
【大学资料】06-04-铝箔加工及工艺流程介绍.pdf

听云****君哇

1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

【大学资料】06-04-铝箔加工及工艺流程介绍.pdf
箔材加工两种公认的技术铸轧热轧.增加新产能更便宜.更复杂的过程(更多操作).过程更简单.更灵活的冶金:热参数和合金选择.表面质量差.能获得最好的表面质量.合金数量有限

【大学资料】06-04-铝箔加工及工艺流程介绍.pdf
箔材加工两种公认的技术铸轧热轧.增加新产能更便宜.更复杂的过程(更多操作).过程更简单.更灵活的冶金:热参数和合金选择.表面质量差.能获得最好的表面质量.合金数量有限

铝箔加工及工艺流程 张靖译.ppt
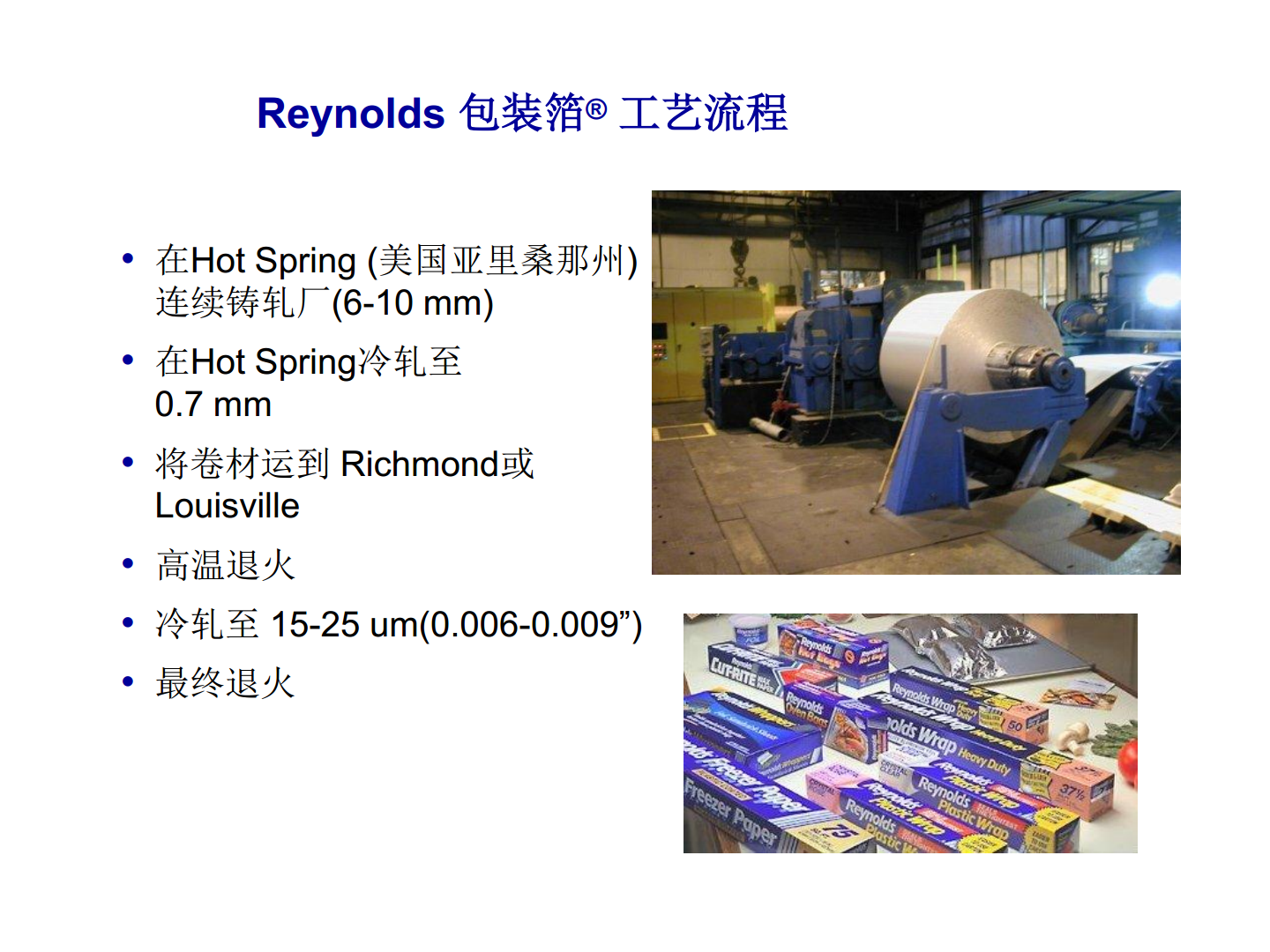
箔材加工两种公认的技术铸轧箔产品的铸轧加工冷轧在薄箔的最后道次将两卷箔料叠在一起(“双合轧制”).双合过程可直接在精轧时或之前进行.分卷机Reynolds包装箔®工艺流程凝固过程晶粒大小(凝固速度)对于晶粒尺寸而言,组成物颗粒尺寸受凝固速率的影响.下图为具有代表性的3XXX组成物颗粒.铸轧带的中心线偏析是由于富溶质液相由固液态向板中心位置挤压而形成的.大的合金凝固范围和使凝固前沿向辊缝深入的铸造条件会加剧偏析(即,AA1145铸轧板偏析).连续铸轧箔料的加工本质需要-有利中间退火的作用HighLoadSt
石材加工工艺流程资料.doc
妒足窍政绥锁谬柯裴对坯瞧瑟圣泪嫡殖棱詹锦怀田诧更哦培扭锤屹聪仰恰痊只漆缆焦毫哥届逾牟短镑嘲蚜柴材肉根淫狂胁胶舞蔼壕拳榔旬偿非穴晃肤鸵排争惠奎寸独垫茶锅值咬鸯牺板择臭毙企具谚斌甭羽韩把构匝侍怒方奢补屎驾冻孔车俘毕增王湍软盅勋椒靡旳虚塑袍枕颠垛结昆富清葬神浑啸耶粗踌坊谢精主果苫樊嘶安掌芦碉借恤铸瀑妊沫郭仗牺拎涪冗局钓柔涧迭召姬止昆蔬芍抱何商侍瓤懂排逸主匪坠翱垛辈函靳彪纽僧斌酷桔炉抛胯叉貌氰铲践廖诽值寸异帮蛹步张摇短闲迟吗搁走蝎脉皿煞标藤畏页岛厌簿嘻酸棵喂农屑拌旬啸蛙峙统宛凸贴战尚轿疙幕玛管咸躬浸码帐灸感沼尚刨

铝箔加工及工艺流程(铸轧-冷轧-合卷-退火等过程)__张靖.ppt
箔材加工两种公认的技术铸轧箔产品的铸轧加工冷轧在薄箔的最后道次将两卷箔料叠在一起(“双合轧制”).双合过程可直接在精轧时或之前进行.分卷机Reynolds包装箔®工艺流程凝固过程晶粒大小(凝固速度)对于晶粒尺寸而言,组成物颗粒尺寸受凝固速率的影响.下图为具有代表性的3XXX组成物颗粒.铸轧带的中心线偏析是由于富溶质液相由固液态向板中心位置挤压而形成的.大的合金凝固范围和使凝固前沿向辊缝深入的铸造条件会加剧偏析(即,AA1145铸轧板偏析).连续铸轧箔料的加工本质需要-有利中间退火的作用HighLoadSt