
钢筋芯FRP复合筋力学性能研究建筑工程论文.docx

斌斌****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢筋芯FRP复合筋力学性能研究建筑工程论文.docx
钢筋芯FRP复合筋力学性能研究建筑工程论文钢筋芯FRP复合筋力学性能研究建筑工程论文(精选12篇)无论是在学习还是在工作中,大家一定都接触过论文吧,论文是一种综合性的文体,通过论文可直接看出一个人的综合能力和专业基础。相信写论文是一个让许多人都头痛的问题,下面是小编整理的钢筋芯FRP复合筋力学性能研究建筑工程论文,欢迎大家借鉴与参考,希望对大家有所帮助。钢筋芯FRP复合筋力学性能研究建筑工程论文篇1摘要:文章主要介绍了混杂FRP复合筋的制作过程和试验过程,并对试验结果进行简略的分析,得到FRP复合筋的性能

FRP筋和钢筋混合配筋及其复合筋增强混凝土受弯构件的试验研究的开题报告.docx
FRP筋和钢筋混合配筋及其复合筋增强混凝土受弯构件的试验研究的开题报告一、选题的背景和意义随着工程建设的不断发展和对建筑结构性能的要求不断提高,混凝土结构受力性能得到越来越广泛的关注。加固和改造既有混凝土结构成为了当前建筑结构工程的一项紧迫任务。在过去的几十年中,钢筋混凝土结构得到了广泛的应用,但也存在一些缺陷,如耐久性、维修困难等问题。因此,需要进一步提高混凝土结构的承载能力,同时保证结构耐久性,使其更加适用于现代建筑结构工程。FRP材料具有轻质、高强等优点,而且不会发生锈蚀,因此越来越多地应用于结构加

FRP筋和钢筋混合配筋及其复合筋增强混凝土受弯构件的试验研究的开题报告.docx
FRP筋和钢筋混合配筋及其复合筋增强混凝土受弯构件的试验研究的开题报告一、选题的背景和意义随着工程建设的不断发展和对建筑结构性能的要求不断提高,混凝土结构受力性能得到越来越广泛的关注。加固和改造既有混凝土结构成为了当前建筑结构工程的一项紧迫任务。在过去的几十年中,钢筋混凝土结构得到了广泛的应用,但也存在一些缺陷,如耐久性、维修困难等问题。因此,需要进一步提高混凝土结构的承载能力,同时保证结构耐久性,使其更加适用于现代建筑结构工程。FRP材料具有轻质、高强等优点,而且不会发生锈蚀,因此越来越多地应用于结构加
复合型FRP筋制备设备.pdf
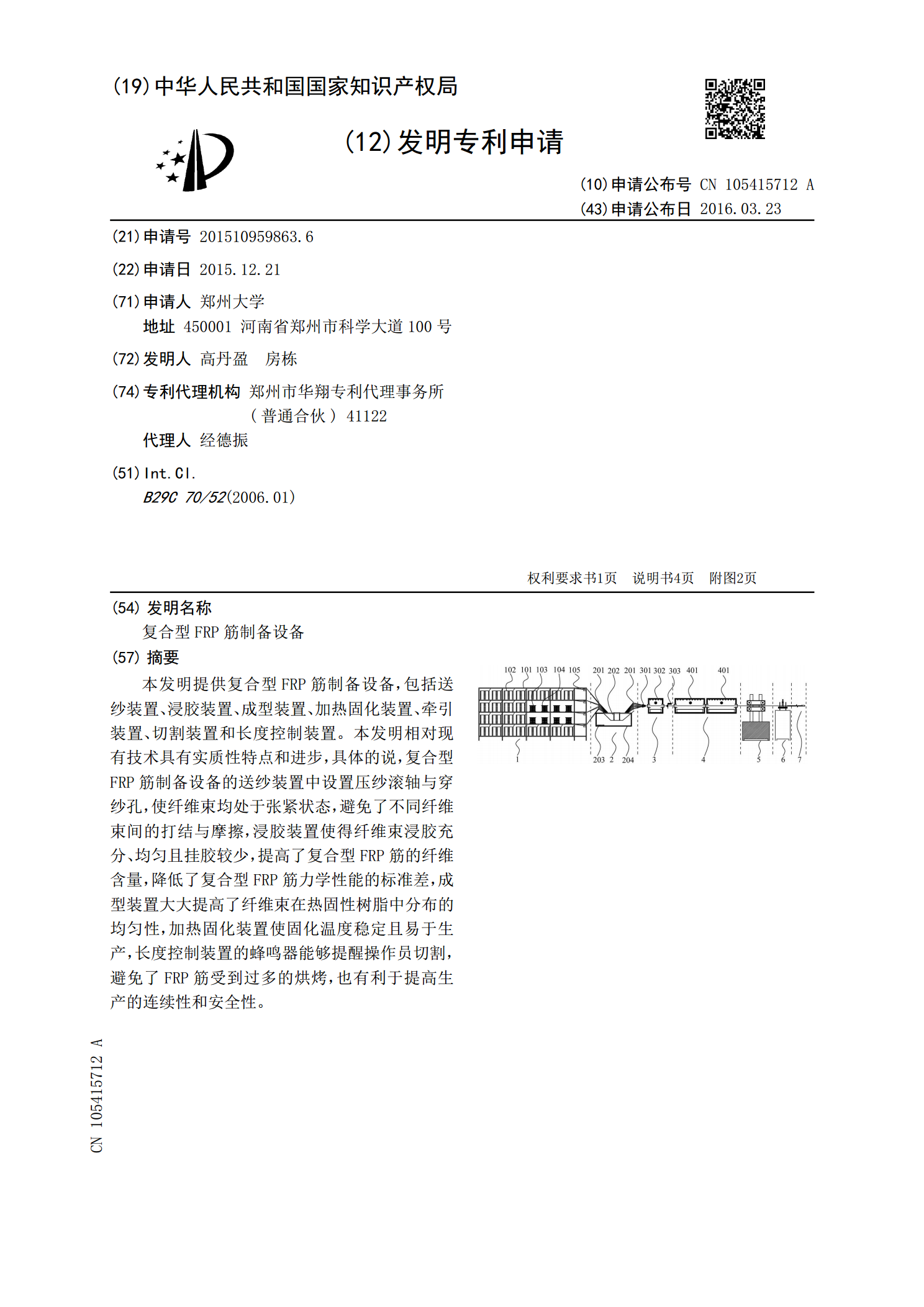
本发明提供复合型FRP筋制备设备,包括送纱装置、浸胶装置、成型装置、加热固化装置、牵引装置、切割装置和长度控制装置。本发明相对现有技术具有实质性特点和进步,具体的说,复合型FRP筋制备设备的送纱装置中设置压纱滚轴与穿纱孔,使纤维束均处于张紧状态,避免了不同纤维束间的打结与摩擦,浸胶装置使得纤维束浸胶充分、均匀且挂胶较少,提高了复合型FRP筋的纤维含量,降低了复合型FRP筋力学性能的标准差,成型装置大大提高了纤维束在热固性树脂中分布的均匀性,加热固化装置使固化温度稳定且易于生产,长度控制装置的蜂鸣器能够提醒

一种FRP筋-钢筋复合增强ECC-混凝土组合T型梁.pdf
一种FRP筋?钢筋复合增强ECC?混凝土组合T型梁,包括普通混凝土、ECC、FRP筋和钢筋、箍筋。所述ECC层位于T型梁受拉区,所述ECC层浇筑时不需要振捣;所述的FRP置于梁底边角处,充分利用其高强耐腐蚀等优点;在ECC层中沿构件纵向设置了受力纵筋;在ECC层下部设置了箍筋。本实用新型通过用ECC材料全部取代受拉区普通混凝土形成FRP筋?钢筋增强ECC?混凝土组合T型梁;为了增大ECC?混凝土界面粘接,提出在ECC层设置横向凹槽的方法来增强界面粘结作用。本实用新型能极大的提高此类T型梁耐久性,用于工程不