
立方氮化硼纤维磨粒及其制备方法.pdf

猫巷****觅蓉


1/8

2/8

3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
立方氮化硼纤维磨粒及其制备方法.pdf
本发明涉及一种立方氮化硼纤维磨粒及其制备方法,立方氮化硼纤维磨粒包括立方氮化硼磨粒与粘结材料两部分,其特征在于其中立方氮化硼磨粒表面设有镀钛层或镀铬层,镀层的厚度为5~10μm;粘结材料的组分及重量百分比含量为:Al2O3粉末16~20%、B2O3粉末28~32%、Na2O粉末3~10%、其余为SiO2粉末。烧结方法是采用分段式升温至最高加热温度795-805℃,保温18-22分钟。本发明所述的CBN纤维磨粒能够实现树脂、陶瓷、金属结合剂砂轮磨料层内部CBN磨粒的规则排布,并具有强度高、耐磨性与自锐性好的
磨粒三维有序分布的立方氮化硼砂轮及其制备方法.pdf
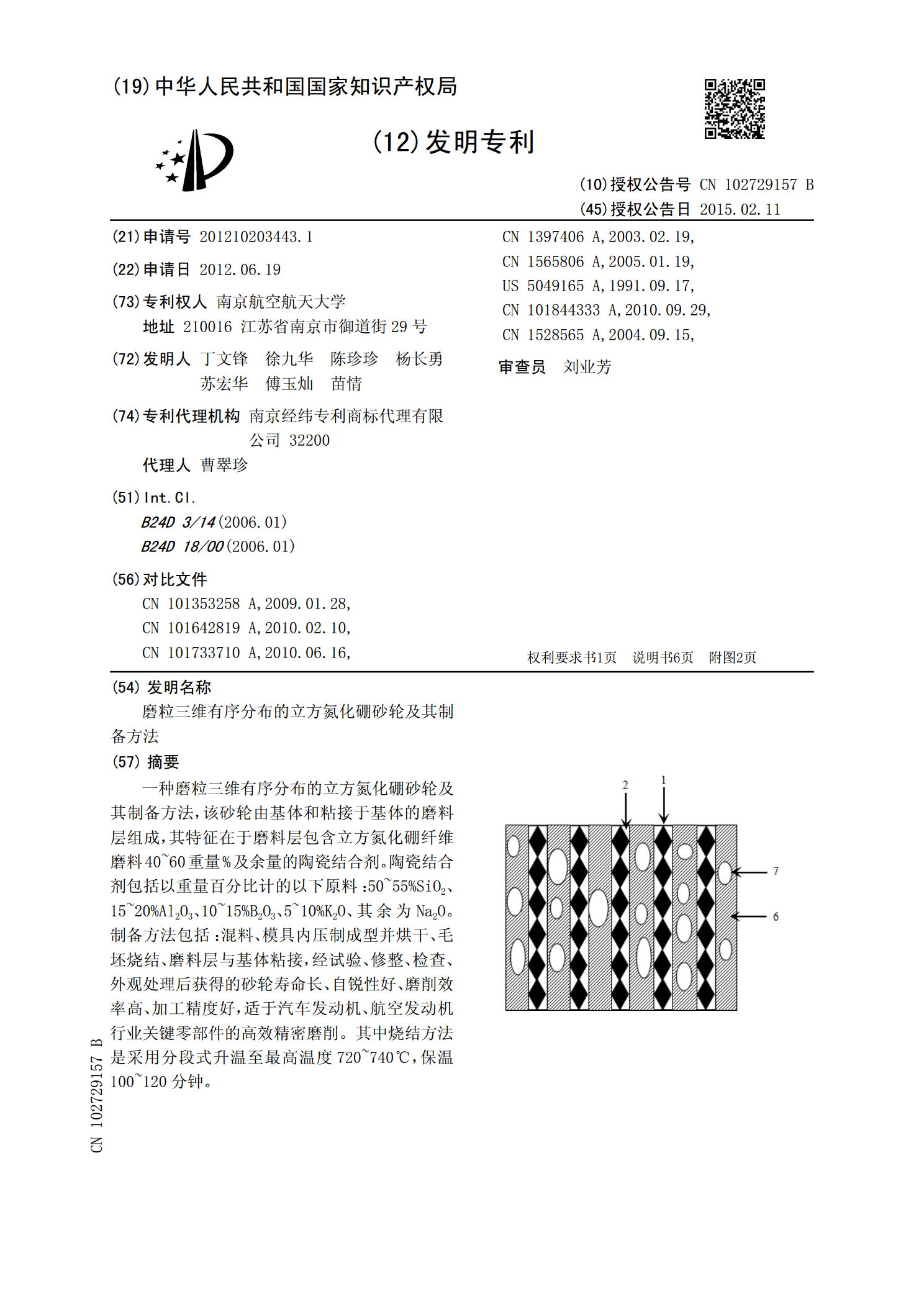
一种磨粒三维有序分布的立方氮化硼砂轮及其制备方法,该砂轮由基体和粘接于基体的磨料层组成,其特征在于磨料层包含立方氮化硼纤维磨料40~60重量%及余量的陶瓷结合剂。陶瓷结合剂包括以重量百分比计的以下原料:50~55%SiO2、15~20%Al2O3、10~15%B2O3、5~10%K2O、其余为Na2O。制备方法包括:混料、模具内压制成型并烘干、毛坯烧结、磨料层与基体粘接,经试验、修整、检查、外观处理后获得的砂轮寿命长、自锐性好、磨削效率高、加工精度好,适于汽车发动机、航空发动机行业关键零部件的高效精密磨削
一种低温钎焊立方氮化硼磨粒的方法.pdf
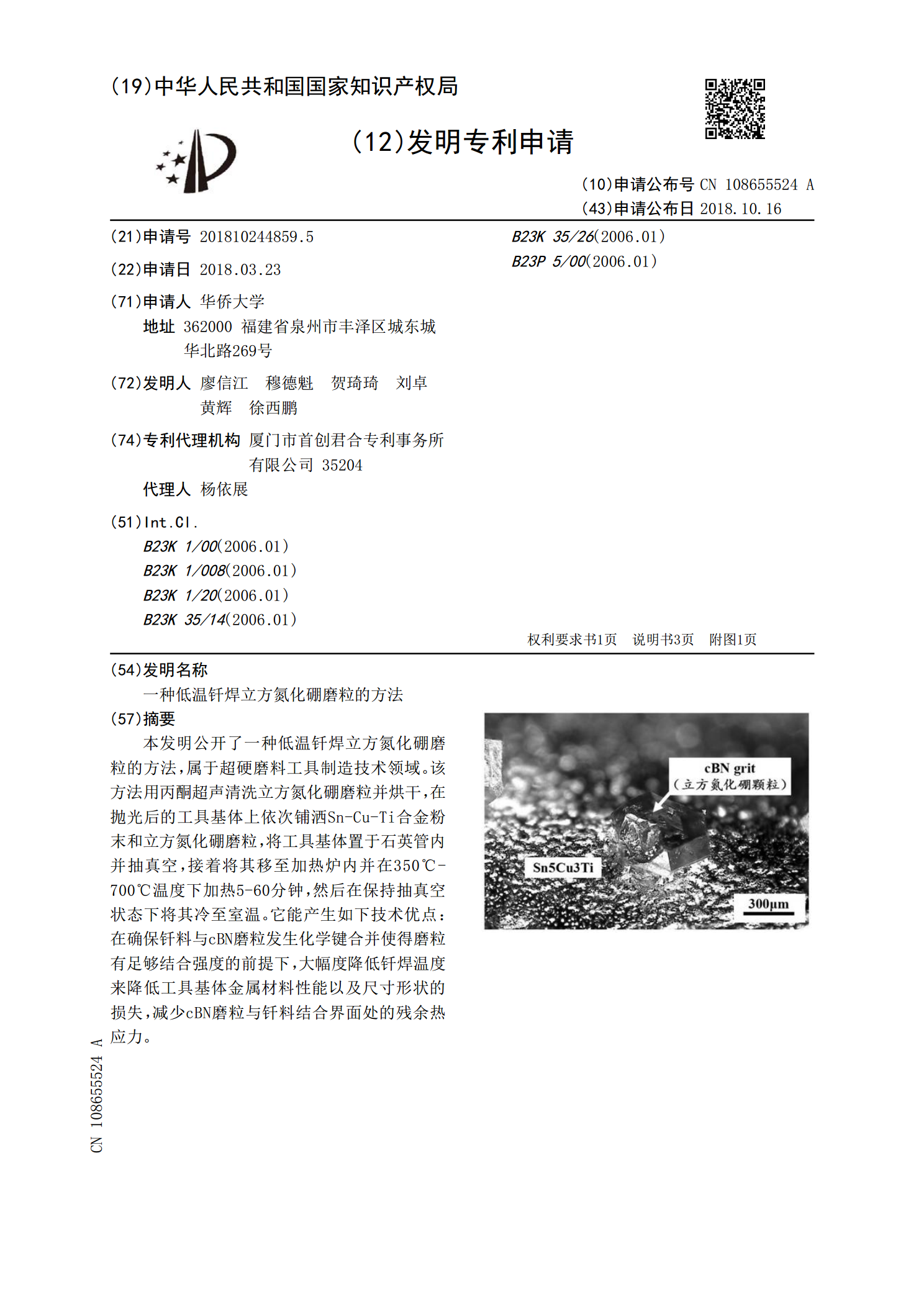
本发明公开了一种低温钎焊立方氮化硼磨粒的方法,属于超硬磨料工具制造技术领域。该方法用丙酮超声清洗立方氮化硼磨粒并烘干,在抛光后的工具基体上依次铺洒Sn‑Cu‑Ti合金粉末和立方氮化硼磨粒,将工具基体置于石英管内并抽真空,接着将其移至加热炉内并在350℃‑700℃温度下加热5‑60分钟,然后在保持抽真空状态下将其冷至室温。它能产生如下技术优点:在确保钎料与cBN磨粒发生化学键合并使得磨粒有足够结合强度的前提下,大幅度降低钎焊温度来降低工具基体金属材料性能以及尺寸形状的损失,减少cBN磨粒与钎料结合界面处的残
大孔氮化硼纤维及其制备方法.pdf
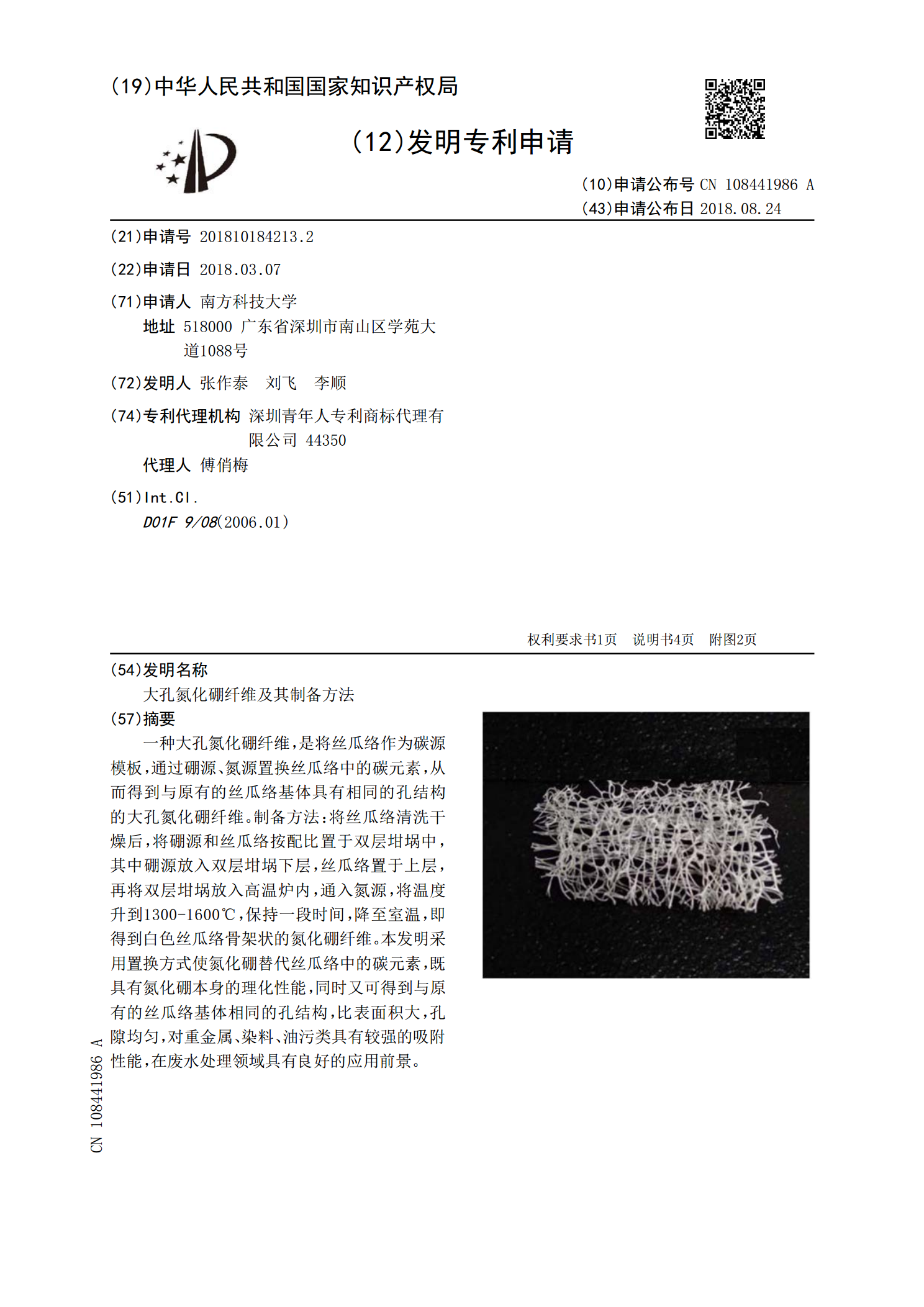
一种大孔氮化硼纤维,是将丝瓜络作为碳源模板,通过硼源、氮源置换丝瓜络中的碳元素,从而得到与原有的丝瓜络基体具有相同的孔结构的大孔氮化硼纤维。制备方法:将丝瓜络清洗干燥后,将硼源和丝瓜络按配比置于双层坩埚中,其中硼源放入双层坩埚下层,丝瓜络置于上层,再将双层坩埚放入高温炉内,通入氮源,将温度升到1300‑1600℃,保持一段时间,降至室温,即得到白色丝瓜络骨架状的氮化硼纤维。本发明采用置换方式使氮化硼替代丝瓜络中的碳元素,既具有氮化硼本身的理化性能,同时又可得到与原有的丝瓜络基体相同的孔结构,比表面积大,孔
改性立方氮化硼磨料及其制备方法.pdf
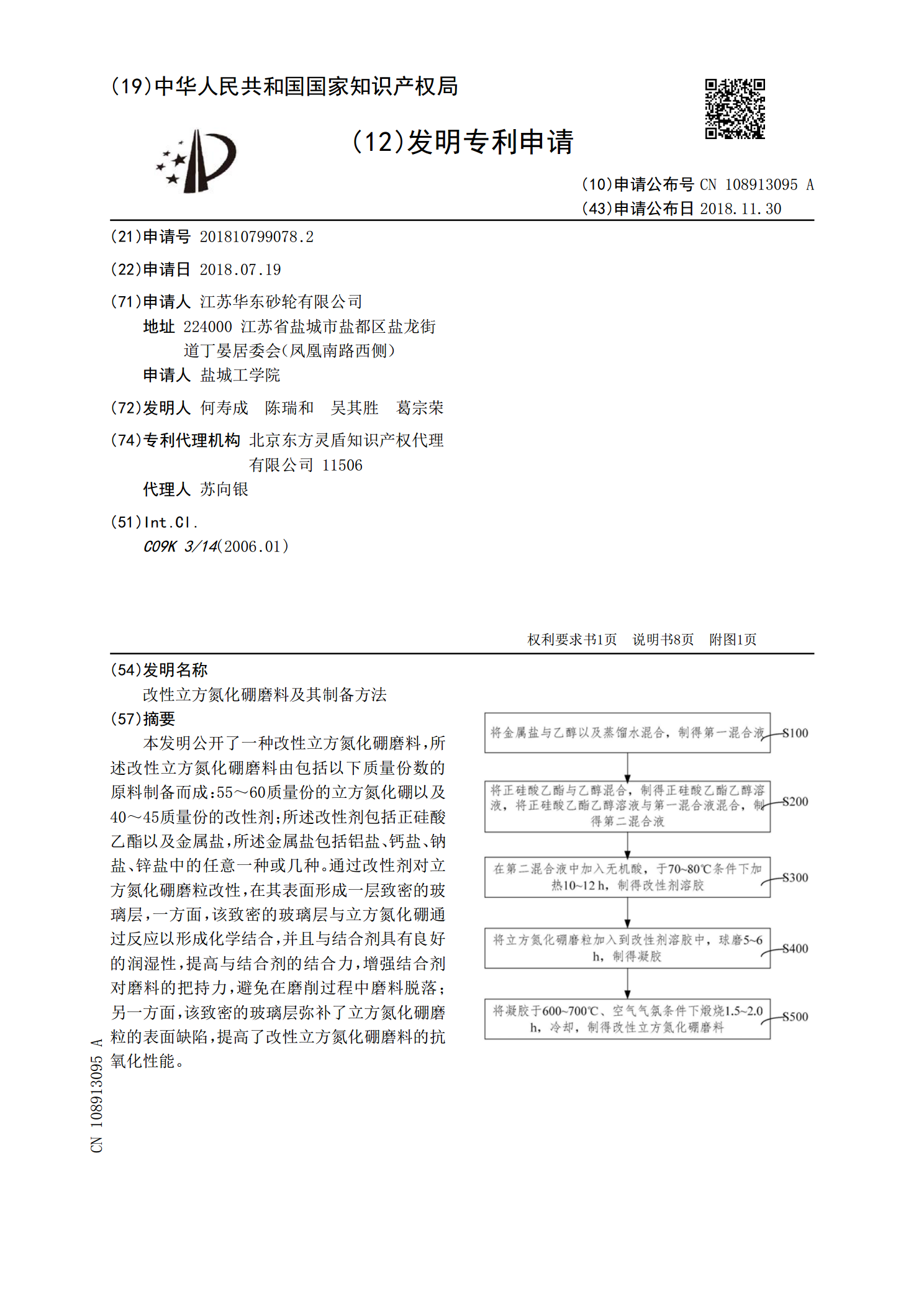
本发明公开了一种改性立方氮化硼磨料,所述改性立方氮化硼磨料由包括以下质量份数的原料制备而成:55~60质量份的立方氮化硼以及40~45质量份的改性剂;所述改性剂包括正硅酸乙酯以及金属盐,所述金属盐包括铝盐、钙盐、钠盐、锌盐中的任意一种或几种。通过改性剂对立方氮化硼磨粒改性,在其表面形成一层致密的玻璃层,一方面,该致密的玻璃层与立方氮化硼通过反应以形成化学结合,并且与结合剂具有良好的润湿性,提高与结合剂的结合力,增强结合剂对磨料的把持力,避免在磨削过程中磨料脱落;另一方面,该致密的玻璃层弥补了立方氮化硼磨粒