
一种左右偏心齿轮的同步加工方法.pdf

努力****南绿

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种左右偏心齿轮的同步加工方法.pdf
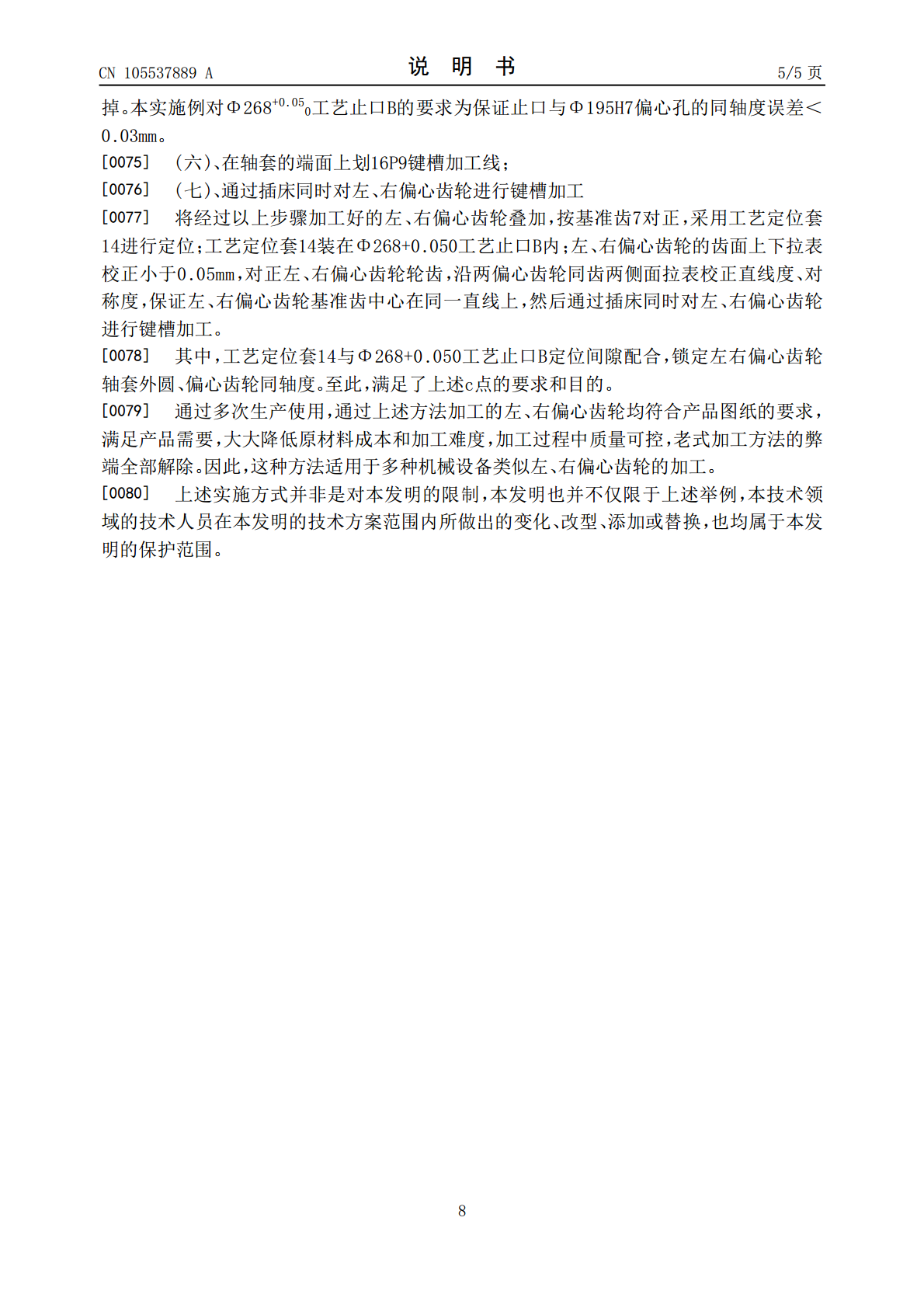
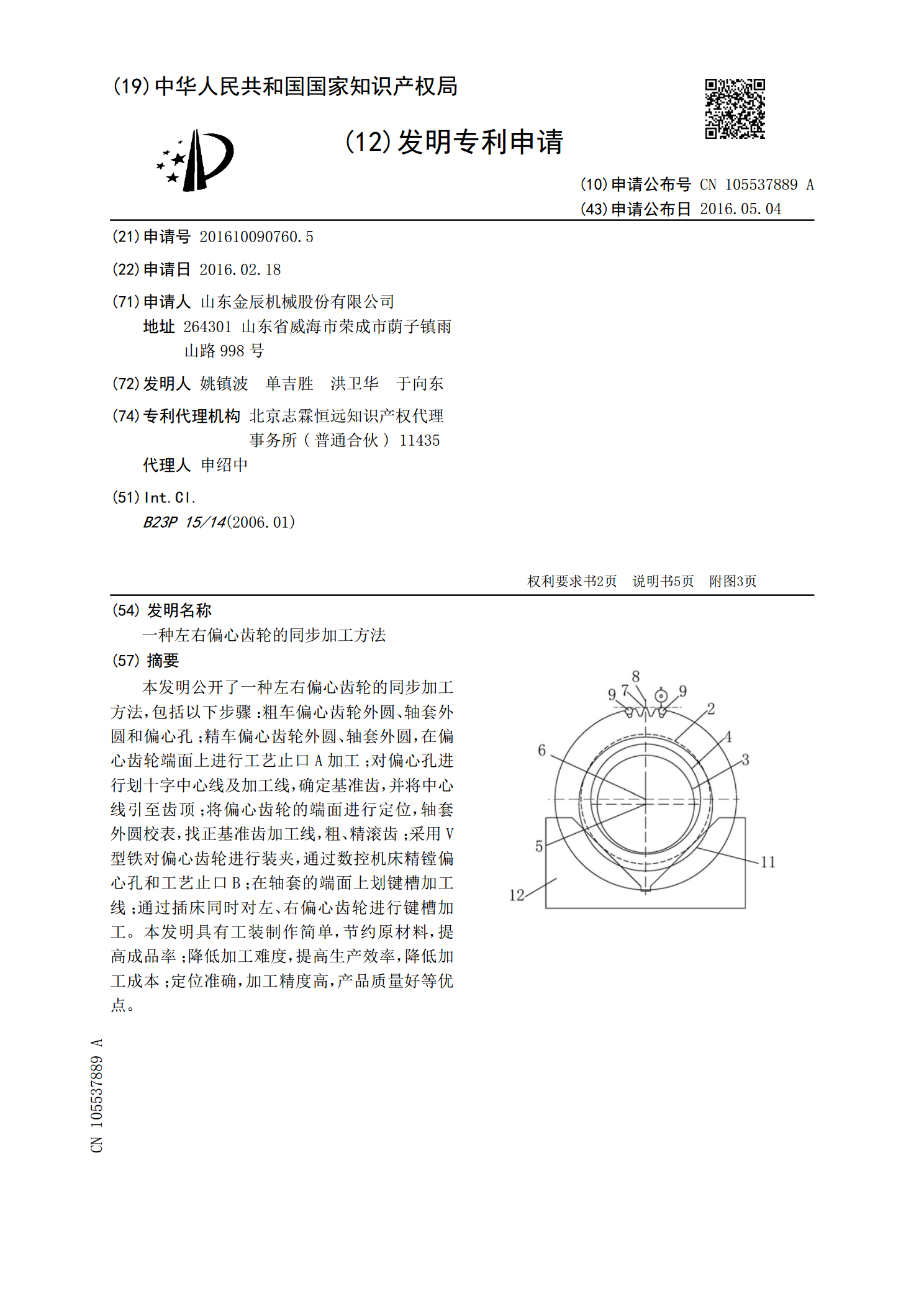
本发明公开了一种左右偏心齿轮的同步加工方法,包括以下步骤:粗车偏心齿轮外圆、轴套外圆和偏心孔;精车偏心齿轮外圆、轴套外圆,在偏心齿轮端面上进行工艺止口A加工;对偏心孔进行划十字中心线及加工线,确定基准齿,并将中心线引至齿顶;将偏心齿轮的端面进行定位,轴套外圆校表,找正基准齿加工线,粗、精滚齿;采用V型铁对偏心齿轮进行装夹,通过数控机床精镗偏心孔和工艺止口B;在轴套的端面上划键槽加工线;通过插床同时对左、右偏心齿轮进行键槽加工。本发明具有工装制作简单,节约原材料,提高成品率;降低加工难度,提高生产效率,降低
一种双偏心齿轮偏心外圆的加工方法.pdf
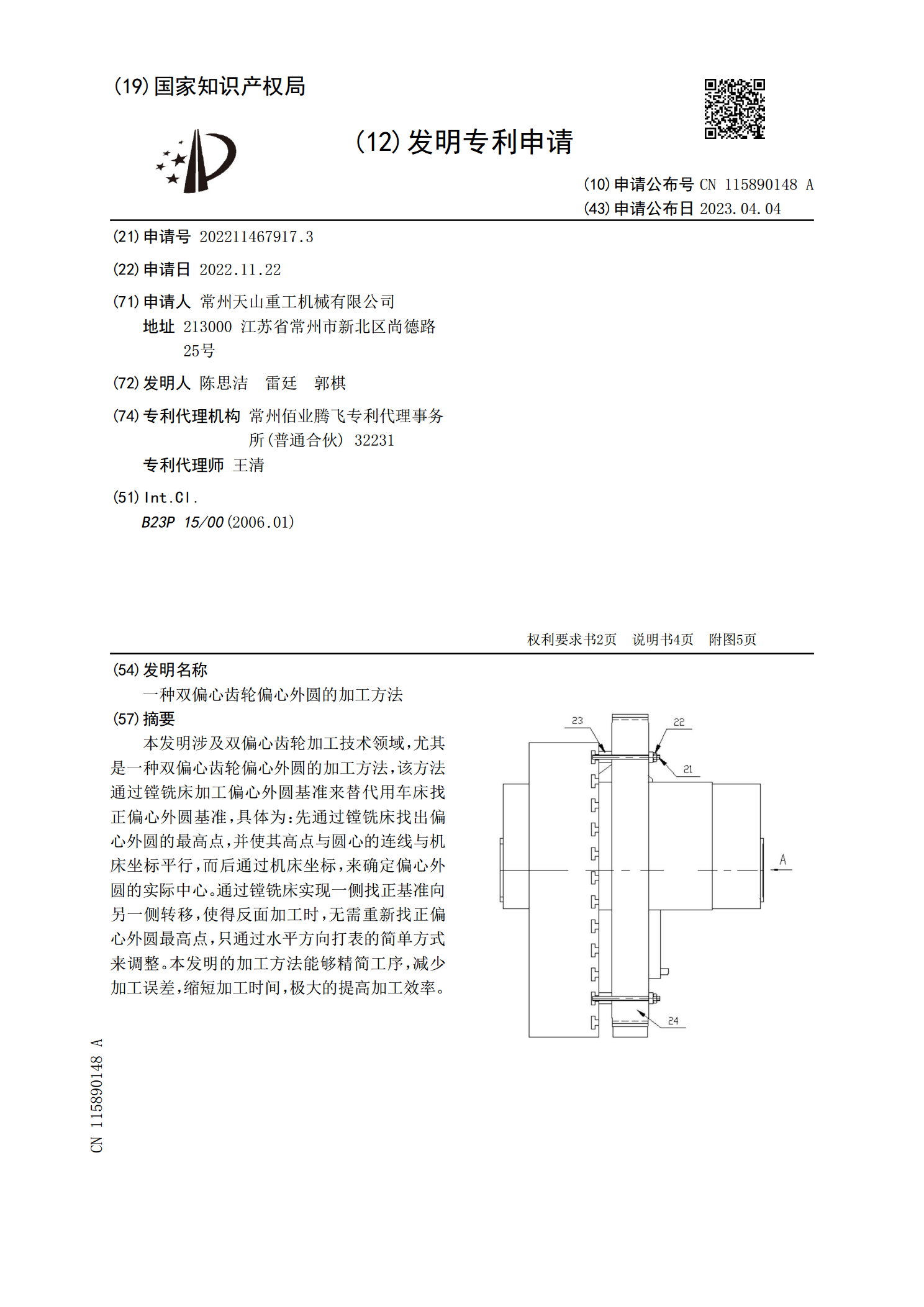
本发明涉及双偏心齿轮加工技术领域,尤其是一种双偏心齿轮偏心外圆的加工方法,该方法通过镗铣床加工偏心外圆基准来替代用车床找正偏心外圆基准,具体为:先通过镗铣床找出偏心外圆的最高点,并使其高点与圆心的连线与机床坐标平行,而后通过机床坐标,来确定偏心外圆的实际中心。通过镗铣床实现一侧找正基准向另一侧转移,使得反面加工时,无需重新找正偏心外圆最高点,只通过水平方向打表的简单方式来调整。本发明的加工方法能够精简工序,减少加工误差,缩短加工时间,极大的提高加工效率。
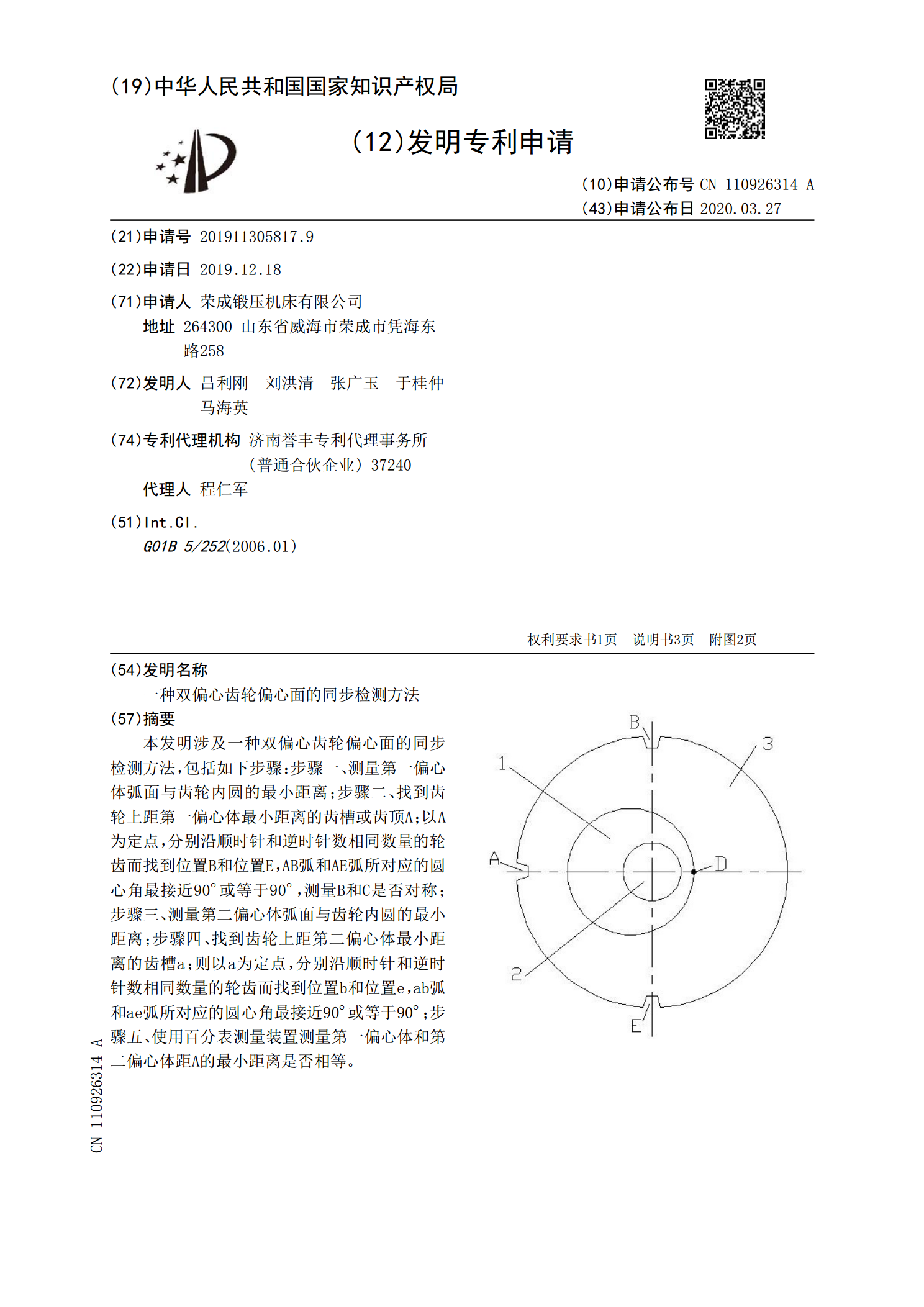
一种双偏心齿轮偏心面的同步检测方法.pdf
本发明涉及一种双偏心齿轮偏心面的同步检测方法,包括如下步骤:步骤一、测量第一偏心体弧面与齿轮内圆的最小距离;步骤二、找到齿轮上距第一偏心体最小距离的齿槽或齿顶A;以A为定点,分别沿顺时针和逆时针数相同数量的轮齿而找到位置B和位置E,AB弧和AE弧所对应的圆心角最接近90°或等于90°,测量B和C是否对称;步骤三、测量第二偏心体弧面与齿轮内圆的最小距离;步骤四、找到齿轮上距第二偏心体最小距离的齿槽a;则以a为定点,分别沿顺时针和逆时针数相同数量的轮齿而找到位置b和位置e,ab弧和ae弧所对应的圆心角最接近9
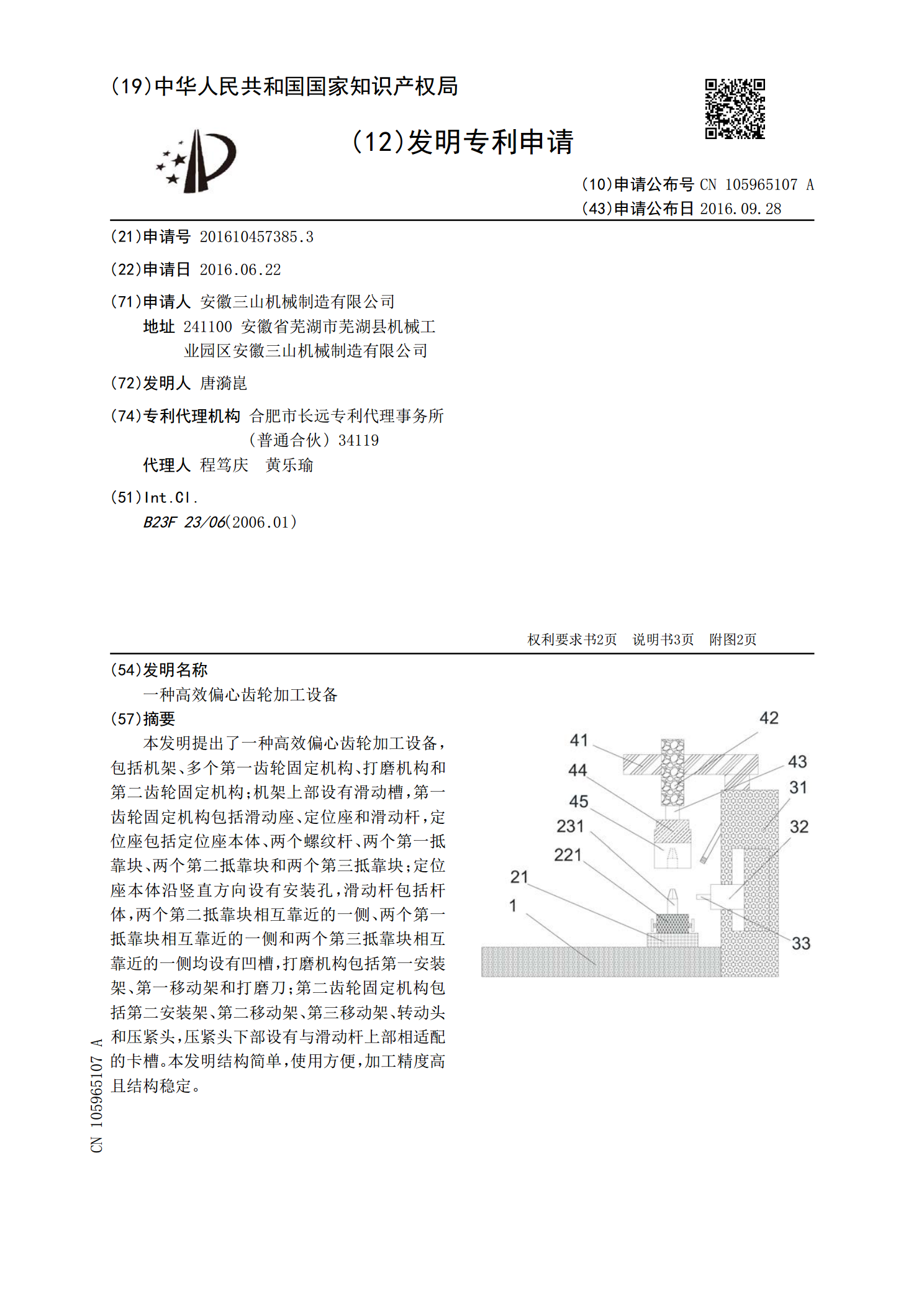
一种高效偏心齿轮加工设备.pdf
本发明提出了一种高效偏心齿轮加工设备,包括机架、多个第一齿轮固定机构、打磨机构和第二齿轮固定机构;机架上部设有滑动槽,第一齿轮固定机构包括滑动座、定位座和滑动杆,定位座包括定位座本体、两个螺纹杆、两个第一抵靠块、两个第二抵靠块和两个第三抵靠块;定位座本体沿竖直方向设有安装孔,滑动杆包括杆体,两个第二抵靠块相互靠近的一侧、两个第一抵靠块相互靠近的一侧和两个第三抵靠块相互靠近的一侧均设有凹槽,打磨机构包括第一安装架、第一移动架和打磨刀;第二齿轮固定机构包括第二安装架、第二移动架、第三移动架、转动头和压紧头,压
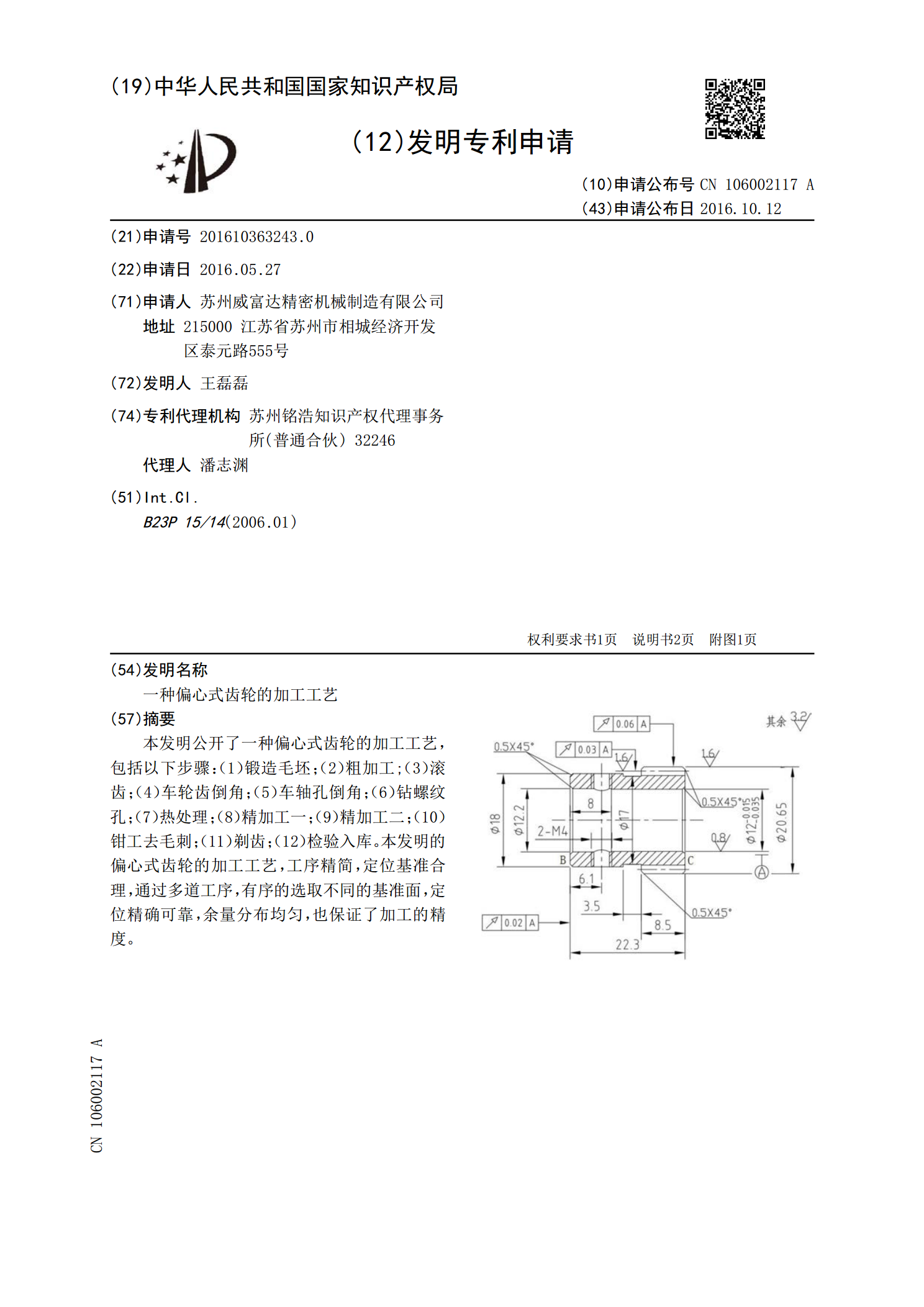
一种偏心式齿轮的加工工艺.pdf
本发明公开了一种偏心式齿轮的加工工艺,包括以下步骤:(1)锻造毛坯;(2)粗加工;(3)滚齿;(4)车轮齿倒角;(5)车轴孔倒角;(6)钻螺纹孔;(7)热处理;(8)精加工一;(9)精加工二;(10)钳工去毛刺;(11)剃齿;(12)检验入库。本发明的偏心式齿轮的加工工艺,工序精简,定位基准合理,通过多道工序,有序的选取不同的基准面,定位精确可靠,余量分布均匀,也保证了加工的精度。