
硬质合金刀具研磨工艺.pdf

诗文****仙女

1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
硬质合金刀具研磨工艺.pdf
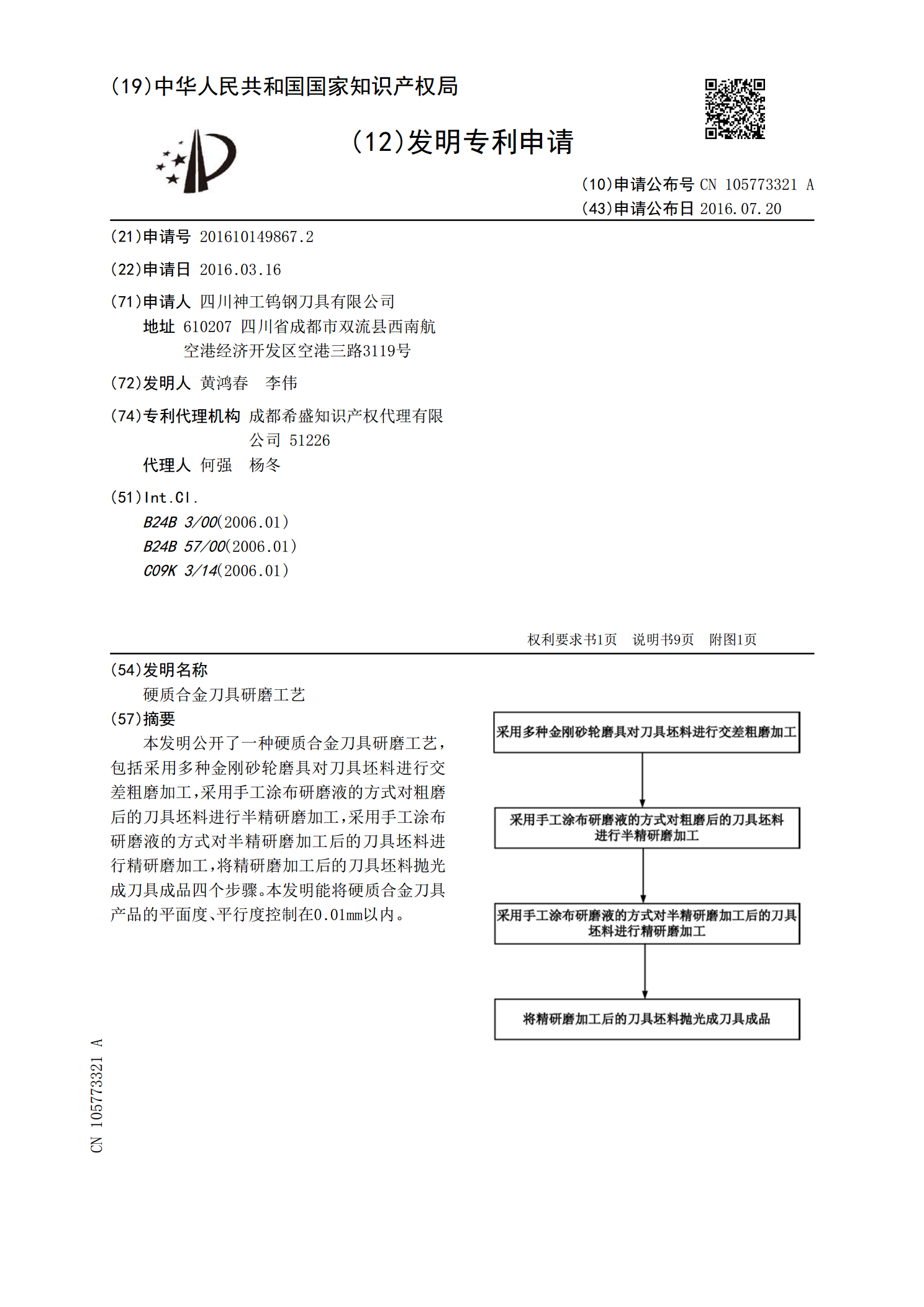
本发明公开了一种硬质合金刀具研磨工艺,包括采用多种金刚砂轮磨具对刀具坯料进行交差粗磨加工,采用手工涂布研磨液的方式对粗磨后的刀具坯料进行半精研磨加工,采用手工涂布研磨液的方式对半精研磨加工后的刀具坯料进行精研磨加工,将精研磨加工后的刀具坯料抛光成刀具成品四个步骤。本发明能将硬质合金刀具产品的平面度、平行度控制在0.01mm以内。
一种硬质合金刀具的研磨方法.pdf
本发明提供的一种硬质合金刀具的研磨方法,其主要特征在于,包括:1)采用多种金刚砂轮磨具对刀具胚料进行交叉粗磨加工;2)采用手工涂布研磨液的方式对粗磨后的刀具胚料进行半精研磨加工;3)采用手工涂布研磨液的方式对半精研磨加工后的刀具胚料进行精研磨加工;4)将精研磨加工后的刀具胚料抛光制成刀具成品。本发明提供的一种硬质合金刀具的研磨方法,采用多种金刚砂轮磨具对刀具胚料进行加工,加工后的刀具胚料的平面度、平行度可以控制在0.01mm以内,有效提高了硬质合金的研磨效率,降低了生产成本,同时,还大幅度降低了工艺难度。
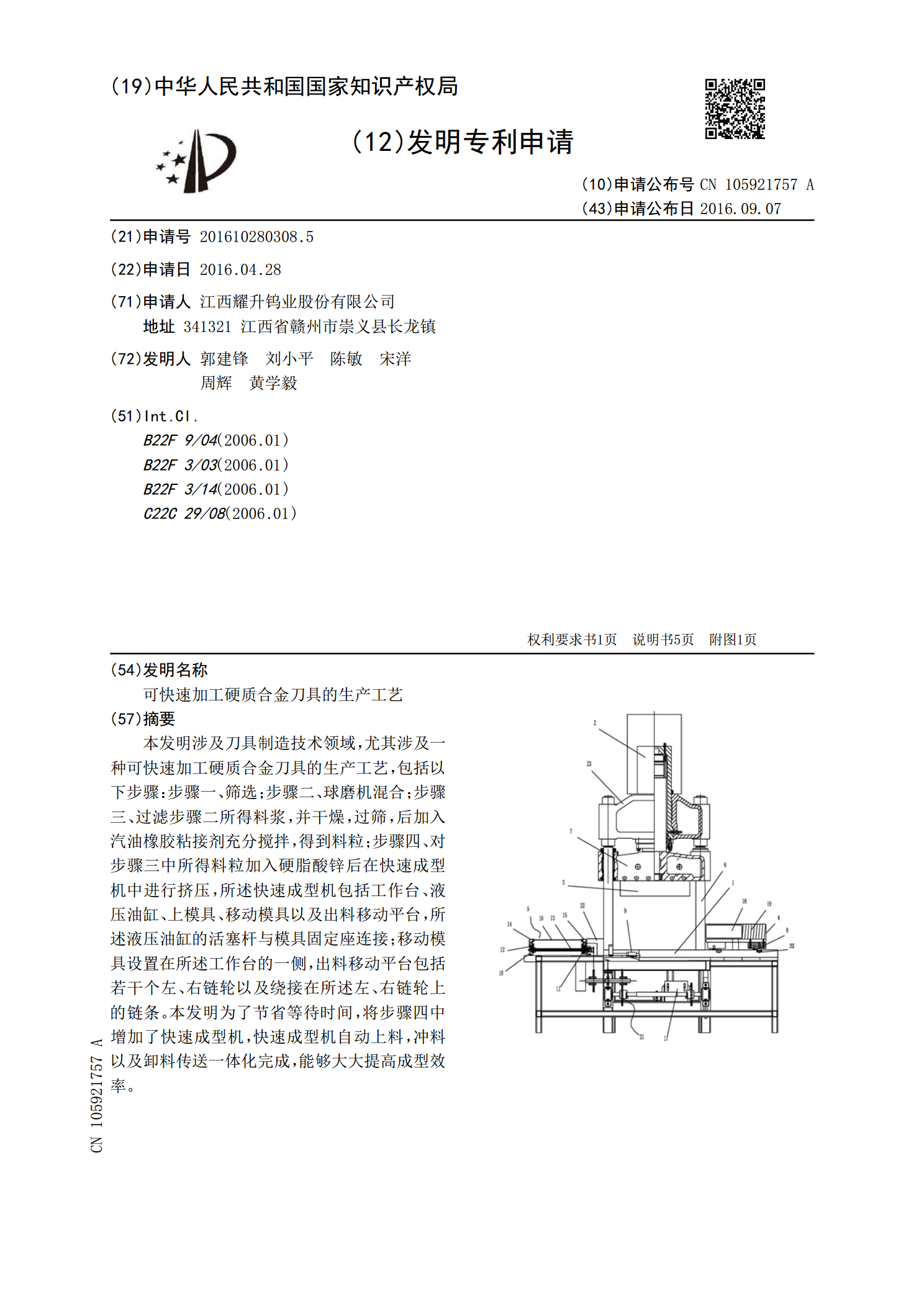
可快速加工硬质合金刀具的生产工艺.pdf
本发明涉及刀具制造技术领域,尤其涉及一种可快速加工硬质合金刀具的生产工艺,包括以下步骤:步骤一、筛选;步骤二、球磨机混合;步骤三、过滤步骤二所得料浆,并干燥,过筛,后加入汽油橡胶粘接剂充分搅拌,得到料粒;步骤四、对步骤三中所得料粒加入硬脂酸锌后在快速成型机中进行挤压,所述快速成型机包括工作台、液压油缸、上模具、移动模具以及出料移动平台,所述液压油缸的活塞杆与模具固定座连接;移动模具设置在所述工作台的一侧,出料移动平台包括若干个左、右链轮以及绕接在所述左、右链轮上的链条。本发明为了节省等待时间,将步骤四中增

硬质合金刀具牌号.doc
焊接刀、焊接刀片:A1型:A116、A118、A120、A122、A125、A130、A136、A140等A2型:A216A220A225等A3型:A315A320A325A330A340等A4型:A416A420A425A430等B2型:B214B216B220B225等C1型:C116C120C122C125等C3型:C304C305C306C308C310C312C316等C4型:420C425C430C435等D2型:D216D220D224D226D228D230等E3型:E325E330等F2
整体硬质合金刀具.ppt
整体硬质合金刀具提纲硬质合金材料简介硬质合金材料简介硬质合金材料简介刀具的基本构造要素刀具的基本构造要素刀具的基本构造要素刀具的基本构造要素刀具的基本构造要素整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具整体硬质合金刀具加工硬质合金刀具的设备切削参数常用公式切削速度进给速度切削深度和