
密炼机恒温炼胶方法.pdf

努力****妙风


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

密炼机恒温炼胶方法.pdf
本发明涉及橡胶技术领域,具体地说是一种密炼机恒温炼胶方法。加胶料、加炭黑、压上顶栓混炼胶料,该步骤混炼共需80-90秒时间,其中压栓混炼胶料约需40-50秒,炼胶温度约100-110℃;加油料、压上顶栓继续混炼,该步骤混炼共需70-80秒时间,其中压栓混炼胶料约需30-35秒,炼胶温度约120-125℃;以上混炼过程密炼机转子转速设置为高速混炼,为50-60转/分钟,实现胶料温度快速提升,以备恒温阶段胶料能够充分反应;提上顶栓、压栓,开始恒温炼胶,恒温炼胶时间为60-150秒,恒温阶段设定胶料温度在130
一种密炼机自动炼胶工艺.pdf
本发明公开了一种密炼机自动炼胶工艺,包括以下步骤:(1)、原料准备;(2)、密炼;(3)、开炼;(4)、冷却;(5)、胶料快检;(6)、检出不合格品,合格品储存。本发明的有益效果是,炼胶效果好,并且制炼出来的胶在使用时无龟裂、臭氧老化效果好、拉伸强度高,便于人们进行使用。

改进型密炼机及密炼方法.pdf
本发明涉及改进型密炼机及密炼方法,其包括主底座、设置在主底座上的密炼装置、设置在主底座上且用于对密炼装置密封下顶的上顶装置、设置在主底座上且驱动密炼装置对橡胶进行混炼的驱动装置、以及设置在主底座上且带动密炼装置翻转出料的翻转系统。密炼装置包括用于存储混炼橡胶的密炼箱体、设置在密炼箱体上且用于添加与输出橡胶的密炼料口、设置在密炼箱体的密炼右侧板、右端固定在密炼右侧板左侧面上的密炼密封调整弹簧、左右活动设置在密炼箱体内且与密炼密封调整弹簧左端连接的密炼密封外挡套、以及反向旋转设置在密炼箱体上的啮合后转子与啮合
功能性塑料密炼方法和密炼机.pdf
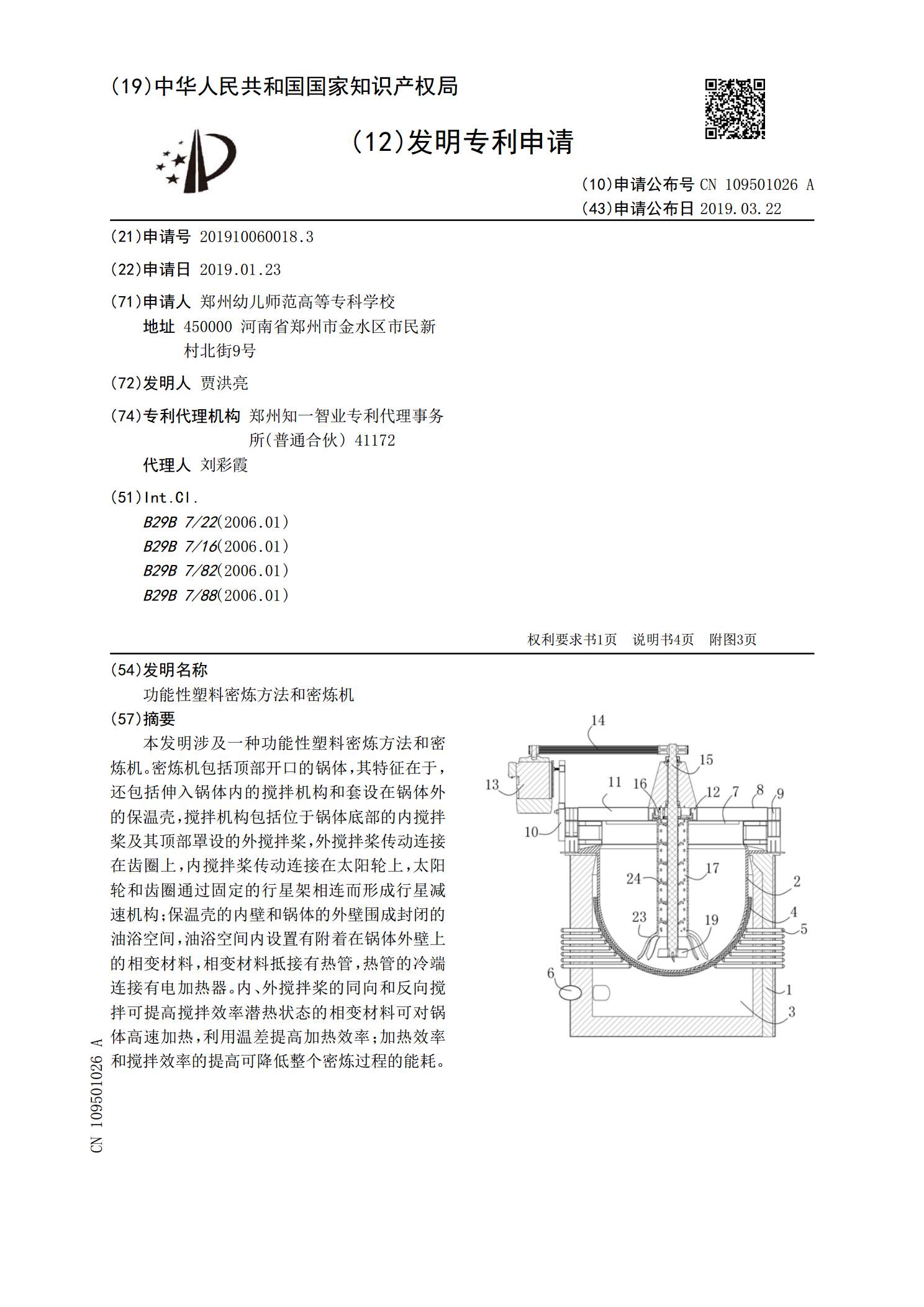
本发明涉及一种功能性塑料密炼方法和密炼机。密炼机包括顶部开口的锅体,其特征在于,还包括伸入锅体内的搅拌机构和套设在锅体外的保温壳,搅拌机构包括位于锅体底部的内搅拌桨及其顶部罩设的外搅拌桨,外搅拌桨传动连接在齿圈上,内搅拌桨传动连接在太阳轮上,太阳轮和齿圈通过固定的行星架相连而形成行星减速机构;保温壳的内壁和锅体的外壁围成封闭的油浴空间,油浴空间内设置有附着在锅体外壁上的相变材料,相变材料抵接有热管,热管的冷端连接有电加热器。内、外搅拌桨的同向和反向搅拌可提高搅拌效率潜热状态的相变材料可对锅体高速加热,利用
一种用于大容量密炼机生产终炼胶的混炼工艺.pdf
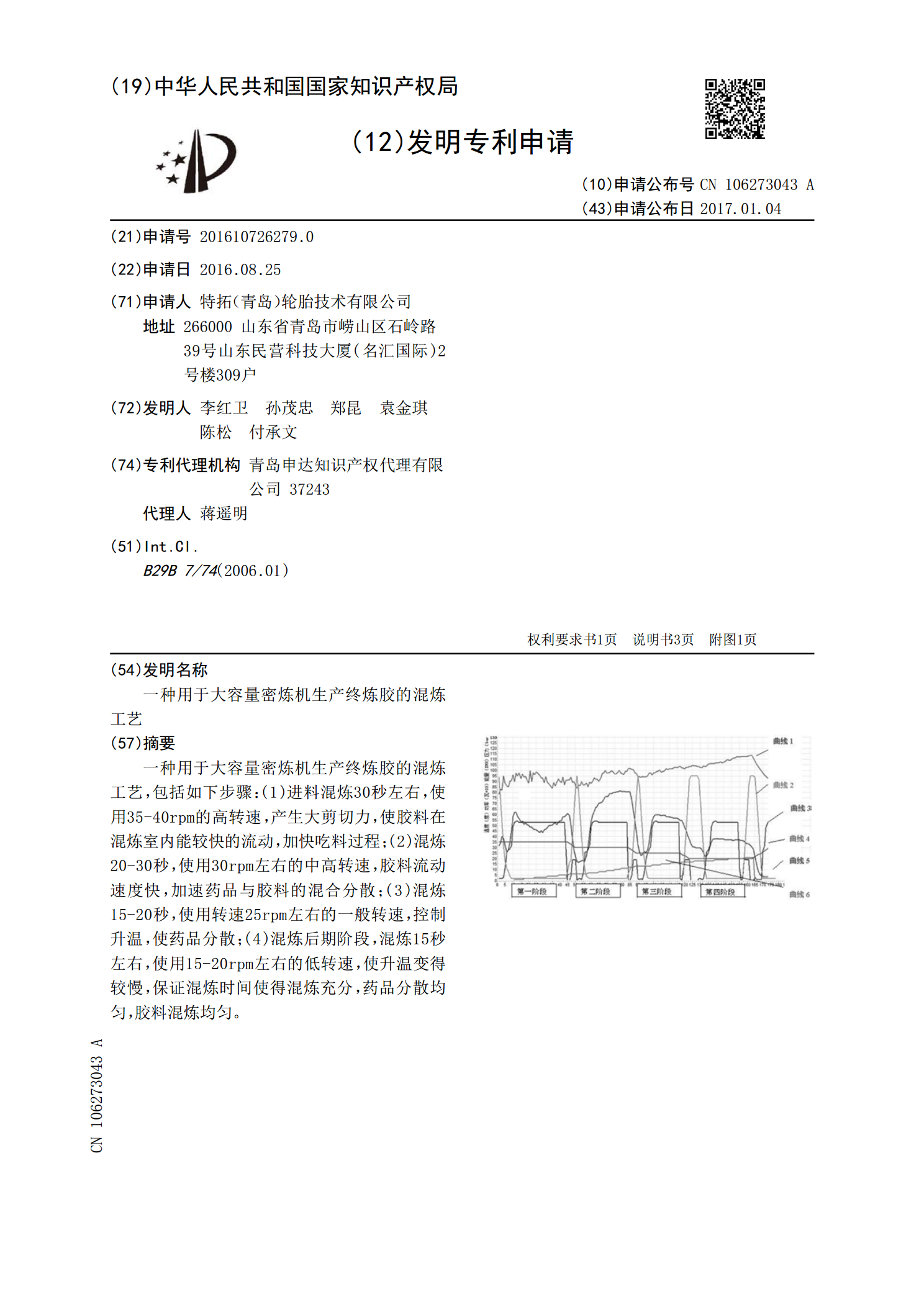
一种用于大容量密炼机生产终炼胶的混炼工艺,包括如下步骤:(1)进料混炼30秒左右,使用35‑40rpm的高转速,产生大剪切力,使胶料在混炼室内能较快的流动,加快吃料过程;(2)混炼20‑30秒,使用30rpm左右的中高转速,胶料流动速度快,加速药品与胶料的混合分散;(3)混炼15‑20秒,使用转速25rpm左右的一般转速,控制升温,使药品分散;(4)混炼后期阶段,混炼15秒左右,使用15‑20rpm左右的低转速,使升温变得较慢,保证混炼时间使得混炼充分,药品分散均匀,胶料混炼均匀。