
一种防褶皱的弯曲半管成形模具及成形方法.pdf

曾琪****是我

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种防褶皱的弯曲半管成形模具及成形方法.pdf
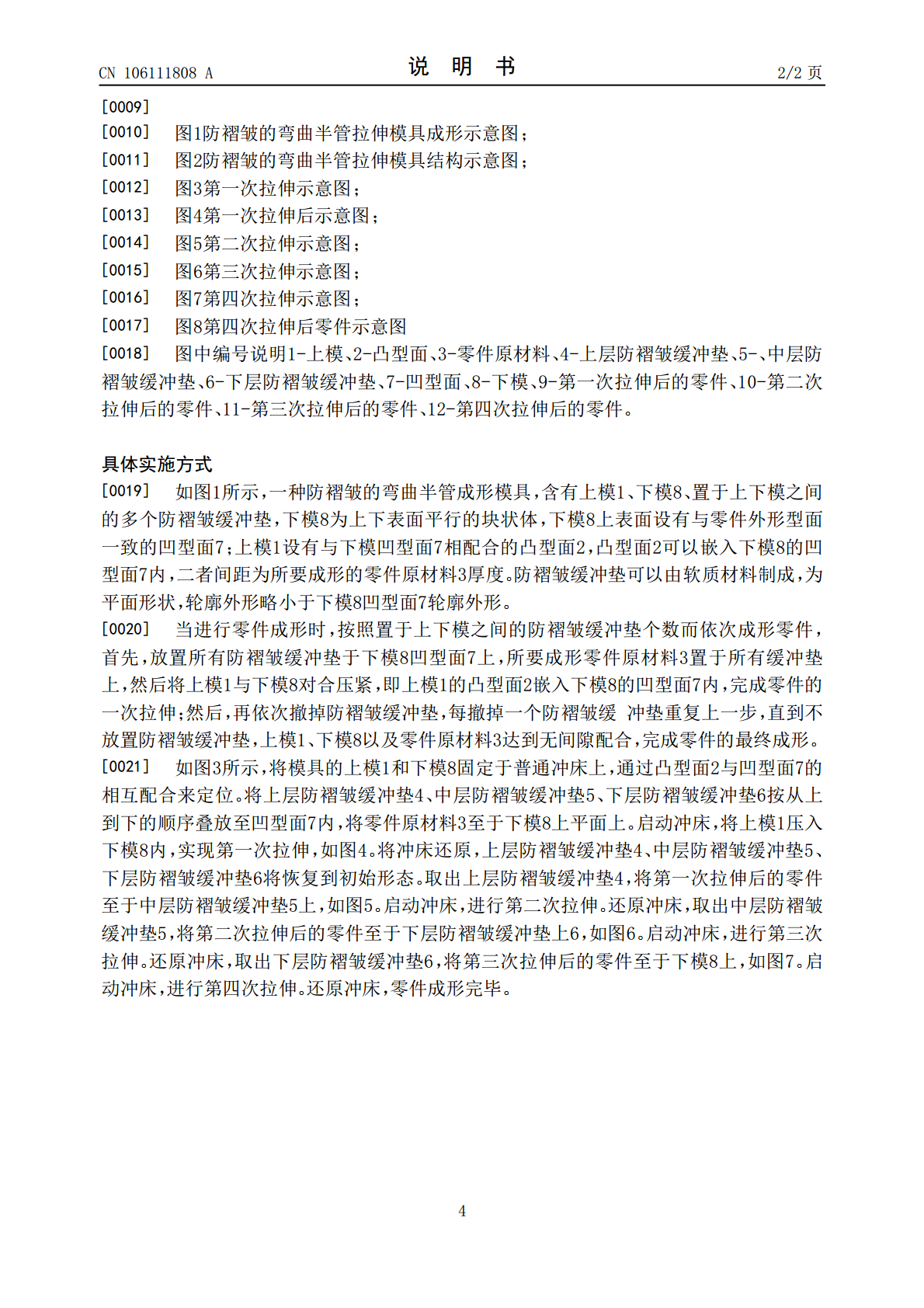
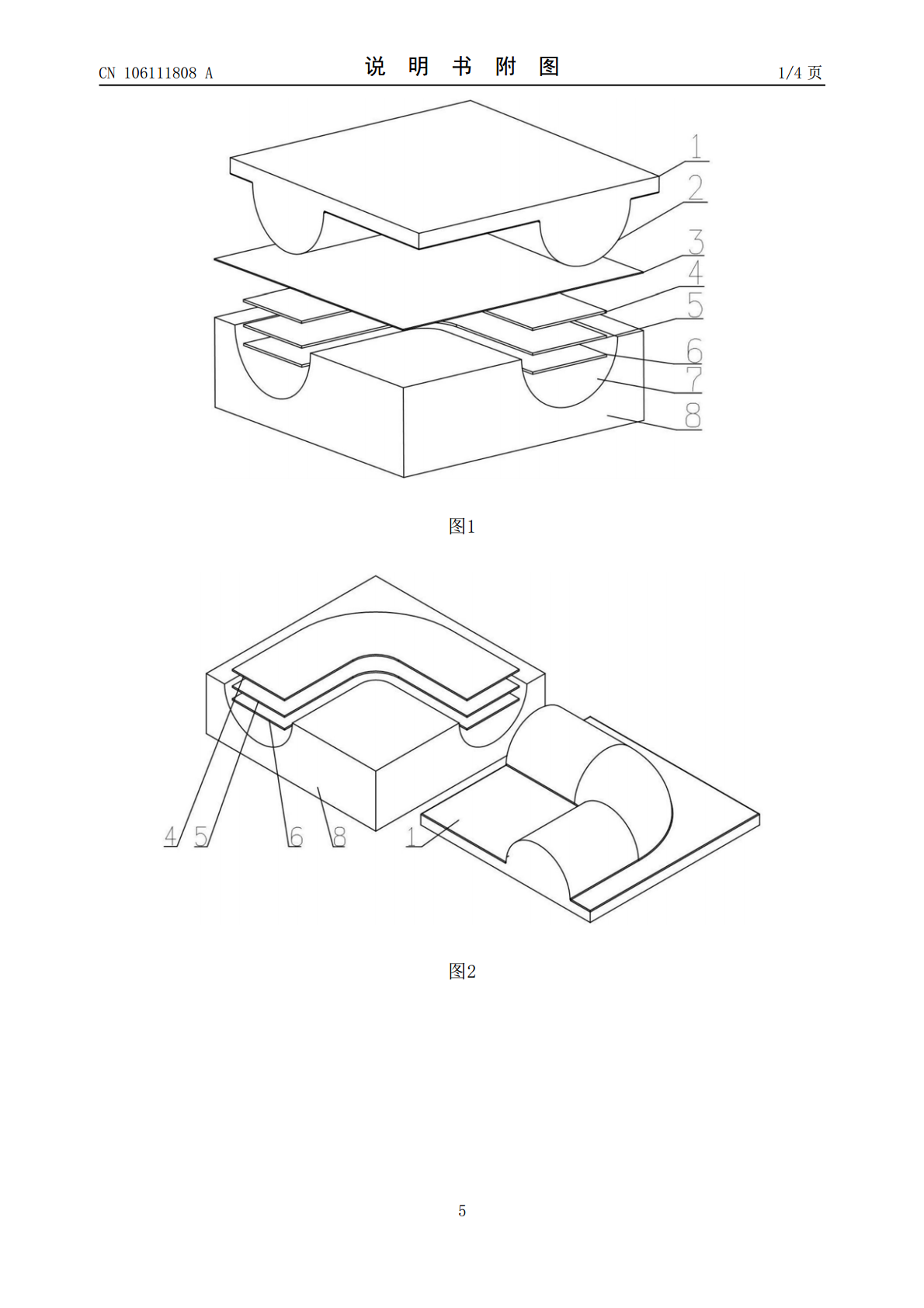
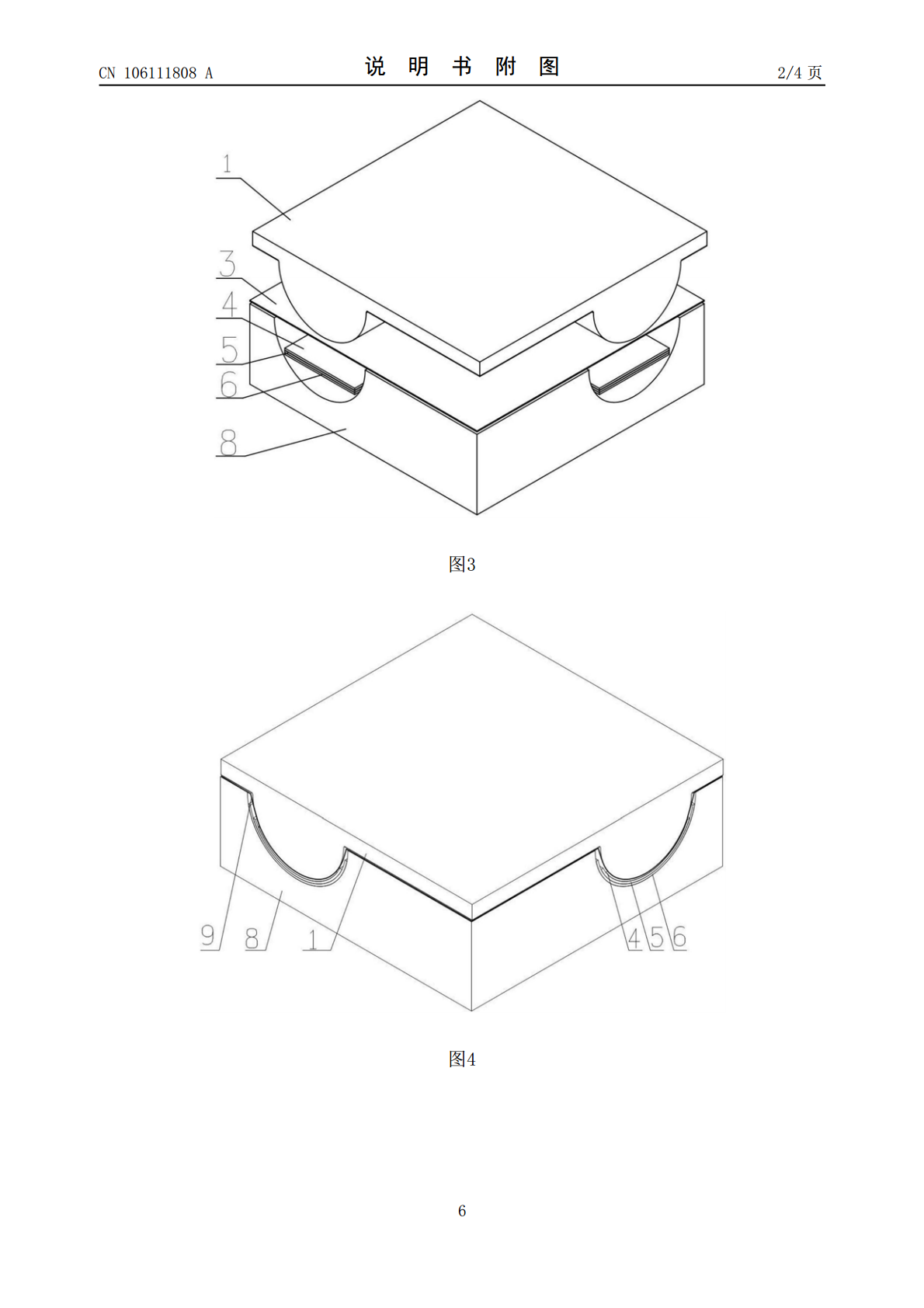
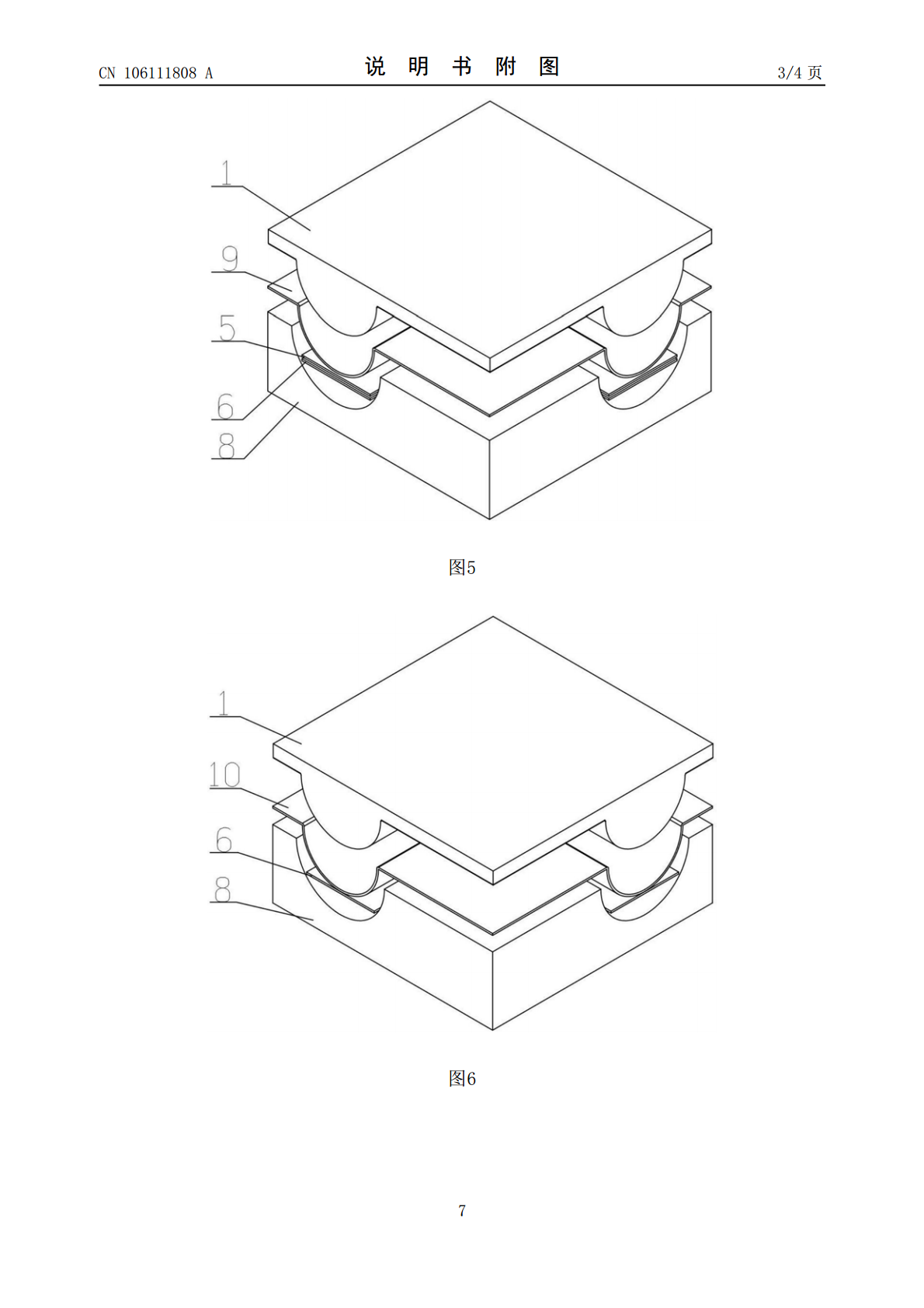
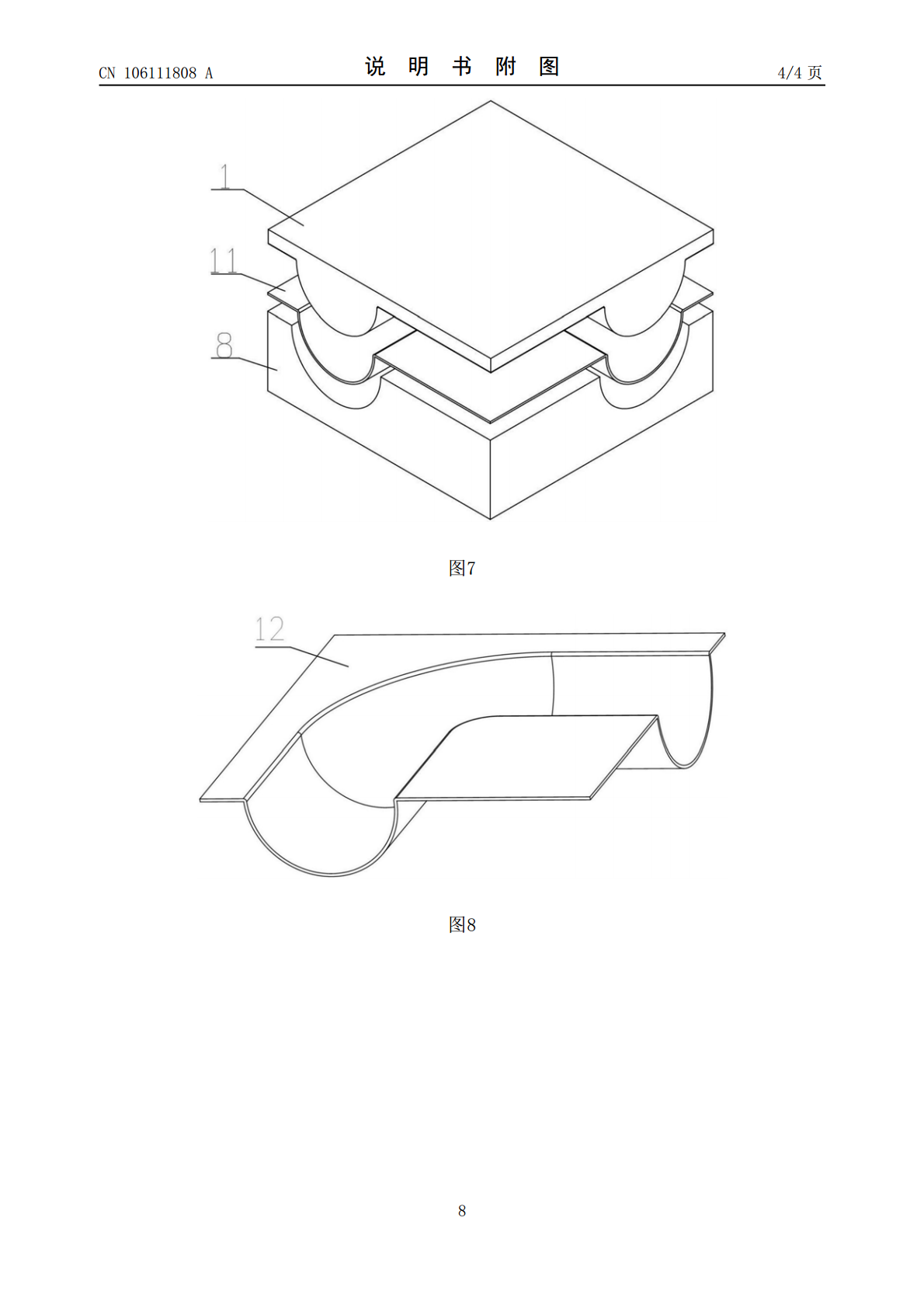
本发明提供了一种防褶皱的弯曲半管成形模具和成形方法。成形模具含有上模、下模和多个防褶皱缓冲垫,下模本体为凹形面,与弯曲半管零件外形吻合,上模为与凹形面对应的凸型面,上模与下模相配合时留有一个材料厚度的间隙,防褶皱缓冲垫为平面形状,置于下模面上,轮廓外形与下模面凹型面轮廓一致,大小略小于下模面,按照防褶皱缓冲垫分别置于上下模之间的个数而依次成形零件,需要冲压多次完成零件的成形。
大直径薄壁纯钛管数控加热弯曲成形模具及成形方法.pdf
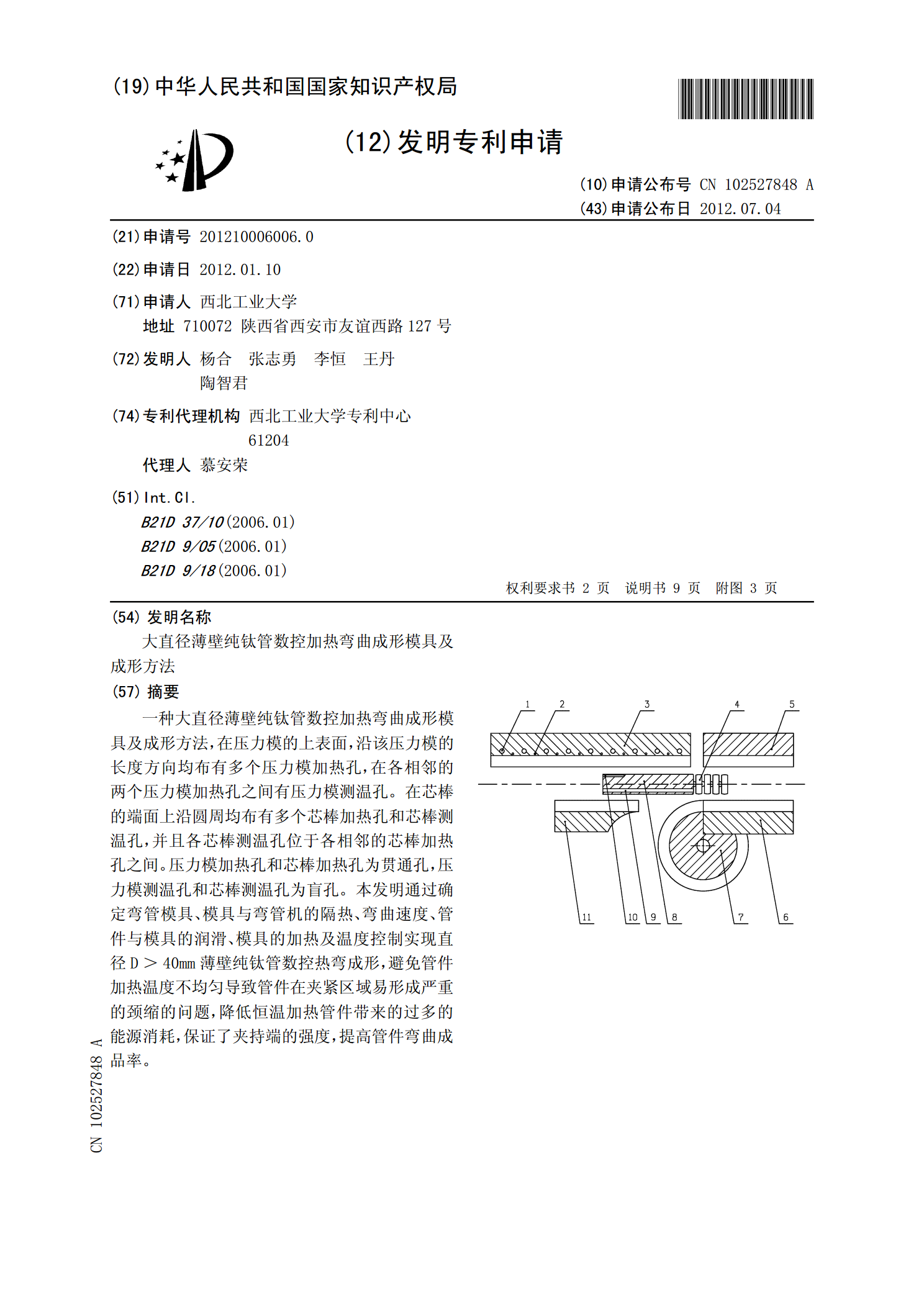
一种大直径薄壁纯钛管数控加热弯曲成形模具及成形方法,在压力模的上表面,沿该压力模的长度方向均布有多个压力模加热孔,在各相邻的两个压力模加热孔之间有压力模测温孔。在芯棒的端面上沿圆周均布有多个芯棒加热孔和芯棒测温孔,并且各芯棒测温孔位于各相邻的芯棒加热孔之间。压力模加热孔和芯棒加热孔为贯通孔,压力模测温孔和芯棒测温孔为盲孔。本发明通过确定弯管模具、模具与弯管机的隔热、弯曲速度、管件与模具的润滑、模具的加热及温度控制实现直径D>40mm薄壁纯钛管数控热弯成形,避免管件加热温度不均匀导致管件在夹紧区域易形成严重
一种钢筋弯曲成形模具.pdf
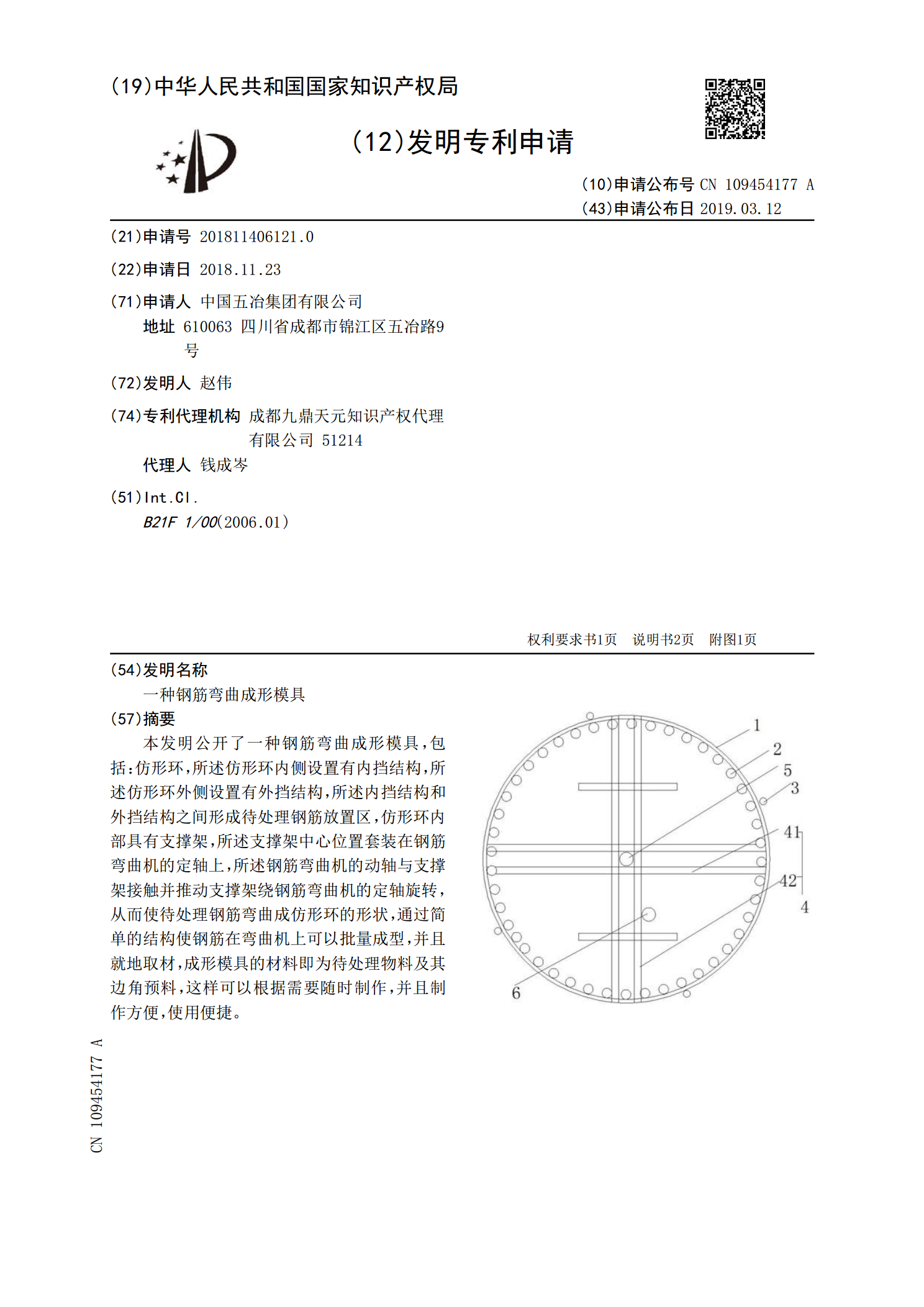
本发明公开了一种钢筋弯曲成形模具,包括:仿形环,所述仿形环内侧设置有内挡结构,所述仿形环外侧设置有外挡结构,所述内挡结构和外挡结构之间形成待处理钢筋放置区,仿形环内部具有支撑架,所述支撑架中心位置套装在钢筋弯曲机的定轴上,所述钢筋弯曲机的动轴与支撑架接触并推动支撑架绕钢筋弯曲机的定轴旋转,从而使待处理钢筋弯曲成仿形环的形状,通过简单的结构使钢筋在弯曲机上可以批量成型,并且就地取材,成形模具的材料即为待处理物料及其边角预料,这样可以根据需要随时制作,并且制作方便,使用便捷。
型材自弯曲成形挤压模具.pdf
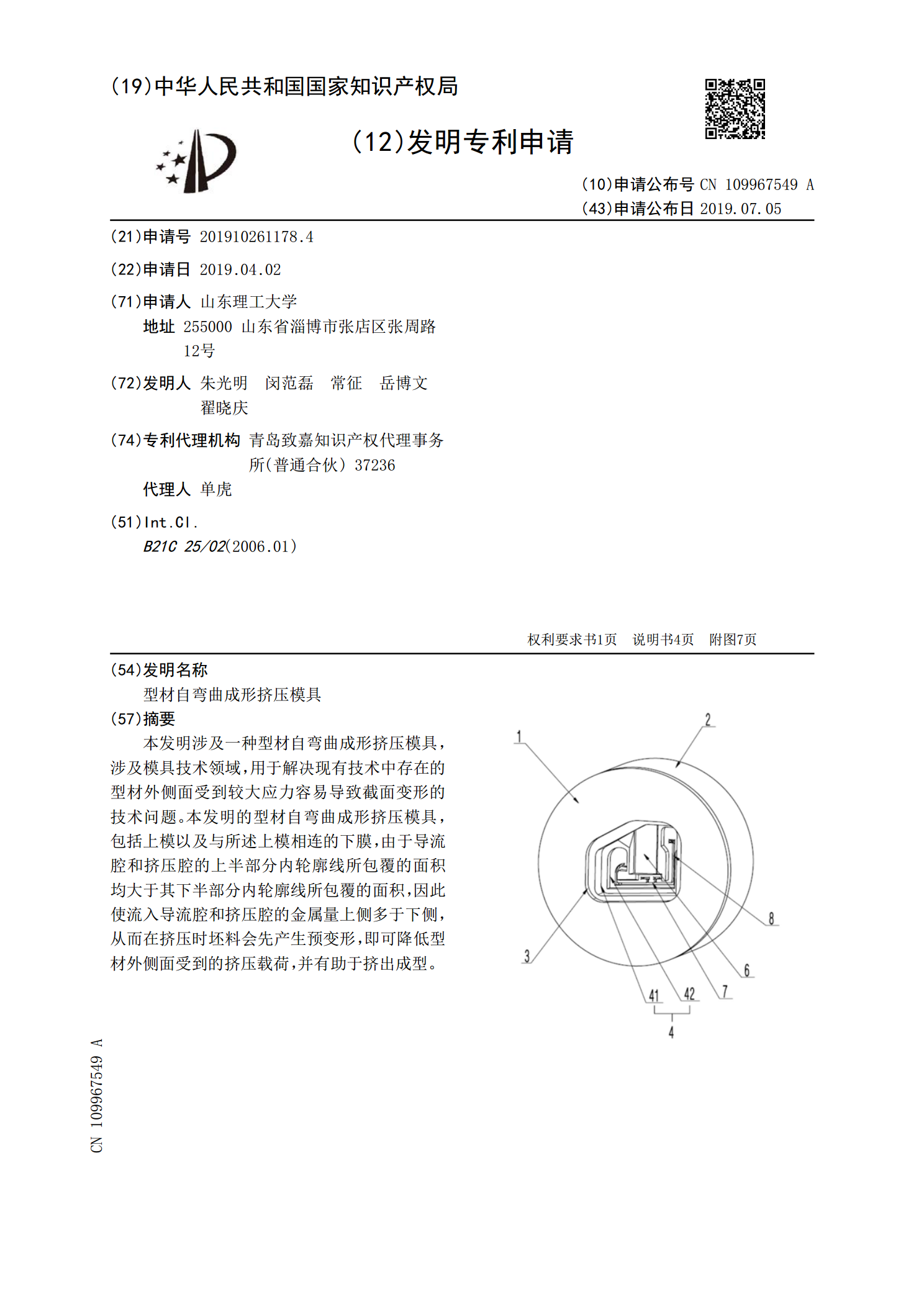
本发明涉及一种型材自弯曲成形挤压模具,涉及模具技术领域,用于解决现有技术中存在的型材外侧面受到较大应力容易导致截面变形的技术问题。本发明的型材自弯曲成形挤压模具,包括上模以及与所述上模相连的下膜,由于导流腔和挤压腔的上半部分内轮廓线所包覆的面积均大于其下半部分内轮廓线所包覆的面积,因此使流入导流腔和挤压腔的金属量上侧多于下侧,从而在挤压时坯料会先产生预变形,即可降低型材外侧面受到的挤压载荷,并有助于挤出成型。
自由弯曲成形装置及其小半径弯曲成形方法.pdf
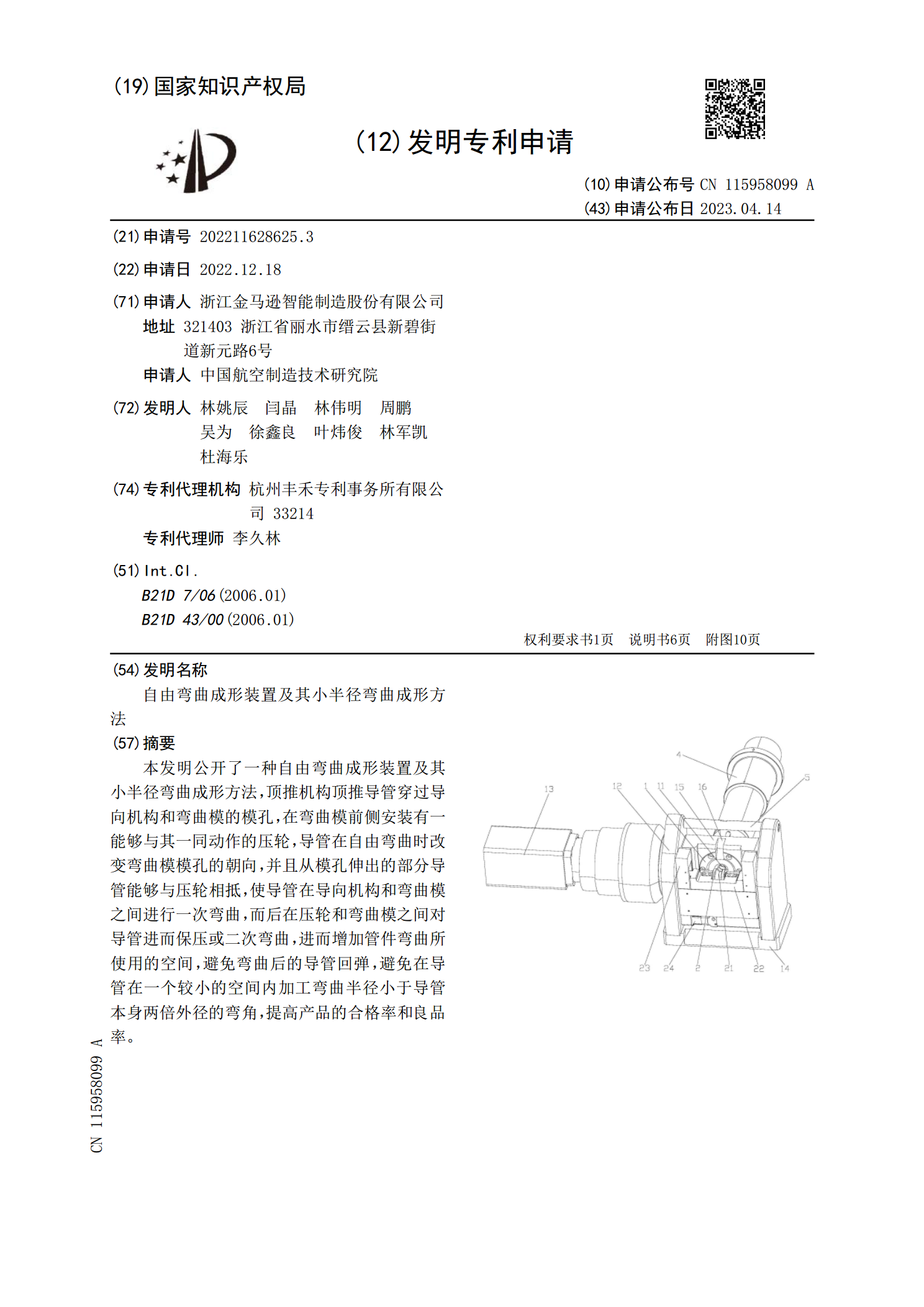
本发明公开了一种自由弯曲成形装置及其小半径弯曲成形方法,顶推机构顶推导管穿过导向机构和弯曲模的模孔,在弯曲模前侧安装有一能够与其一同动作的压轮,导管在自由弯曲时改变弯曲模模孔的朝向,并且从模孔伸出的部分导管能够与压轮相抵,使导管在导向机构和弯曲模之间进行一次弯曲,而后在压轮和弯曲模之间对导管进而保压或二次弯曲,进而增加管件弯曲所使用的空间,避免弯曲后的导管回弹,避免在导管在一个较小的空间内加工弯曲半径小于导管本身两倍外径的弯角,提高产品的合格率和良品率。