
一种工件焊接用治具.pdf

永梅****33

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种工件焊接用治具.pdf
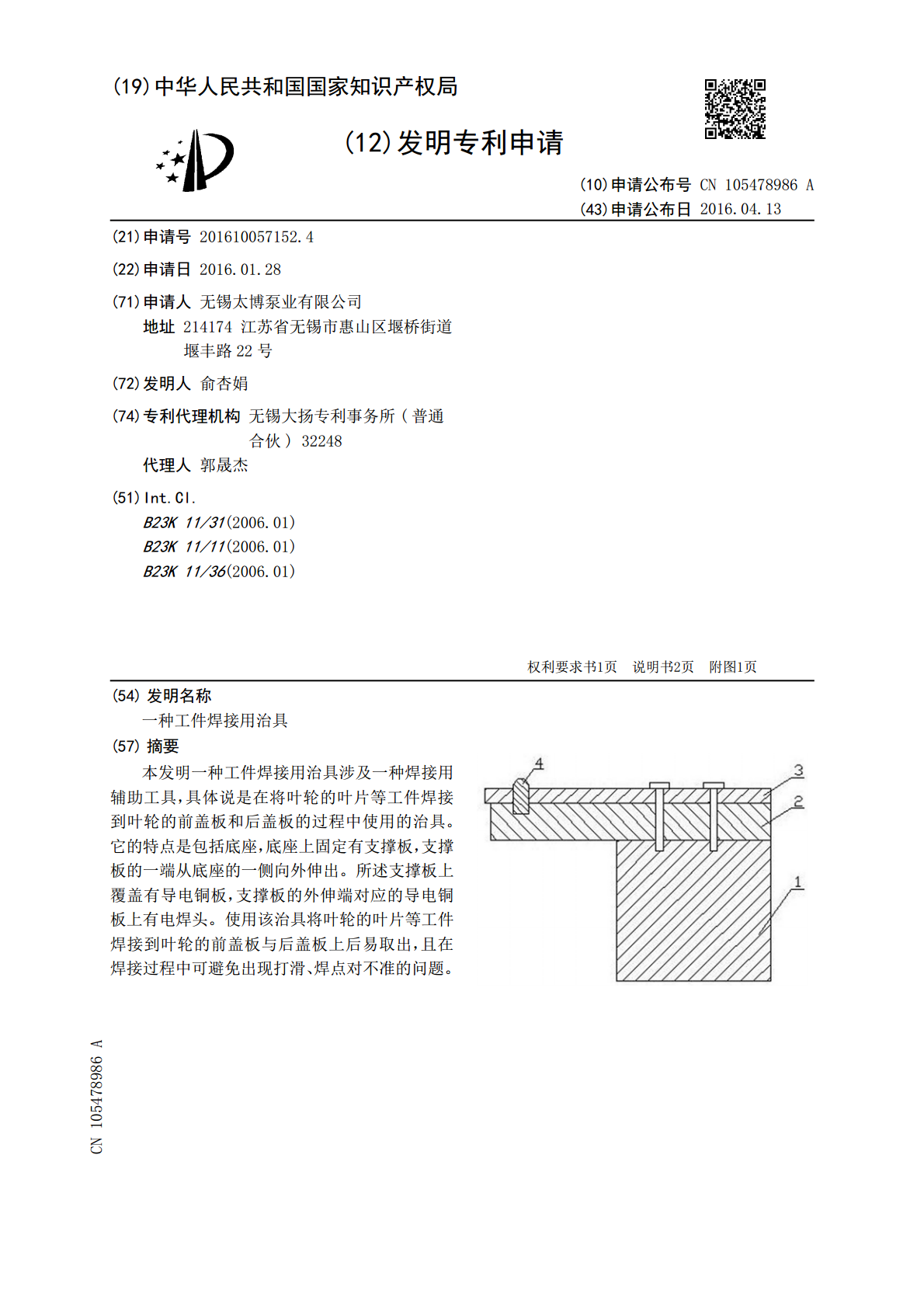
本发明一种工件焊接用治具涉及一种焊接用辅助工具,具体说是在将叶轮的叶片等工件焊接到叶轮的前盖板和后盖板的过程中使用的治具。它的特点是包括底座,底座上固定有支撑板,支撑板的一端从底座的一侧向外伸出。所述支撑板上覆盖有导电铜板,支撑板的外伸端对应的导电铜板上有电焊头。使用该治具将叶轮的叶片等工件焊接到叶轮的前盖板与后盖板上后易取出,且在焊接过程中可避免出现打滑、焊点对不准的问题。
一种水冷件焊接用定位治具.pdf
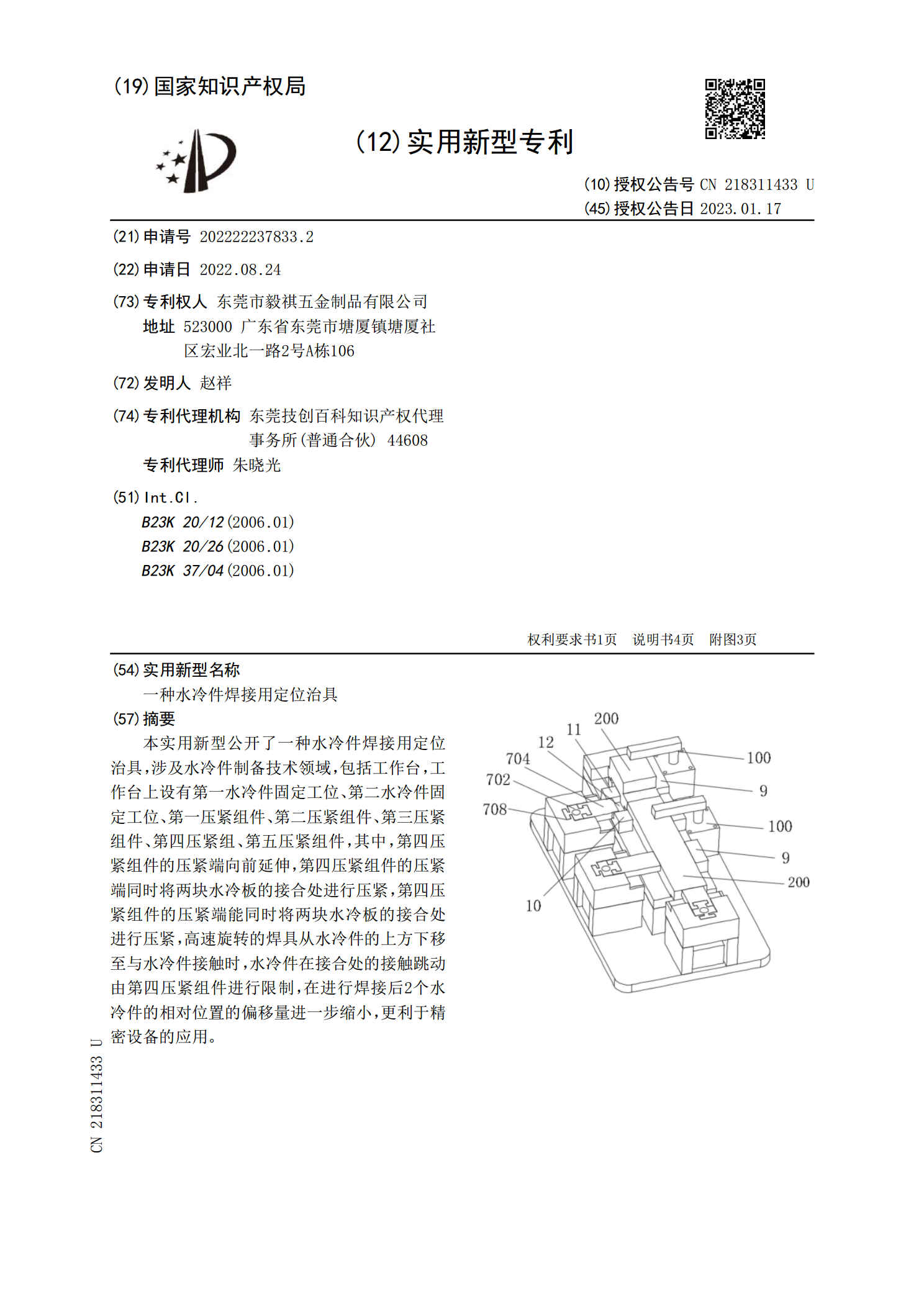
本实用新型公开了一种水冷件焊接用定位治具,涉及水冷件制备技术领域,包括工作台,工作台上设有第一水冷件固定工位、第二水冷件固定工位、第一压紧组件、第二压紧组件、第三压紧组件、第四压紧组、第五压紧组件,其中,第四压紧组件的压紧端向前延伸,第四压紧组件的压紧端同时将两块水冷板的接合处进行压紧,第四压紧组件的压紧端能同时将两块水冷板的接合处进行压紧,高速旋转的焊具从水冷件的上方下移至与水冷件接触时,水冷件在接合处的接触跳动由第四压紧组件进行限制,在进行焊接后2个水冷件的相对位置的偏移量进一步缩小,更利于精密设备的
一种焊接治具.pdf
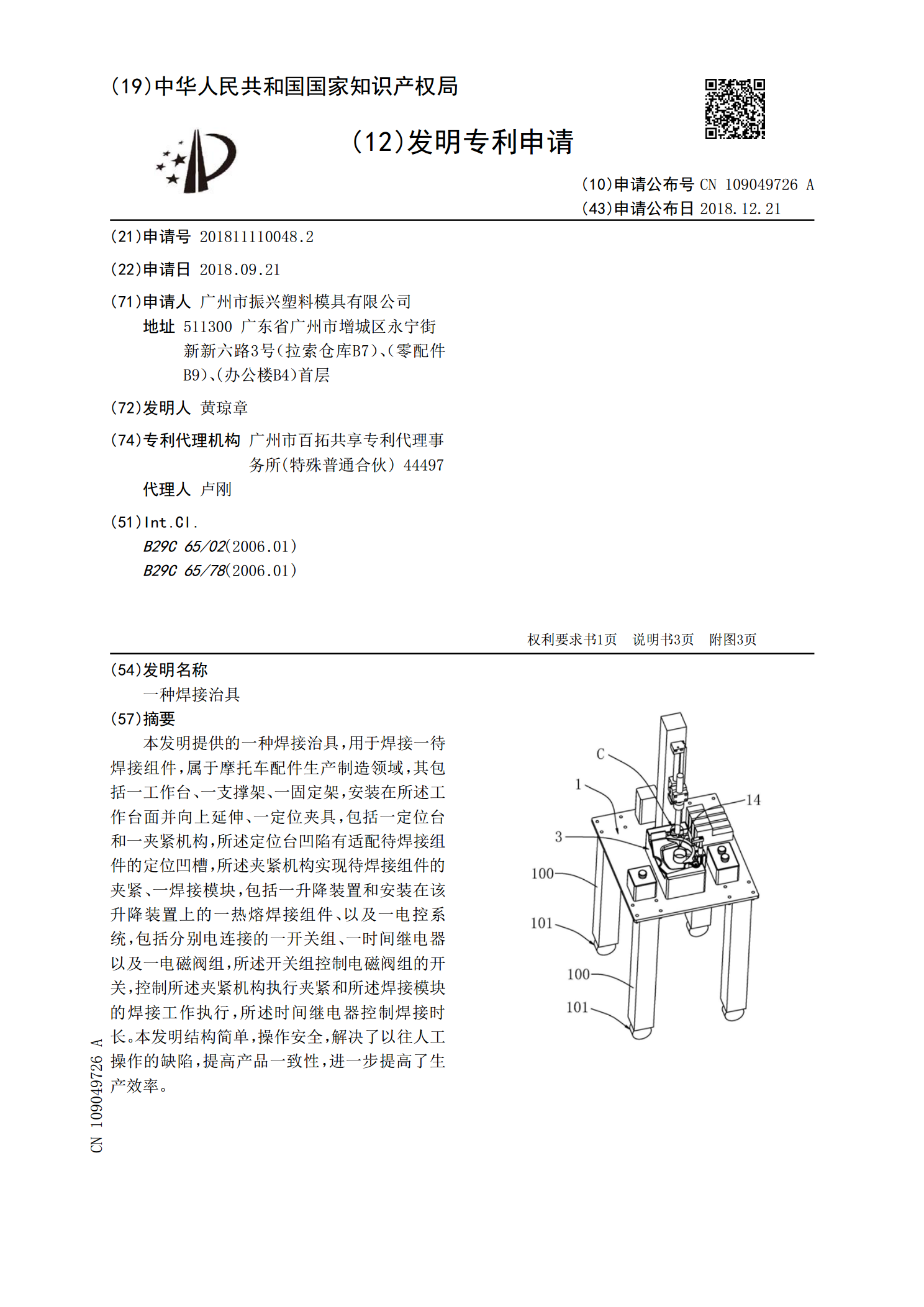
本发明提供的一种焊接治具,用于焊接一待焊接组件,属于摩托车配件生产制造领域,其包括一工作台、一支撑架、一固定架,安装在所述工作台面并向上延伸、一定位夹具,包括一定位台和一夹紧机构,所述定位台凹陷有适配待焊接组件的定位凹槽,所述夹紧机构实现待焊接组件的夹紧、一焊接模块,包括一升降装置和安装在该升降装置上的一热熔焊接组件、以及一电控系统,包括分别电连接的一开关组、一时间继电器以及一电磁阀组,所述开关组控制电磁阀组的开关,控制所述夹紧机构执行夹紧和所述焊接模块的焊接工作执行,所述时间继电器控制焊接时长。本发明结
一种焊接治具.pdf
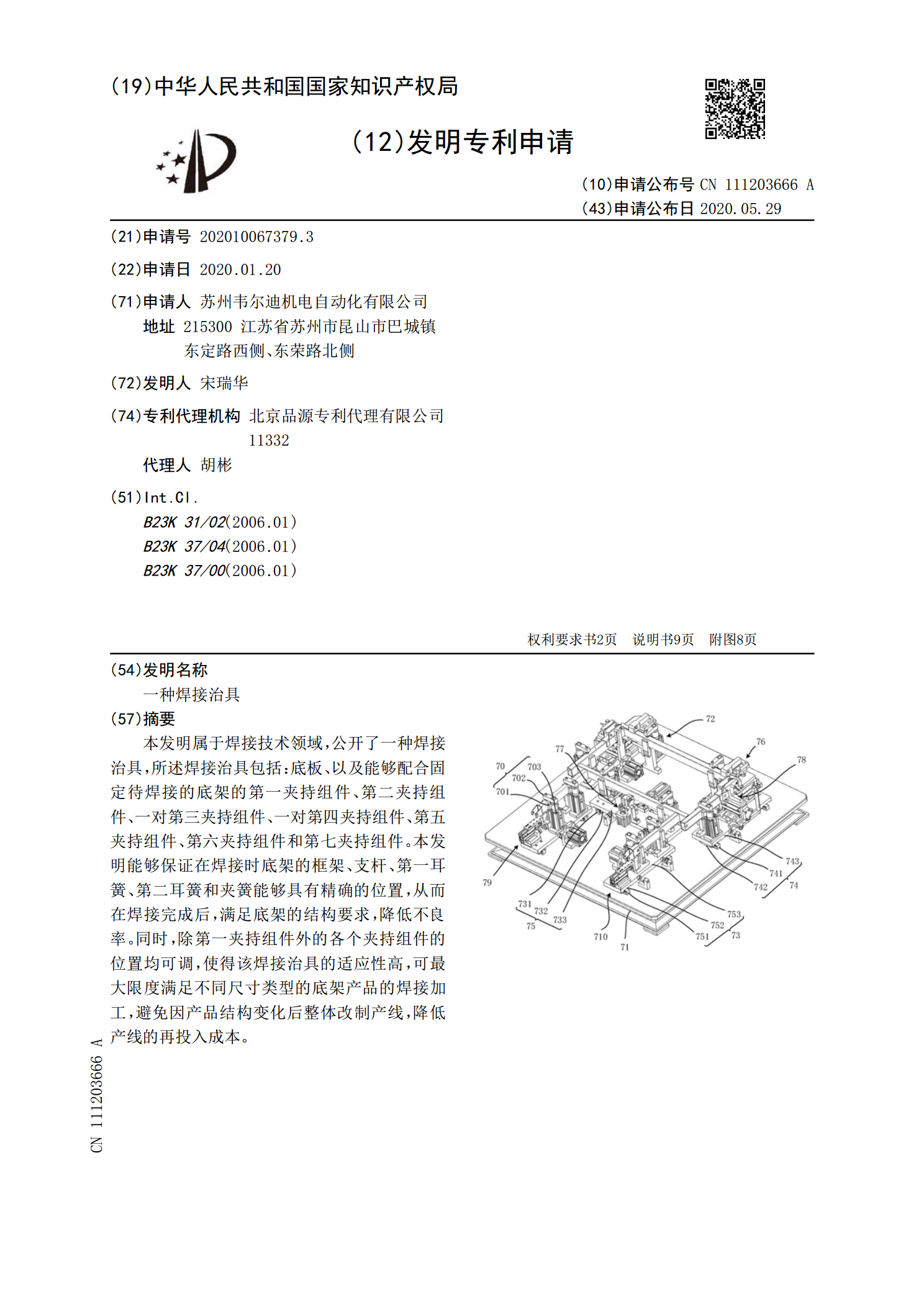
本发明属于焊接技术领域,公开了一种焊接治具,所述焊接治具包括:底板、以及能够配合固定待焊接的底架的第一夹持组件、第二夹持组件、一对第三夹持组件、一对第四夹持组件、第五夹持组件、第六夹持组件和第七夹持组件。本发明能够保证在焊接时底架的框架、支杆、第一耳簧、第二耳簧和夹簧能够具有精确的位置,从而在焊接完成后,满足底架的结构要求,降低不良率。同时,除第一夹持组件外的各个夹持组件的位置均可调,使得该焊接治具的适应性高,可最大限度满足不同尺寸类型的底架产品的焊接加工,避免因产品结构变化后整体改制产线,降低产线的再投
工件检测治具.pdf
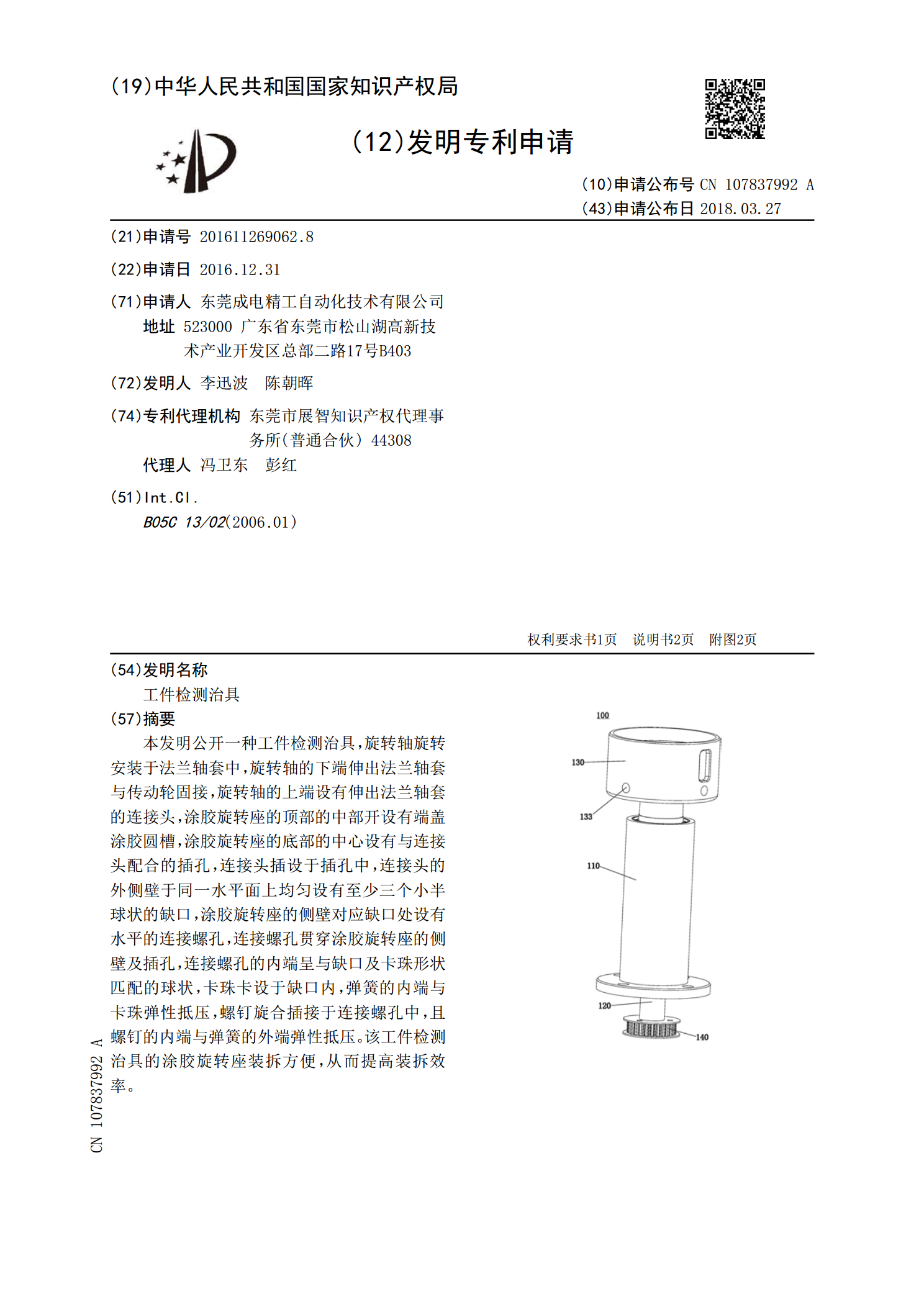
本发明公开一种工件检测治具,旋转轴旋转安装于法兰轴套中,旋转轴的下端伸出法兰轴套与传动轮固接,旋转轴的上端设有伸出法兰轴套的连接头,涂胶旋转座的顶部的中部开设有端盖涂胶圆槽,涂胶旋转座的底部的中心设有与连接头配合的插孔,连接头插设于插孔中,连接头的外侧壁于同一水平面上均匀设有至少三个小半球状的缺口,涂胶旋转座的侧壁对应缺口处设有水平的连接螺孔,连接螺孔贯穿涂胶旋转座的侧壁及插孔,连接螺孔的内端呈与缺口及卡珠形状匹配的球状,卡珠卡设于缺口内,弹簧的内端与卡珠弹性抵压,螺钉旋合插接于连接螺孔中,且螺钉的内端与