
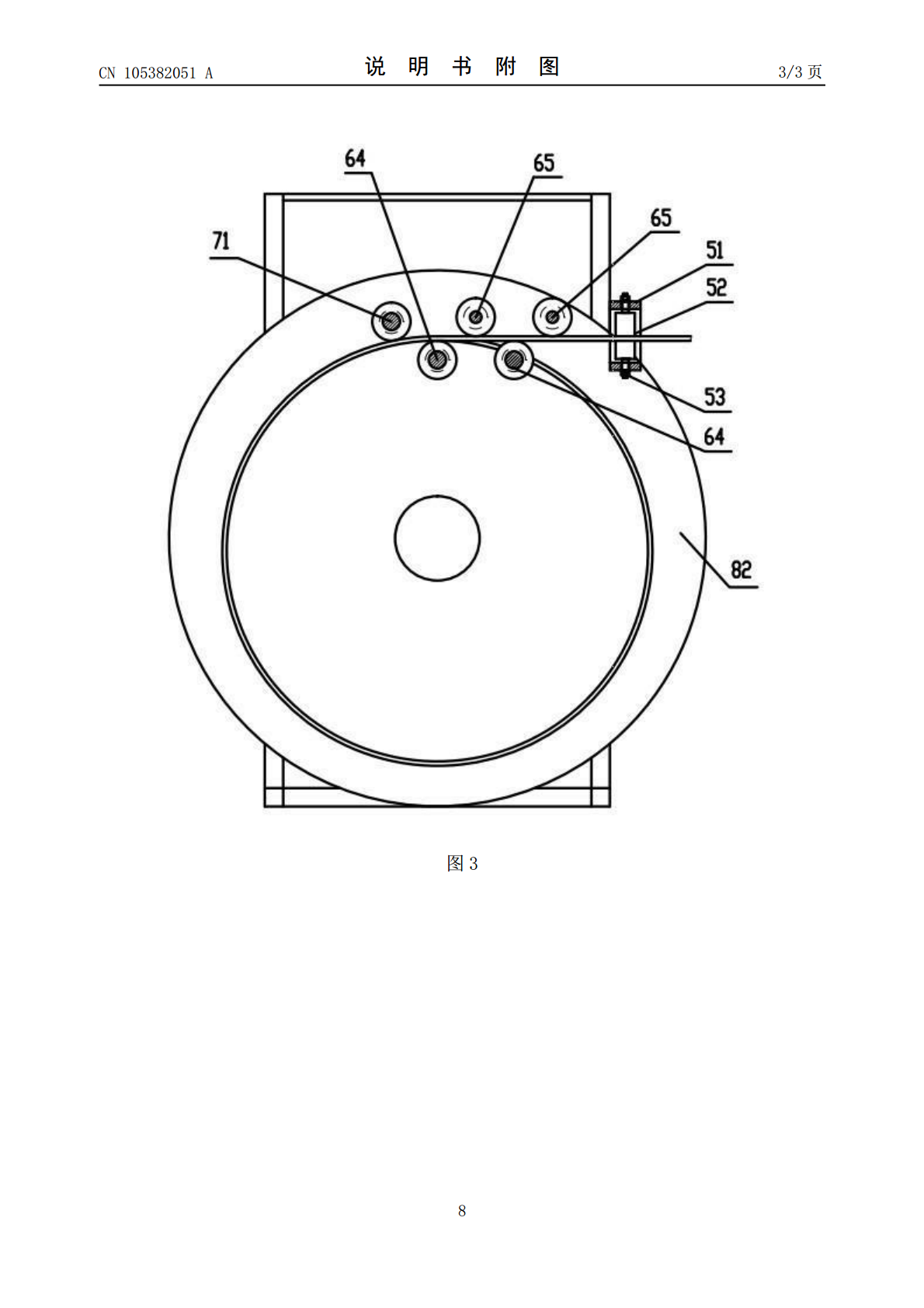
大直径大卷重黄铜棒的盘圆/矫直机.pdf

是浩****32


1/8

2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大直径大卷重黄铜棒的盘圆/矫直机.pdf
大直径大卷重黄铜棒的盘圆/矫直机,包括机架,设于机架上方的内机座,设于机架外侧的导向轮和控制器,设于机架下的收线盘,内基座前后设横向导轨,内基座上设减速电机、内基座下设夹送机构和推顶机构,夹送机构由减速电机带动的主动夹送辊及其从动夹送辊,推顶机构的推顶轮侧向推顶黄铜棒向一侧弯曲的力使黄铜棒盘圆或矫直成形。本发明配合水平连铸后直接盘圆收线的工艺方法,实现了大直径铜棒的盘圆,设置侧向推进的推顶轮对铜棒进行弧线弯曲成形,能很好的控制铜棒盘圆曲率,得到所需的铜棒圆盘。盘圆/矫直机与车头机配套使用,不仅实现了已盘圆
一种超大卷重铝合金盘圆杆料的制备工艺.pdf
本发明涉及一种超大卷重铝合金盘圆杆料的制备工艺,其包括如下工序:S1、将铝合金熔体采用水平连续铸造方法得到直径为目标杆料直径2.5‑3.5倍的成卷铝合金盘圆杆坯;S2、将成卷铝合金盘圆杆坯在热循环炉内加热到均匀化温度保温6‑12h,随炉冷却到220‑280℃后出炉空冷,得到均匀化处理的成卷铝合金盘圆杆坯;S3、将成卷铝合金盘圆杆坯放料、校直、在线感应加热后送入热连轧机连续轧制成目标直径的杆料;热连轧总压下量≥85%;S4、收排成卷。本发明相比现有技术,更适于生产超大卷重高强度、高性能、难变形的铝合金棒材,

大齿盘外圆直径检测机.pdf
本发明属于检测机技术领域,尤其涉及一种大齿盘外圆直径检测机,包括检测装置,检测装置包括工作台、检测组件和定位组件,检测组件包括支撑平台、位移传感器、第一检测杆和第二检测杆,支撑平台设置在工作台上,支撑平台上设置有检测平台,大齿盘被定位组件定位在检测平台上,检测平台上设置有第一支撑块,第一检测杆滑动穿过第一支撑块,其一端与大齿盘的周面接触,且第一检测杆的轴线与大齿盘的直径重合,支撑平台上滑动设置有检测滑块,检测滑块靠近或远离待测大齿盘滑动,检测滑块上设置有第二支撑块和第三支撑块,第二检测杆滑动穿过第二支撑块
一种盘圆矫直机送料架.pdf
本发明提供一种盘圆矫直机送料架,包括底架,底架上安装有转盘,底架中心有轴承座,转盘下表面中心连有转轴,转轴借助轴承伸入所述轴承座内,转盘与底架间呈可旋转状配合,转盘上设置有放料架,所述放料架的横截面为多边形,所述放料架用于放置圆盘钢,所述底架下端安装有滚轮,地面上安装有轨道,所述滚轮配合安装在所述轨道上,所述底架可沿着所述轨道滑动。通过本发明,以解决现有技术存在的传统的盘圆放料架都是直接安装在地面上,在地面上不能水平移动,使得放料架活动受限的问题。
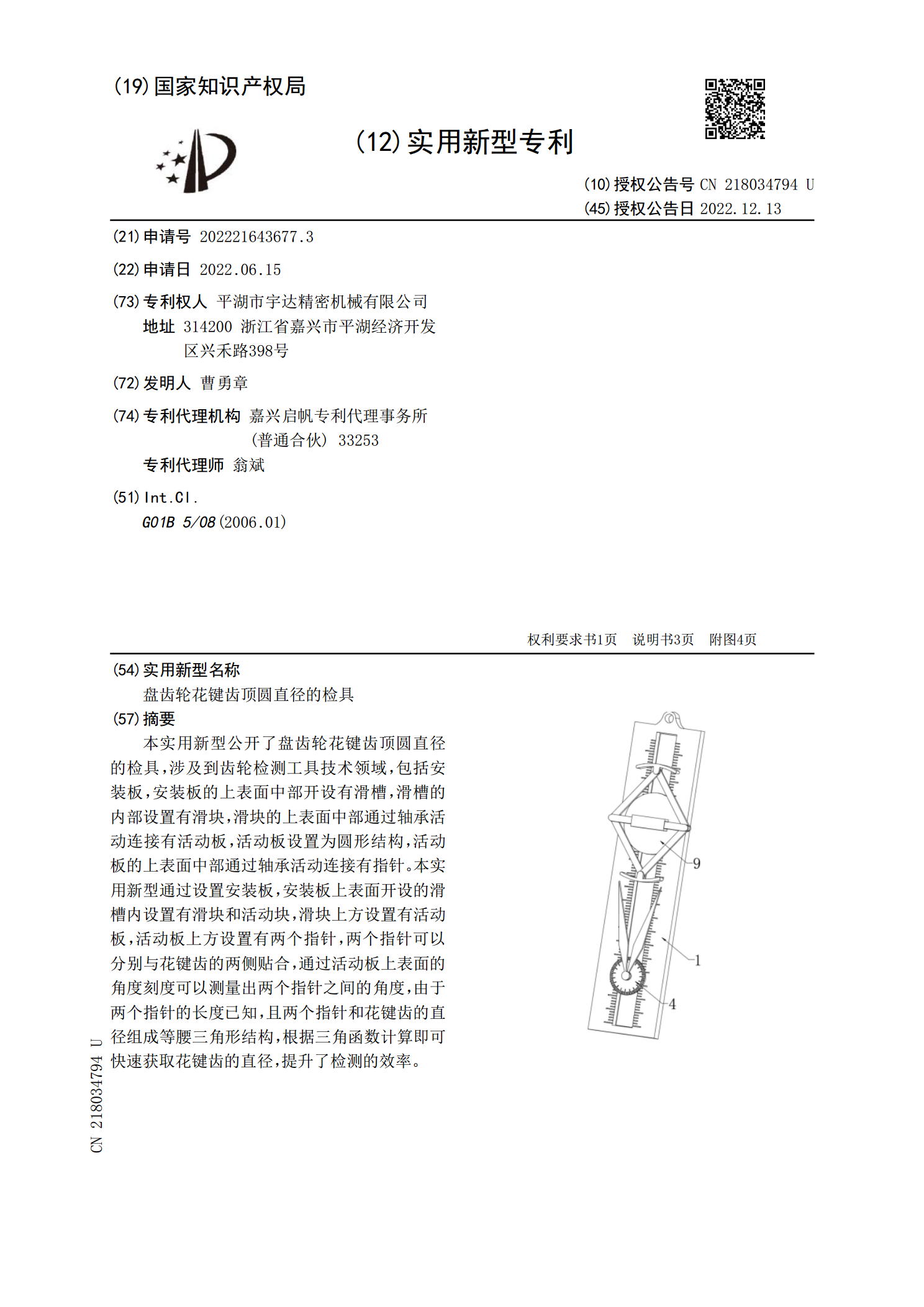
盘齿轮花键齿顶圆直径的检具.pdf
本实用新型公开了盘齿轮花键齿顶圆直径的检具,涉及到齿轮检测工具技术领域,包括安装板,安装板的上表面中部开设有滑槽,滑槽的内部设置有滑块,滑块的上表面中部通过轴承活动连接有活动板,活动板设置为圆形结构,活动板的上表面中部通过轴承活动连接有指针。本实用新型通过设置安装板,安装板上表面开设的滑槽内设置有滑块和活动块,滑块上方设置有活动板,活动板上方设置有两个指针,两个指针可以分别与花键齿的两侧贴合,通过活动板上表面的角度刻度可以测量出两个指针之间的角度,由于两个指针的长度已知,且两个指针和花键齿的直径组成等腰三