
一种液态金属多线槽连续成形装置与连续成形方法.pdf

纪阳****公主

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种液态金属多线槽连续成形装置与连续成形方法.pdf
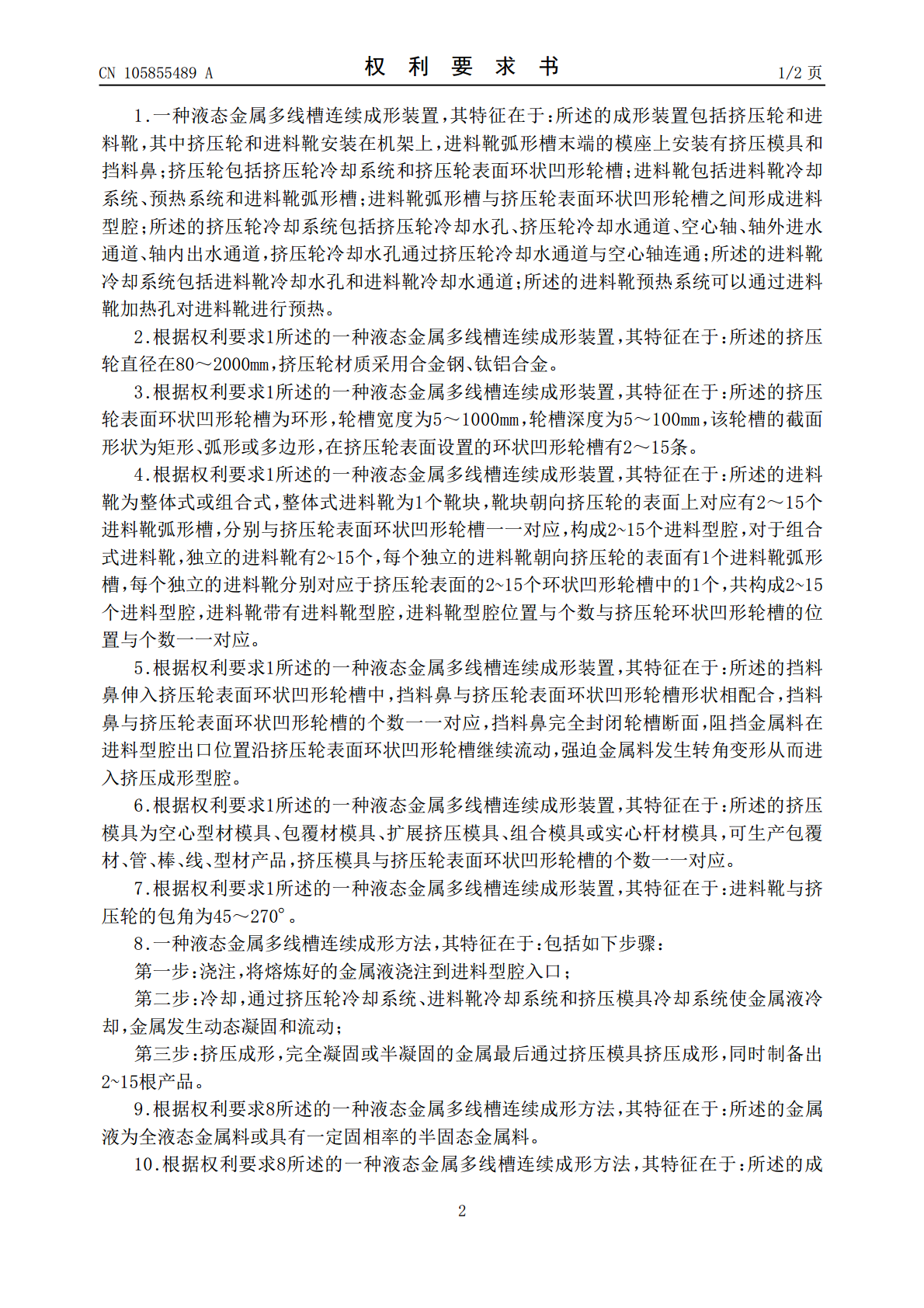
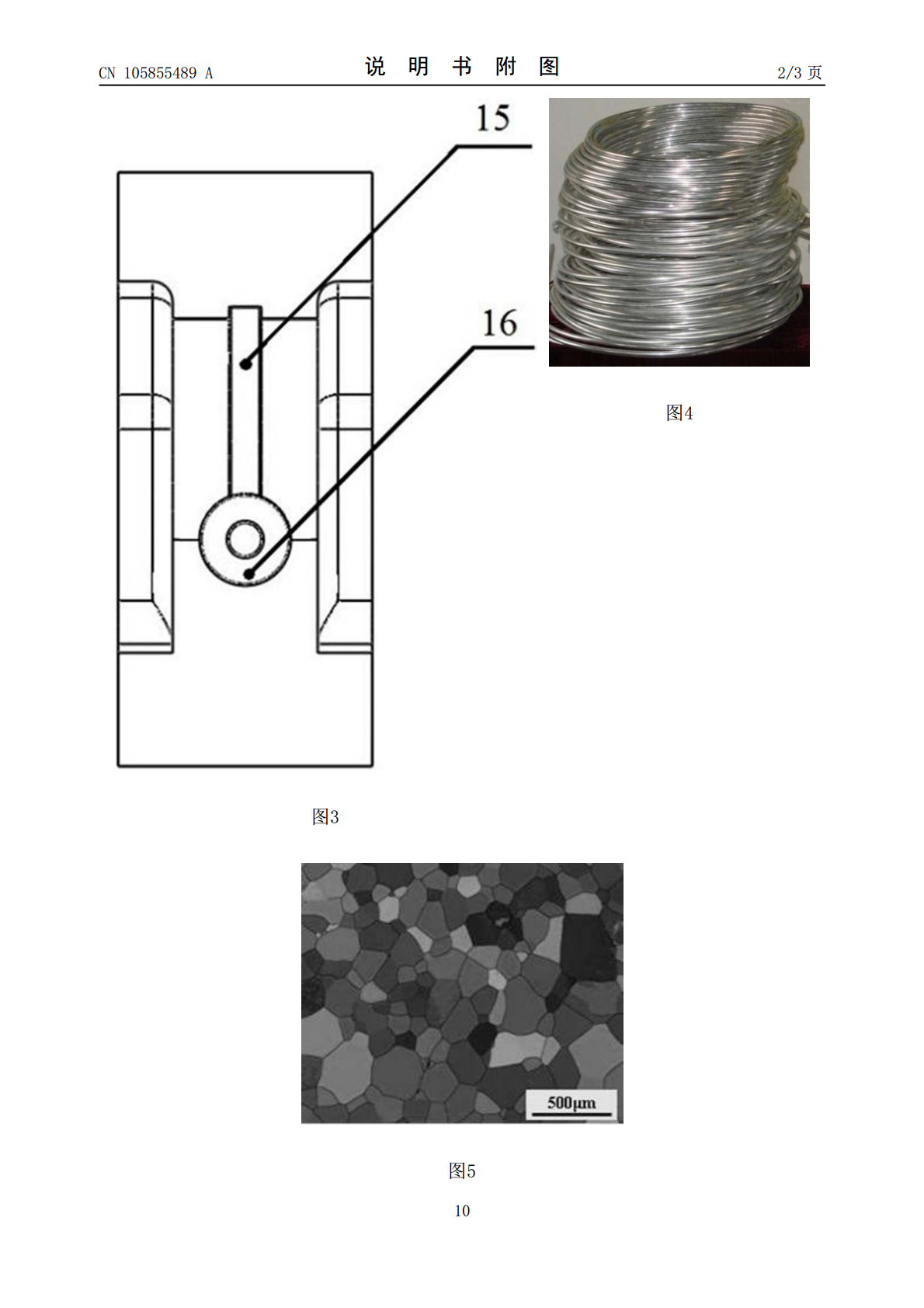
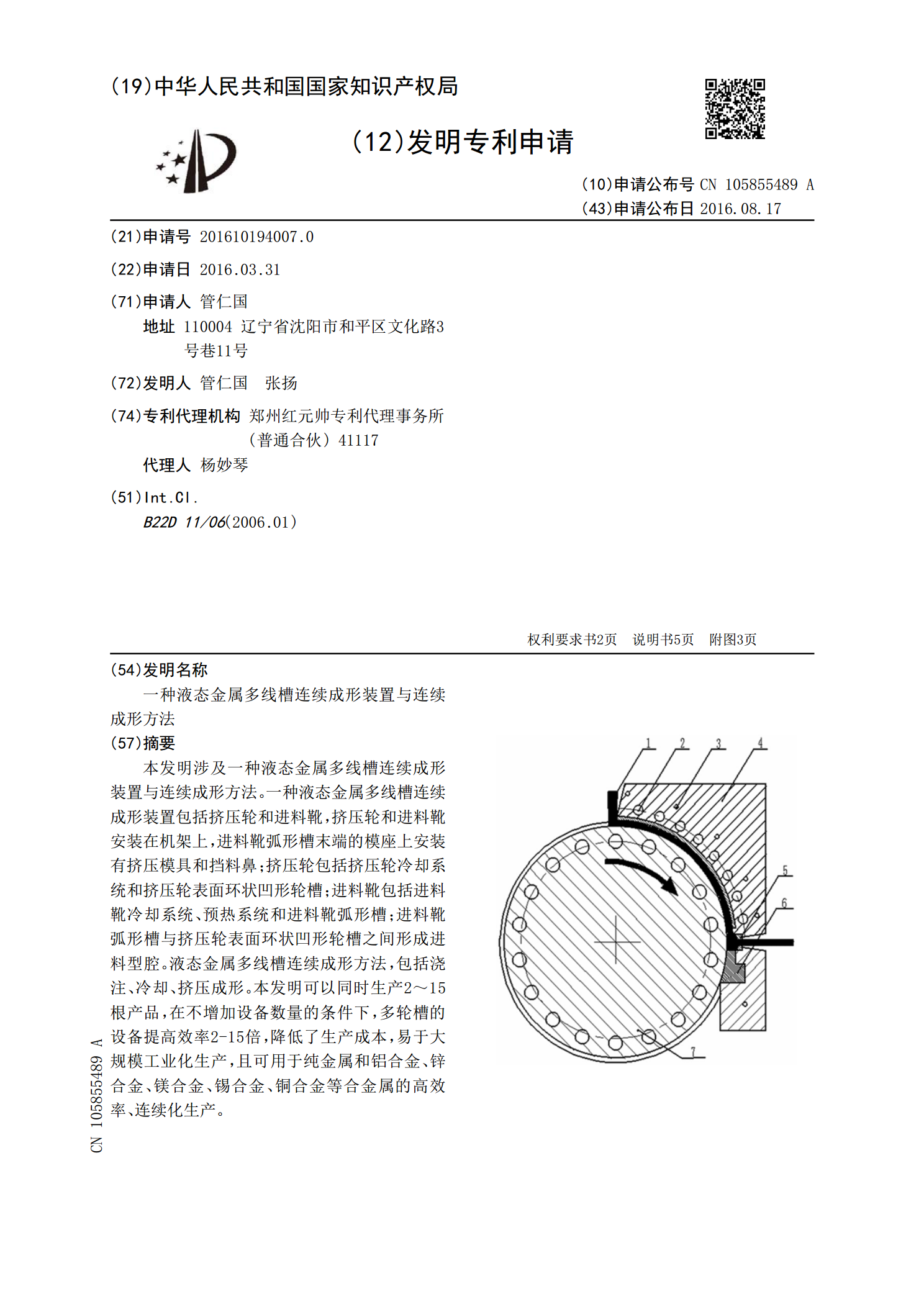
本发明涉及一种液态金属多线槽连续成形装置与连续成形方法。一种液态金属多线槽连续成形装置包括挤压轮和进料靴,挤压轮和进料靴安装在机架上,进料靴弧形槽末端的模座上安装有挤压模具和挡料鼻;挤压轮包括挤压轮冷却系统和挤压轮表面环状凹形轮槽;进料靴包括进料靴冷却系统、预热系统和进料靴弧形槽;进料靴弧形槽与挤压轮表面环状凹形轮槽之间形成进料型腔。液态金属多线槽连续成形方法,包括浇注、冷却、挤压成形。本发明可以同时生产2~15根产品,在不增加设备数量的条件下,多轮槽的设备提高效率2‑15倍,降低了生产成本,易于大规模工
一种金属连续成形方法及装置.pdf
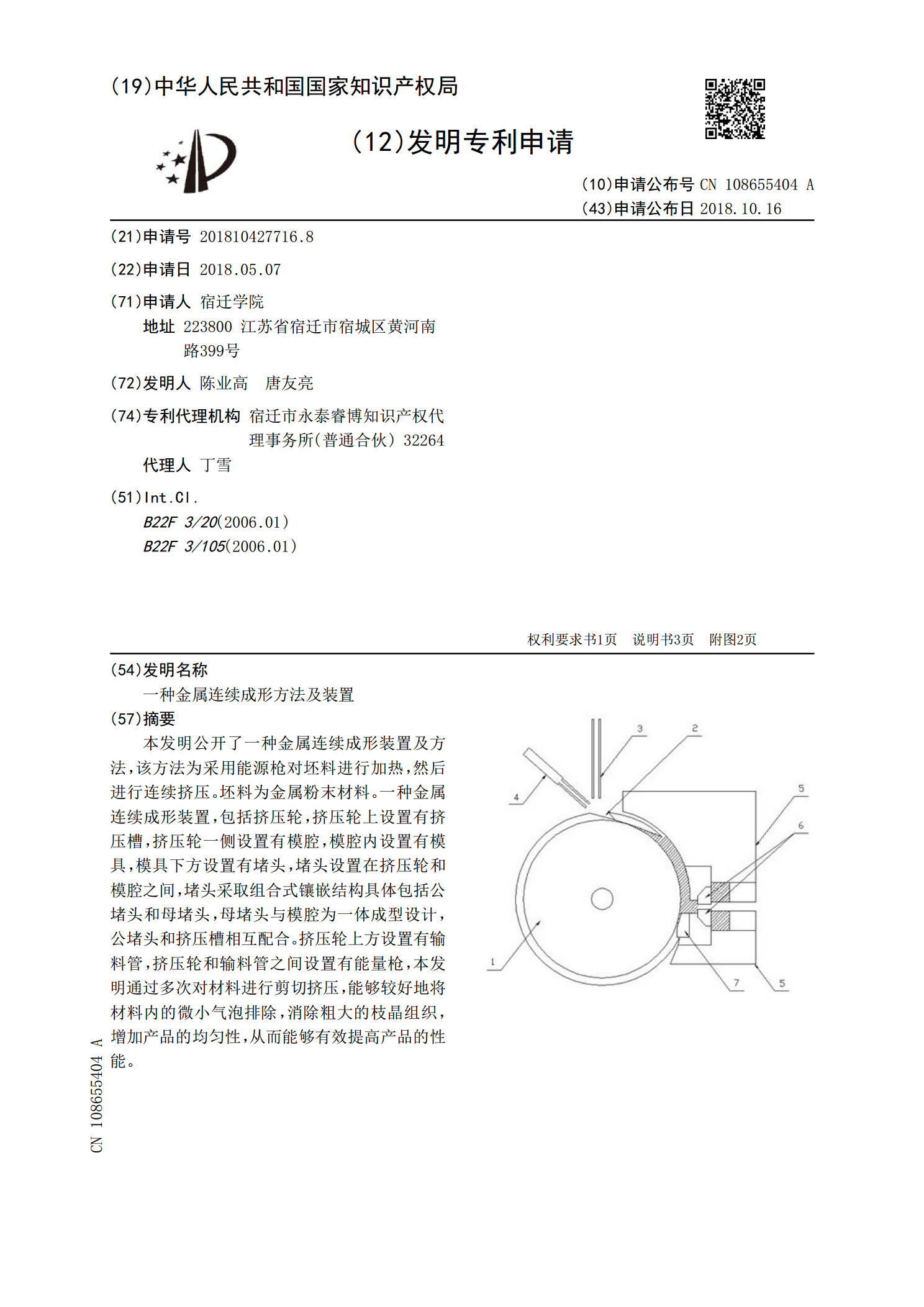
本发明公开了一种金属连续成形装置及方法,该方法为采用能源枪对坯料进行加热,然后进行连续挤压。坯料为金属粉末材料。一种金属连续成形装置,包括挤压轮,挤压轮上设置有挤压槽,挤压轮一侧设置有模腔,模腔内设置有模具,模具下方设置有堵头,堵头设置在挤压轮和模腔之间,堵头采取组合式镶嵌结构具体包括公堵头和母堵头,母堵头与模腔为一体成型设计,公堵头和挤压槽相互配合。挤压轮上方设置有输料管,挤压轮和输料管之间设置有能量枪,本发明通过多次对材料进行剪切挤压,能够较好地将材料内的微小气泡排除,消除粗大的枝晶组织,增加产品的均
连续冲压成形方法以及用于实施该连续冲压成形方法的加热装置.pdf
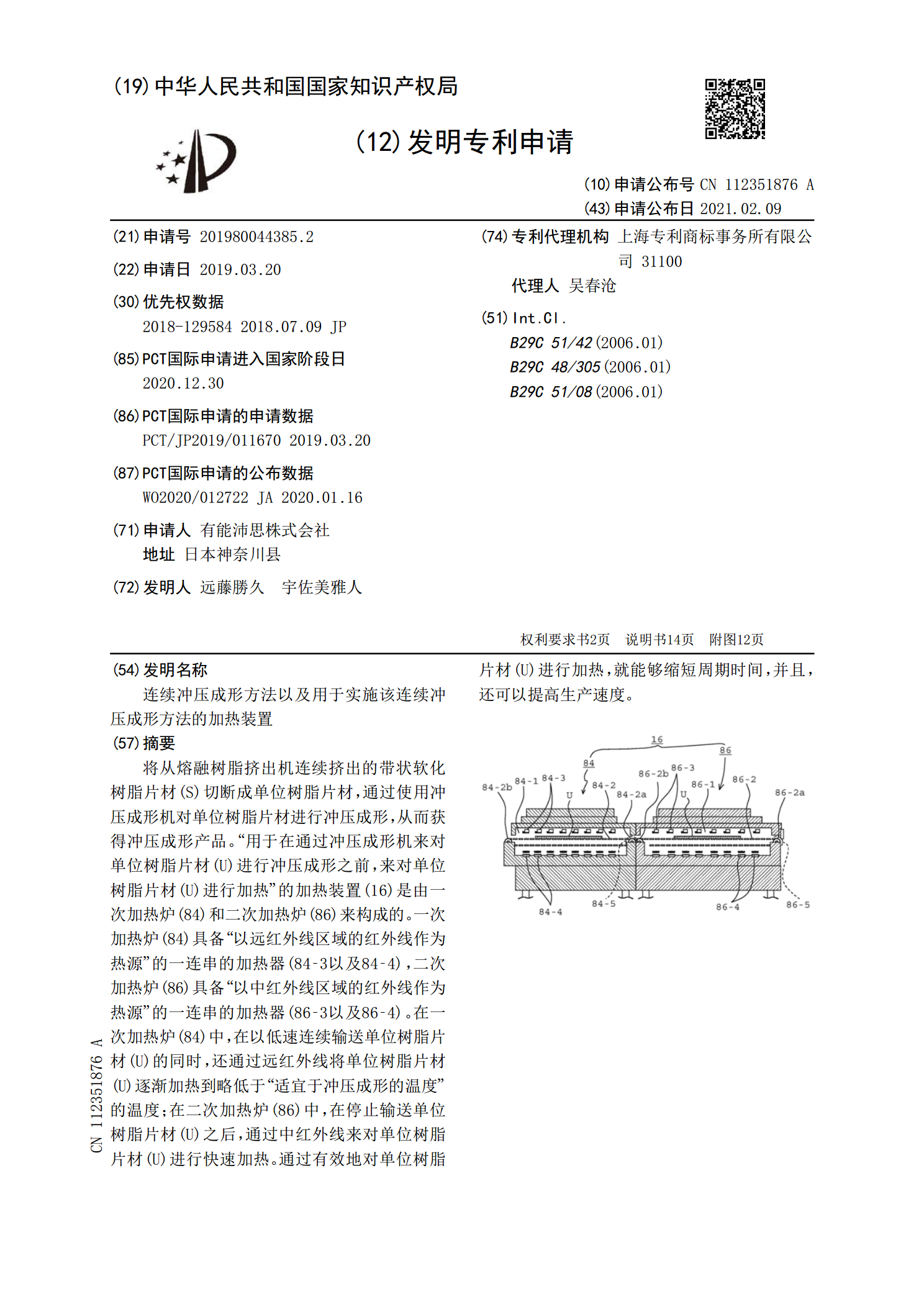
将从熔融树脂挤出机连续挤出的带状软化树脂片材(S)切断成单位树脂片材,通过使用冲压成形机对单位树脂片材进行冲压成形,从而获得冲压成形产品。“用于在通过冲压成形机来对单位树脂片材(U)进行冲压成形之前,来对单位树脂片材(U)进行加热”的加热装置(16)是由一次加热炉(84)和二次加热炉(86)来构成的。一次加热炉(84)具备“以远红外线区域的红外线作为热源”的一连串的加热器(84‑3以及84‑4),二次加热炉(86)具备“以中红外线区域的红外线作为热源”的一连串的加热器(86‑3以及86‑4)。在一次加热炉

一种多用途液态金属的双辊连续流变成形装置.pdf
一种多用途液态金属的双辊连续流变成形装置,主要用于板、带、管、型、线、复合材及包覆材的双辊连续流变成形。本装置由电机、半联轴器、减速机、齿轮箱、主机、冷却水箱、卷取机构成。其中主机由机架、上工作辊、下工作辊、进料靴、挤压靴、挤压靴型腔内的模具以及主机上、下工作辊轴头的转速传感器构成。上工作辊的环形凹槽与下工作辊环形凸台相互配合。主机进料端安装进料靴,与上工作辊环形凹槽形成进料型腔。金属料通过进料型腔进入两工作辊辊缝。生产管、型、线及包覆材时主机出料端安装挤压靴,其型腔内可以安装挤压成形模具。本装置既能实现
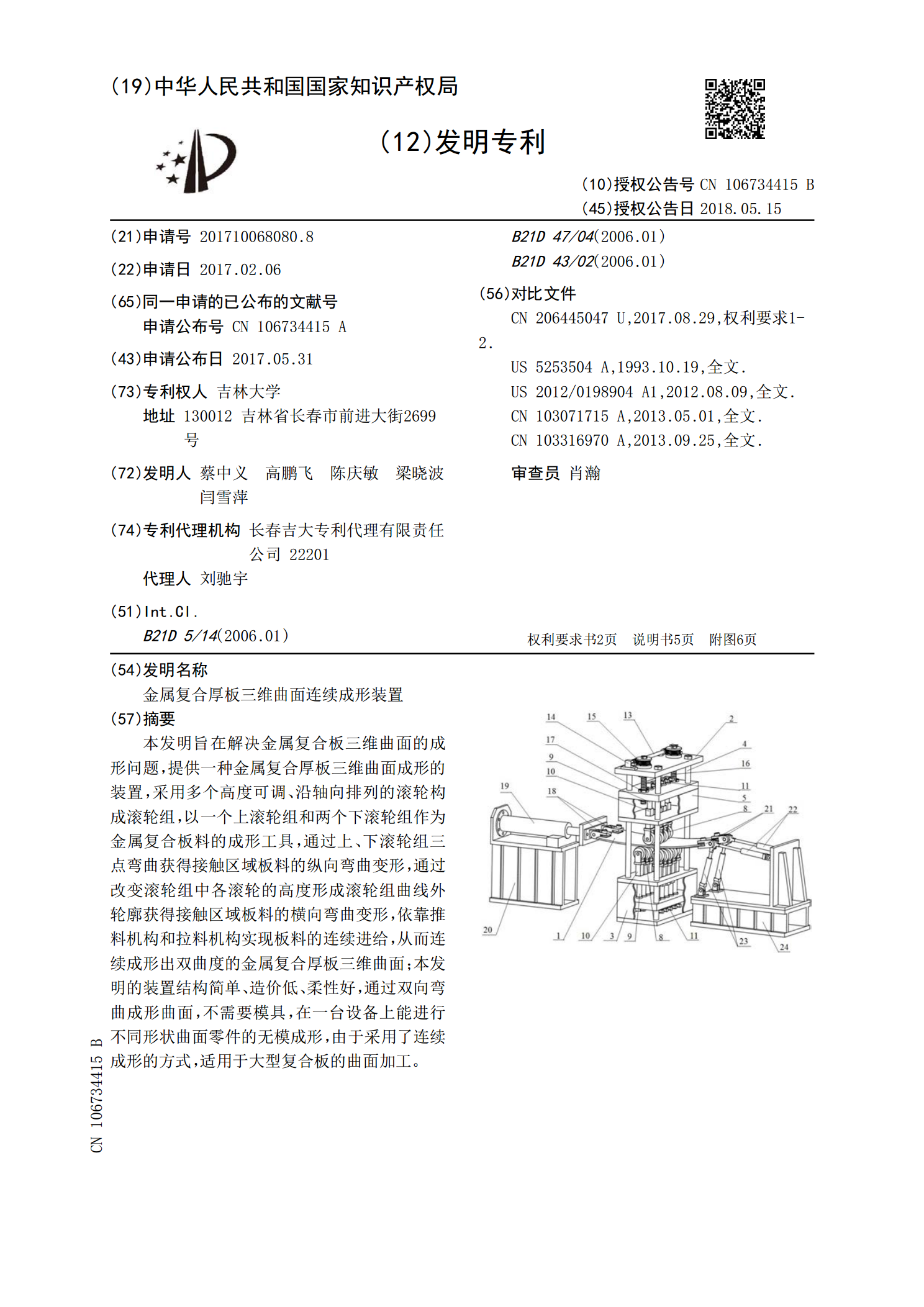
金属复合厚板三维曲面连续成形装置.pdf
本发明旨在解决金属复合板三维曲面的成形问题,提供一种金属复合厚板三维曲面成形的装置,采用多个高度可调、沿轴向排列的滚轮构成滚轮组,以一个上滚轮组和两个下滚轮组作为金属复合板料的成形工具,通过上、下滚轮组三点弯曲获得接触区域板料的纵向弯曲变形,通过改变滚轮组中各滚轮的高度形成滚轮组曲线外轮廓获得接触区域板料的横向弯曲变形,依靠推料机构和拉料机构实现板料的连续进给,从而连续成形出双曲度的金属复合厚板三维曲面;本发明的装置结构简单、造价低、柔性好,通过双向弯曲成形曲面,不需要模具,在一台设备上能进行不同形状曲面