
轮盘锻件及制造工艺.pdf

努力****元恺


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮盘锻件及制造工艺.pdf
一种轮盘锻件及制造工艺,属于机械制造技术领域,该工艺对材料成分进行进一步优化,控制C、Mn元素含量上限,提高Ni元素含量,降低P、S有害元素含量,降低Si含量以降低与Mn元素的回火脆性;增加电渣重熔工艺提高钢水的纯净度,通过锻后热处理采用两次正火处理进一步使材料均质化并细化了晶粒;其原材料组分为:C、Mn、Si、P、S、Cr、Ni、Al、Cu、Fe。工艺步骤包括:电极坯冶炼、电渣重熔冶炼、钢锭退火、钢锭锻造、锻后热处理、性能热处理、性能及组织检验。本发明化学成份配比合理,材料纯净度好;心部锻实效果好;金属

一种涡轮盘锻件预成形工艺的优化设计方法.pdf
本发明公开了一种涡轮盘锻件预成形优化设计方法。该方法包括如下步骤:(1)设计预锻模的几何形状,将其尺寸参数化,并利用Plackett‑Burmans(PB)实验设计方法确定关键影响参数;(2)以步骤1确定的关键影响因素为优化参数,采用通用旋转组合设计方法确定实验方案;(3)采用有限元法对各方案进行模拟仿真,获得实验结果;利用二阶响应面模型拟合出响应曲面,基于寻优的优化目标函数进行寻优,找出最优的参数组合。本发明的方法能够有效地优化涡轮盘的预锻成形工艺,保证锻件的变形和组织的均匀性最优。
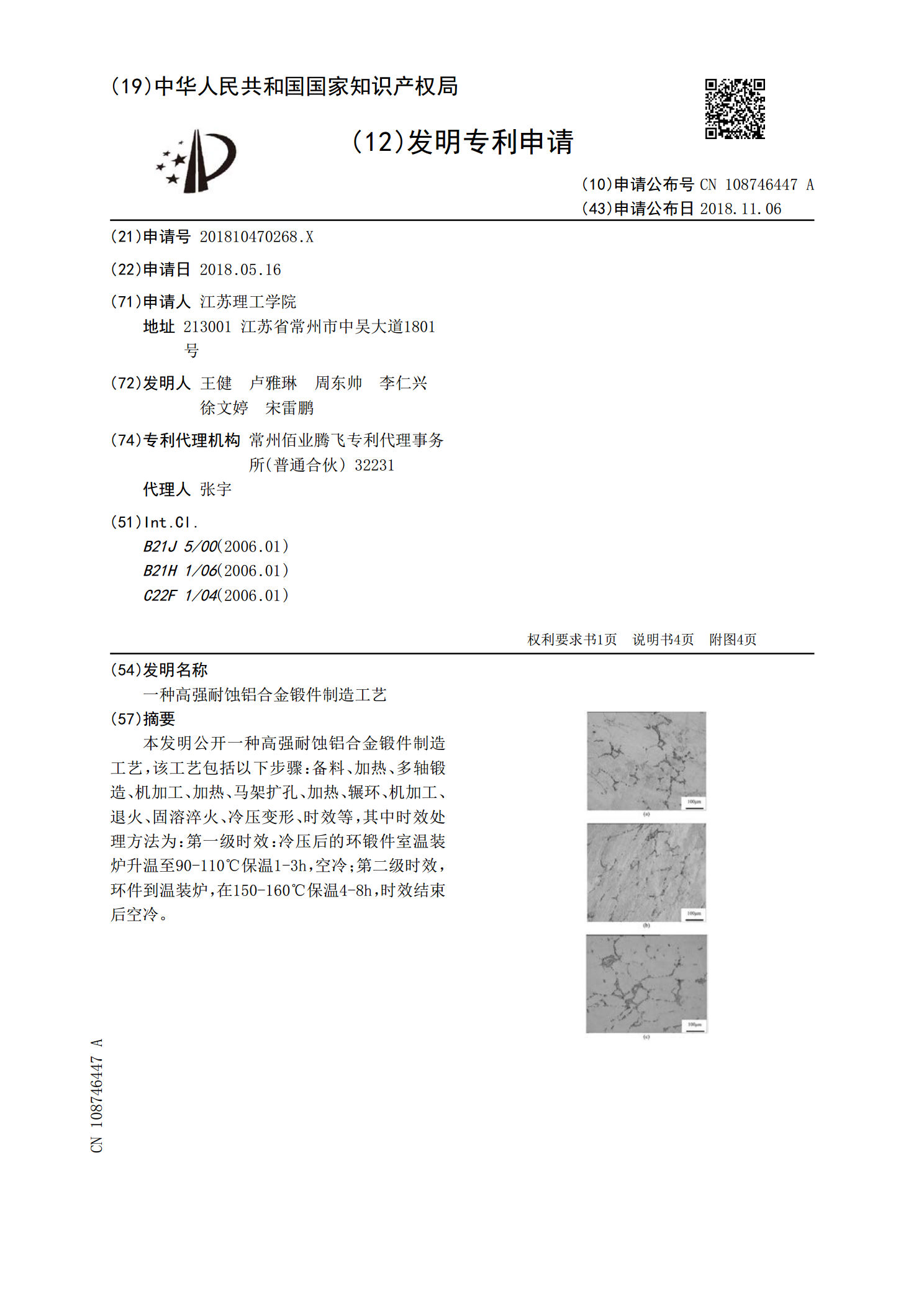
一种高强耐蚀铝合金锻件制造工艺.pdf
本发明公开一种高强耐蚀铝合金锻件制造工艺,该工艺包括以下步骤:备料、加热、多轴锻造、机加工、加热、马架扩孔、加热、辗环、机加工、退火、固溶淬火、冷压变形、时效等,其中时效处理方法为:第一级时效:冷压后的环锻件室温装炉升温至90‑110℃保温1‑3h,空冷;第二级时效,环件到温装炉,在150‑160℃保温4‑8h,时效结束后空冷。
一种压裂泵锻件的制造工艺.pdf
本发明提供一种压裂泵锻件的制造工艺,包括以下步骤:(1)电弧炉初炼:(2)LF精炼:(3)RH真空精炼:(4)圆坯连铸:(5)ESR电渣重熔:(6)脱氧:为控制夹杂物形状和进一步脱氧,电渣重熔过程中每隔一段时间添加稀土,稀土用量占总渣量的0.05%‑0.2%;(7)分阶降流:(8)高吨位油压机锻造:采用优质电渣锭作为原料,锻造采用8000吨水油压机进行三相锻造,(9)热处理:通过多次正火、油淬、高温回火,保证了应力充分释放和组织均匀;(10)精密机加:(11)检验:本发明压裂泵锻件洁净度高化学成分稳定性好
一种锻件合金钢的制造工艺.pdf
本发明公开了一种锻件合金钢的制造工艺,所述制造工艺包括冶炼工艺、铸造工艺、锻造工艺和热处理工艺,包括如下步骤:在所述冶炼工艺中采用电弧炉,并结合精炼及真空脱气工艺对所述合金钢进行冶炼;在所述铸造工艺中将上述冶炼后的合金钢采用氩(Ar)保护浇铸工艺铸造成棒料,同时将所述棒料直径与长度的定型比控制在小于2的范围内;所述锻造工艺是对上述铸造工艺中得到的铸件再进行锻造处理,在所述锻造工艺中选用双向施力锻压机与操作机相配合对所述铸件进行锻压处理;所述热处理工艺是将上述锻造后的工件经过三重淬火处理后,然后再进行回火处