
弯管机及其方法.pdf

雨巷****莺莺

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

弯管机及其方法.pdf
本发明所述的弯管机及其方法,采取一次弯管成型的弯管结构及控制方法,以实现弯管起点口径大小与弯曲角度的任意可调,从而提高弯曲加工精度与生产效率。弯管机包括有架体,在架体上设置有被动模、以及通过驱动装置连接以定轴旋转的主动模。主动模具有圆型的外周轮廓,在其外圆周上设置有用于容纳被弯曲的管、内凹的卡槽;主动模相对于被动模偏心地设置,并且两者外周轮廓切线的间距大于被弯曲的管的最大直径。

螺旋灯管弯管机制造方法及其弯管机.pdf
本发明公开了一种螺旋灯管弯管机制造方法,还公开了一种实施该方法制得的弯管机,其包括机架、送料机构、加热电炉、保温电炉和旋转模头,送料机构、加热电炉、保温电炉和旋转模头按照从上到上的顺序依次设置在所述机架上;本发明提供的方法,可快速、高效率生产出螺旋灯管;本发明提供的弯管机,结构设计巧妙、紧凑,自动化程度高,只需相应控制送料机构、加热电炉、保温电炉和旋转模头的工作状态,便可实现自动对条状灯管进行弯折以形成螺旋形状,而且弯折质量好、速度快,在减轻了劳动强度的同时,大大提高了生产效率,并保证了产品质量,提高产品

弯管机及其全自动折弯方法.pdf
本申请公开了一种弯管机及其全自动折弯方法,该弯管机包括箱体、送料部件、第一夹紧部件和机头部件,送料部件包括第一驱动装置和第二夹紧部件,第一驱动装置连接于第二夹紧部件并可驱动第二夹紧部件在第一方向接近或远离第一夹紧部件,机头部件包括基座、弯管主轴、第二驱动装置和弯臂组件,弯管主轴安装于基座上并通过第二驱动装置驱动转动,弯臂组件固定于弯管主轴上,包括弯臂、夹紧滑块和第三驱动装置,弯臂固定于弯管主轴上,第三驱动装置连接于夹紧滑块并驱动夹紧滑块接近或远离弯管主轴轮模表面。本发明的弯管机可以实现对管材的连续左右折弯
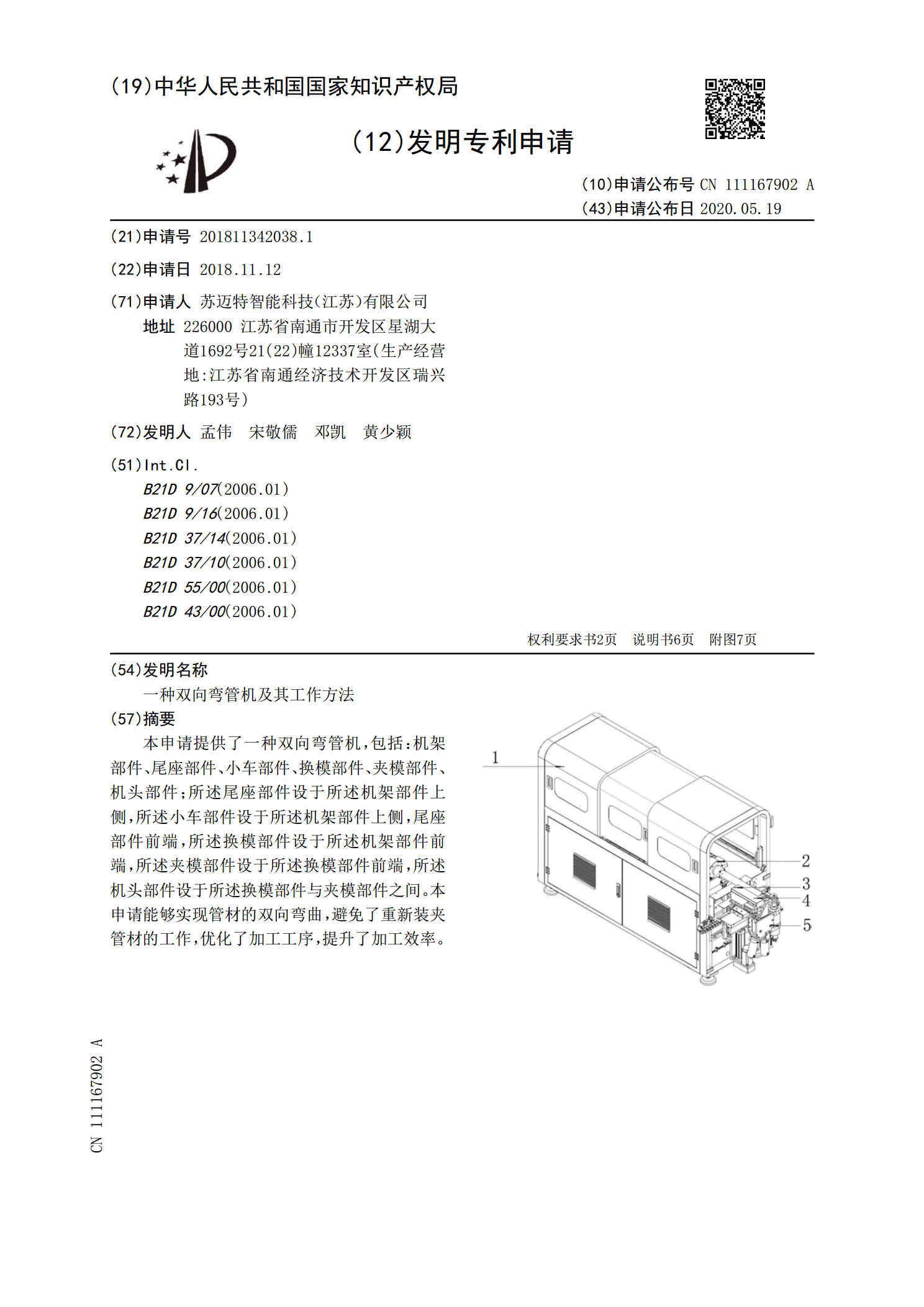
一种双向弯管机及其工作方法.pdf
本申请提供了一种双向弯管机,包括:机架部件、尾座部件、小车部件、换模部件、夹模部件、机头部件;所述尾座部件设于所述机架部件上侧,所述小车部件设于所述机架部件上侧,尾座部件前端,所述换模部件设于所述机架部件前端,所述夹模部件设于所述换模部件前端,所述机头部件设于所述换模部件与夹模部件之间。本申请能够实现管材的双向弯曲,避免了重新装夹管材的工作,优化了加工工序,提升了加工效率。
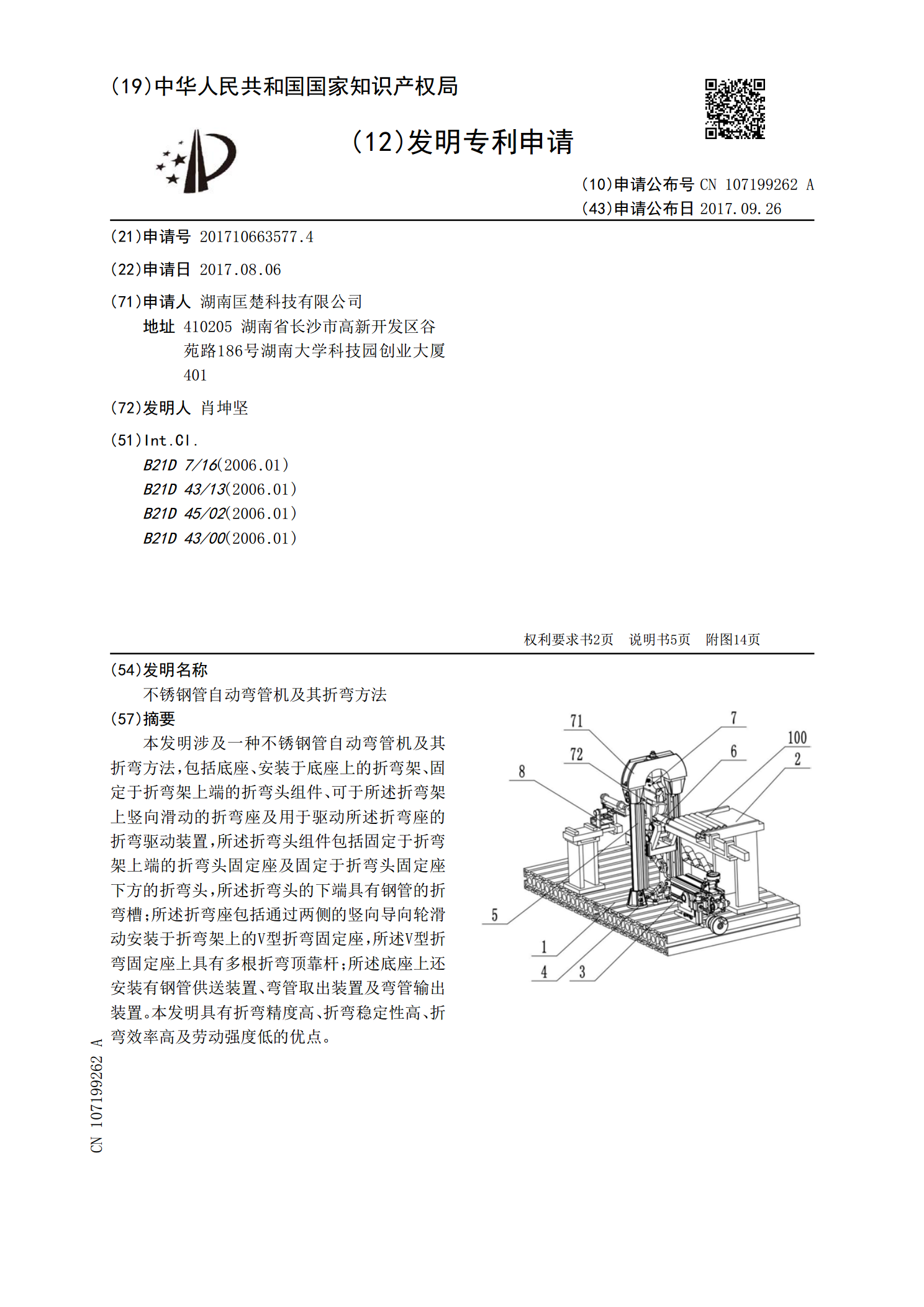
不锈钢管自动弯管机及其折弯方法.pdf
本发明涉及一种不锈钢管自动弯管机及其折弯方法,包括底座、安装于底座上的折弯架、固定于折弯架上端的折弯头组件、可于所述折弯架上竖向滑动的折弯座及用于驱动所述折弯座的折弯驱动装置,所述折弯头组件包括固定于折弯架上端的折弯头固定座及固定于折弯头固定座下方的折弯头,所述折弯头的下端具有钢管的折弯槽;所述折弯座包括通过两侧的竖向导向轮滑动安装于折弯架上的V型折弯固定座,所述V型折弯固定座上具有多根折弯顶靠杆;所述底座上还安装有钢管供送装置、弯管取出装置及弯管输出装置。本发明具有折弯精度高、折弯稳定性高、折弯效率高及