
广州数控车床编程自学手册.doc

是你****深呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共159页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
广州数控车床编程自学手册.doc
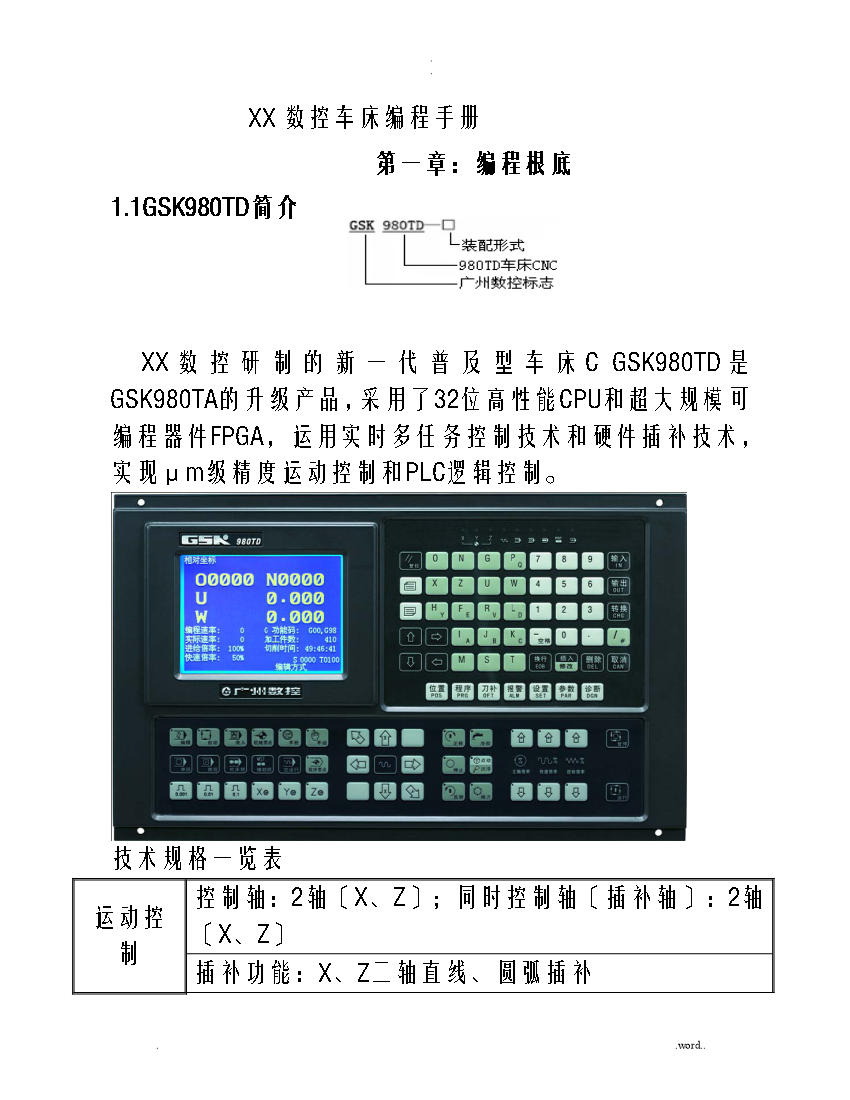
....word..XX数控车床编程手册第一章:编程根底1.1GSK980TD简介XX数控研制的新一代普及型车床CGSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。技术规格一览表运动控制控制轴:2轴〔X、Z〕;同时控制轴〔插补轴〕:2轴〔X、Z〕插补功能:X、Z二轴直线、圆弧插补位置指令X围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘

广州数控车床编程自学手册.doc
广州数控车床编程手册第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNCGSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。技术规格一览表运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,
广州数控车床编程自学手册.doc
广州数控车床编程手册第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNCGSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。技术规格一览表运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,

广州数控车床编程自学手册.doc
广州数控车床编程手册第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNCGSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。技术规格一览表运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,

广州数控车床编程自学手册.doc
广州数控车床编程手册第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNCGSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。技术规格一览表运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,