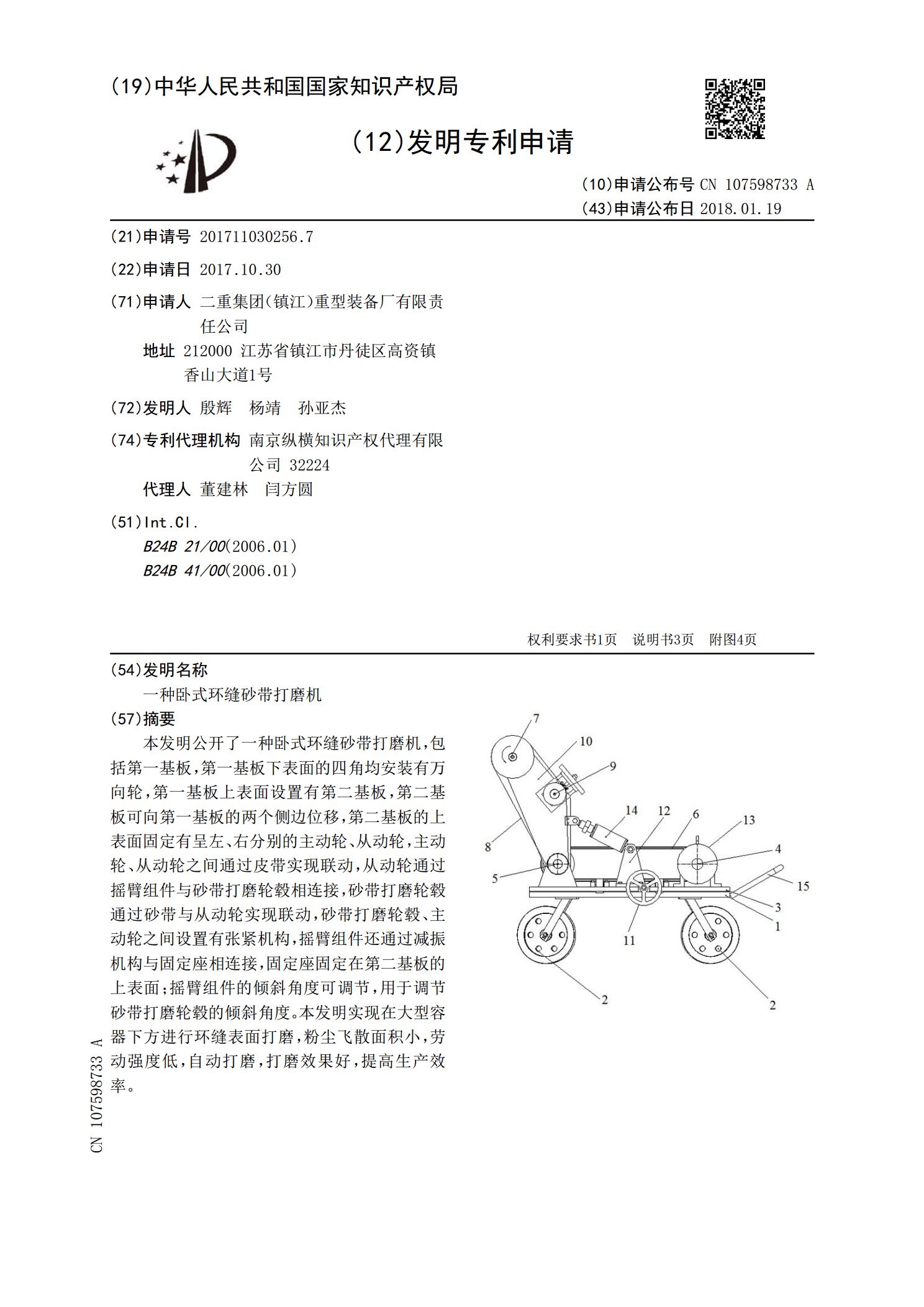
本发明公开了一种卧式环缝砂带打磨机,包括第一基板,第一基板下表面的四角均安装有万向轮,第一基板上表面设置有第二基板,第二基板可向第一基板的两个侧边位移,第二基板的上表面固定有呈左、右分别的主动轮、从动轮,主动轮、从动轮之间通过皮带实现联动,从动轮通过摇臂组件与砂带打磨轮毂相连接,砂带打磨轮毂通过砂带与从动轮实现联动,砂带打磨轮毂、主动轮之间设置有张紧机构,摇臂组件还通过减振机构与固定座相连接,固定座固定在第二基板的上表面;摇臂组件的倾斜角度可调节,用于调节砂带打磨轮毂的倾斜角度。本发明实现在大型容器下方进