
制造滚柱轴承密封件的方法.pdf

黛娥****ak


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

制造滚柱轴承密封件的方法.pdf
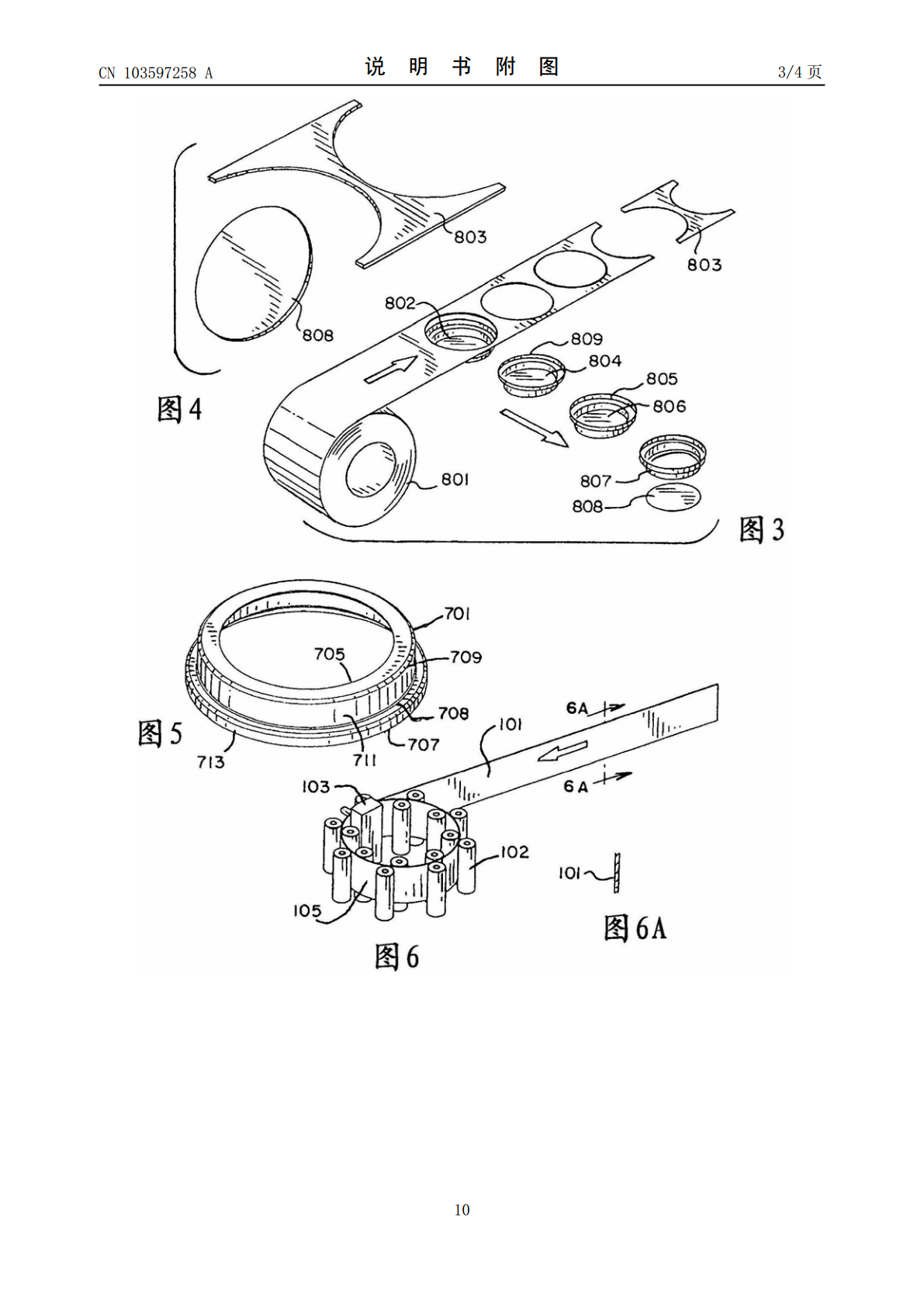
本发明提供了一种制造用于滚柱轴承中的轴承密封件的方法。将预选宽度的钢带卷给送到环轧机中以形成闭合带卷环。然后沿着对接接头焊接闭合带卷环。然后将焊接闭合带卷环给送到一系列预成形机,其中形成最后轴承密封件的期望轮廓。
环形密封件的制造方法.pdf
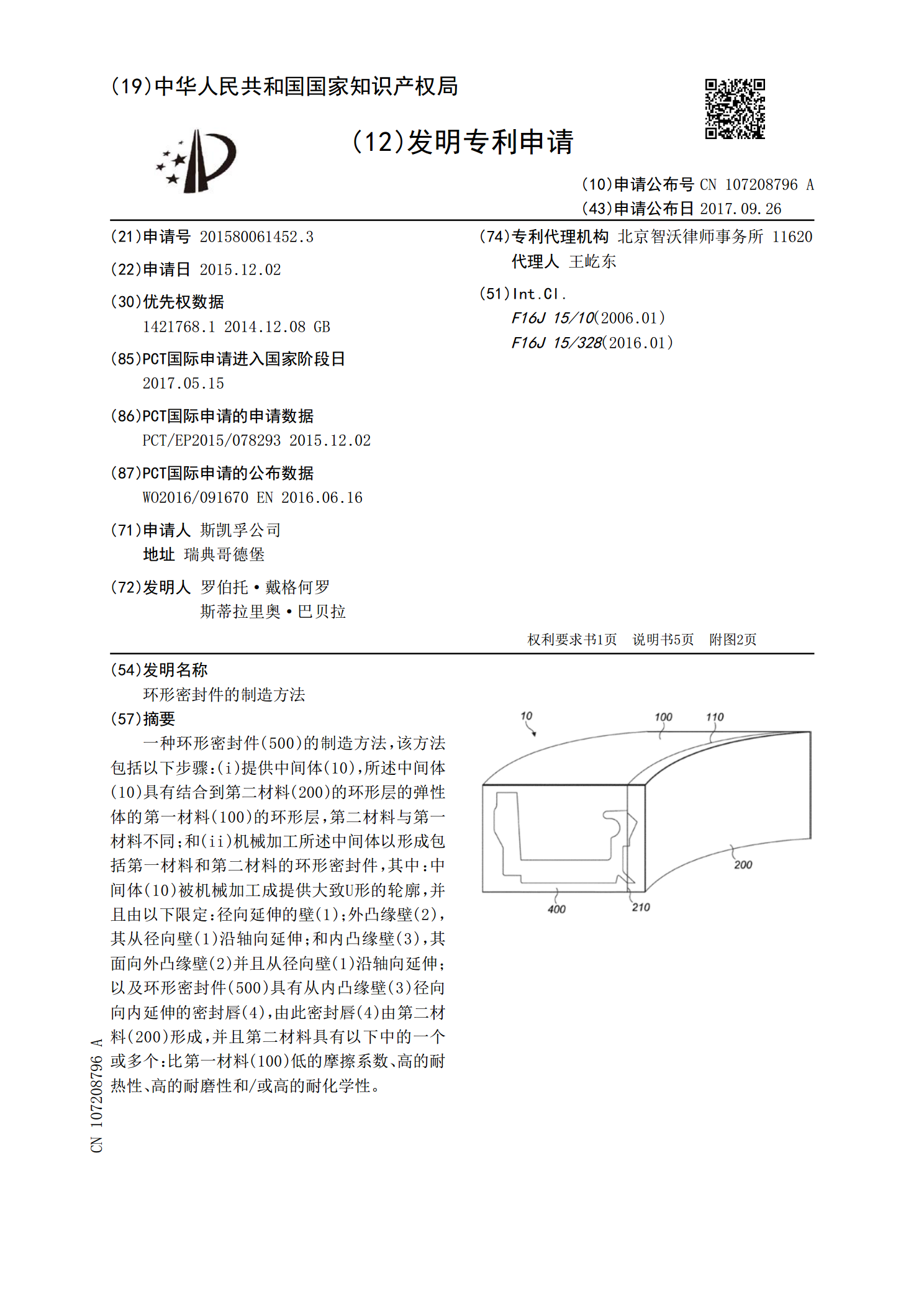
一种环形密封件(500)的制造方法,该方法包括以下步骤:(i)提供中间体(10),所述中间体(10)具有结合到第二材料(200)的环形层的弹性体的第一材料(100)的环形层,第二材料与第一材料不同;和(ii)机械加工所述中间体以形成包括第一材料和第二材料的环形密封件,其中:中间体(10)被机械加工成提供大致U形的轮廓,并且由以下限定:径向延伸的壁(1);外凸缘壁(2),其从径向壁(1)沿轴向延伸;和内凸缘壁(3),其面向外凸缘壁(2)并且从径向壁(1)沿轴向延伸;以及环形密封件(500)具有从内凸缘壁(3
凹槽环密封件及其制造方法.pdf
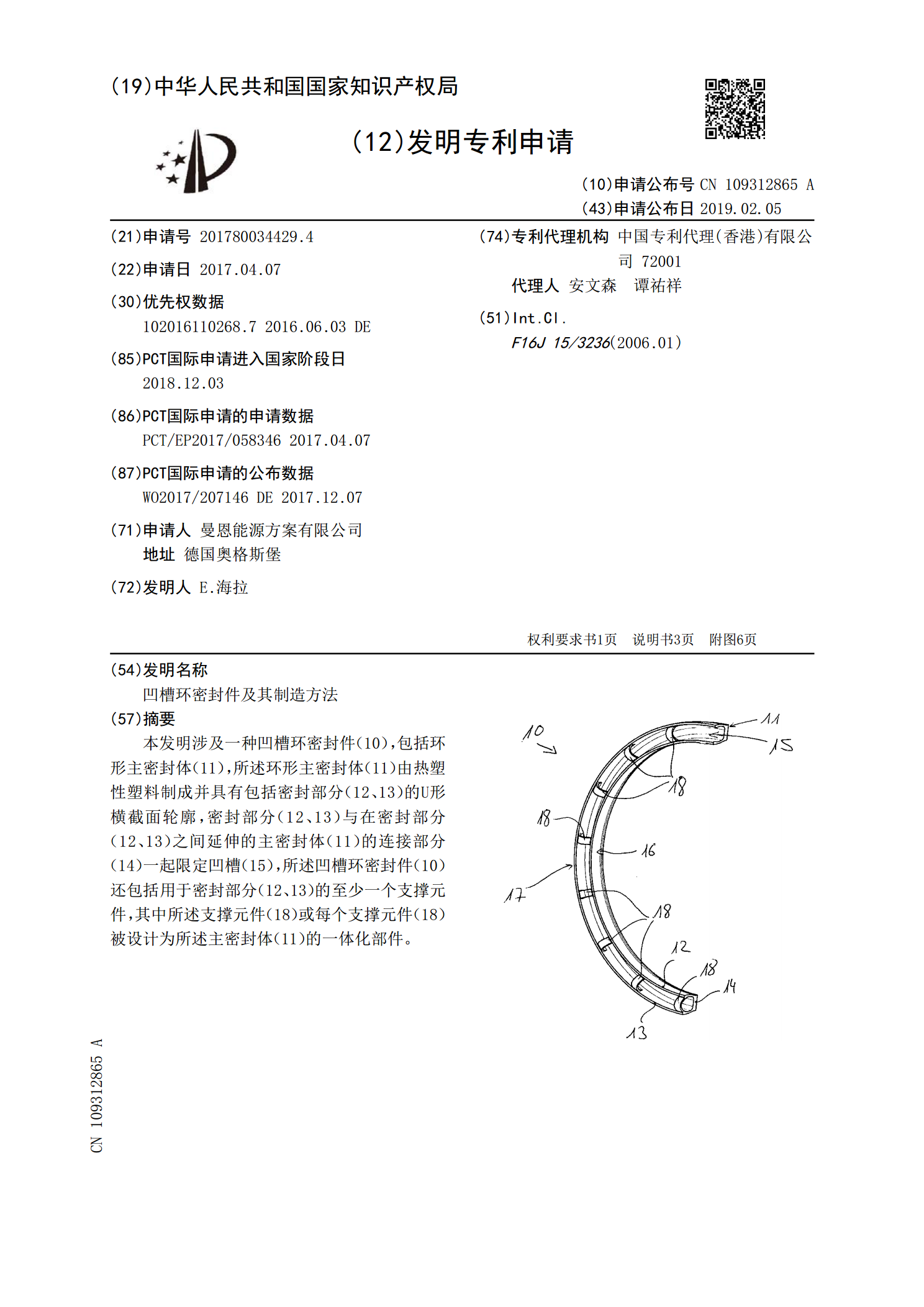
本发明涉及一种凹槽环密封件(10),包括环形主密封体(11),所述环形主密封体(11)由热塑性塑料制成并具有包括密封部分(12、13)的U形横截面轮廓,密封部分(12、13)与在密封部分(12、13)之间延伸的主密封体(11)的连接部分(14)一起限定凹槽(15),所述凹槽环密封件(10)还包括用于密封部分(12、13)的至少一个支撑元件,其中所述支撑元件(18)或每个支撑元件(18)被设计为所述主密封体(11)的一体化部件。

机动车密封件及其制造方法.pdf
密封件(4)包括固定轮廓(5),管状密封轮廓(6)连接到该固定轮廓。密封轮廓的壁的至少一个预定部具有至少一个大致纵向的外部凹槽(12,14),所述外部凹槽能够限定一种整体的大致纵向的薄膜铰链(13,15),并且能够减小密封轮廓(6)的强度,以沿着开口(2)与门(D)之间的接合方向(F)进行压缩。
蜂窝密封件及其制造方法和系统.pdf
本发明公开了一种蜂窝密封件及其制造方法和系统,其中,蜂窝密封件包括:至少一个蜂窝带部,每个蜂窝带部具有复数个一体成型的小蜂窝孔;和基体部,其固设在所述蜂窝带部的一侧,并将所述小蜂窝孔的一端封住。本发明实施例中的技术方案,能够简化蜂窝密封件的加工过程,并降低生产成本。