
一种铁型覆砂铸造传感器齿轮的铸造工艺.pdf

是你****芹呀

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁型覆砂铸造传感器齿轮的铸造工艺.pdf
本发明涉及一种铁型覆砂铸造传感器齿轮的铸造工艺,该工艺通过设计与传感器齿轮形状完全一致的母模与上、下铁型,然后通过射砂机制作出具有5—7mm覆砂层的上、下覆砂的铁型型腔,最后根据配料单将制成的合格铁水浇注到合箱后的腔型中,待浇注完成后,开箱得到铸造的传感器齿轮零件。本发明的铁型覆砂铸造工艺可完全消除传感器齿轮内部缩松、缩孔、裂纹等缺陷,有效提高了铸件的质量与生产效率,降低了铸件的废品率,而且该工艺简单易行,市场前景广阔,经济效益显著,适合绝大多数企业使用。
一种铁型覆砂铸造正时齿轮室的加工工艺.pdf
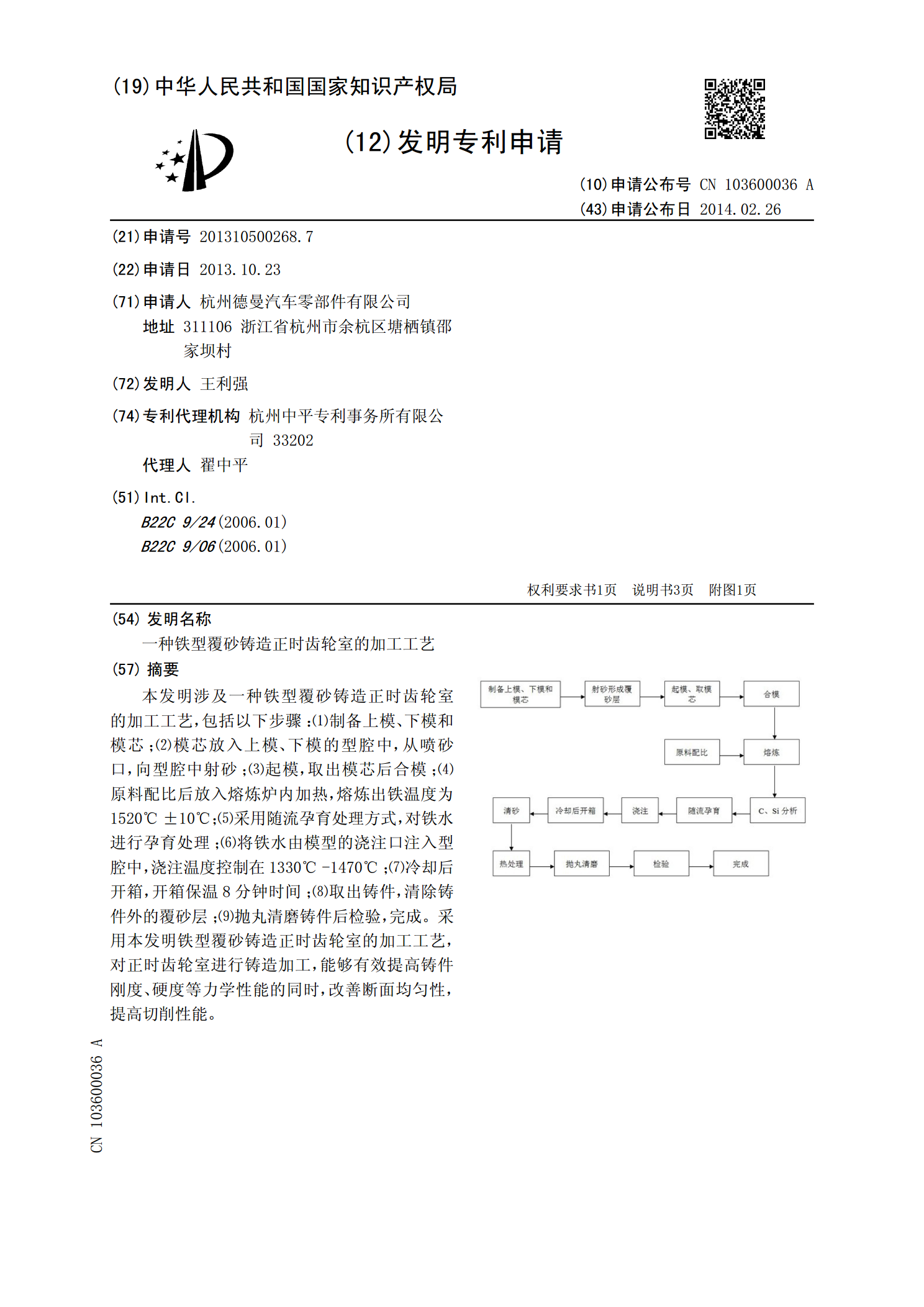
本发明涉及一种铁型覆砂铸造正时齿轮室的加工工艺,包括以下步骤:⑴制备上模、下模和模芯;⑵模芯放入上模、下模的型腔中,从喷砂口,向型腔中射砂;⑶起模,取出模芯后合模;⑷原料配比后放入熔炼炉内加热,熔炼出铁温度为1520℃±10℃;⑸采用随流孕育处理方式,对铁水进行孕育处理;⑹将铁水由模型的浇注口注入型腔中,浇注温度控制在1330℃-1470℃;⑺冷却后开箱,开箱保温8分钟时间;⑻取出铸件,清除铸件外的覆砂层;⑼抛丸清磨铸件后检验,完成。采用本发明铁型覆砂铸造正时齿轮室的加工工艺,对正时齿轮室进行铸造加工,能

一种铁型覆砂铸造球铁飞轮的工艺.pdf
本发明公开了一种铁型覆砂铸造球铁飞轮的工艺,其特征是工艺流程为铁型、模具合模→覆砂造型→固化→起模→合箱、垛浇口→铁水熔炼、处理→浇注→冷却→开型→铸件、铸型清理;简化了粘土砂的工艺,克服了粘土砂固有的弱点,实现了球铁飞轮的无冒口化生产,提高了工艺出品率,实现了连续批量生产。

一种覆膜砂壳型铸造工艺.pdf
本发明公开了一种覆膜砂壳型铸造工艺,包括如下步骤:S1、用覆膜砂制成壳型,所述壳型包括合模后可形成型腔的第一半模、第二半模,所述壳型上预留有连通型腔内外的排气孔;S2、将第一半模、第二半模合模,然后用热熔胶将排气管粘接固定在排气孔处,并在热熔胶表面包覆耐高温胶黏剂;S3、将S2中合模涂胶后的壳型固定到沙箱内并进行浇铸。本发明通过对壳型结构的改进并结合适宜的铸造工艺,既可以节省覆膜砂的用量,降低成本,又可以提高工作效率,解决漏铁水的问题,提高产品合格率。
一种稳定高效的铁型覆砂铸造方法.pdf
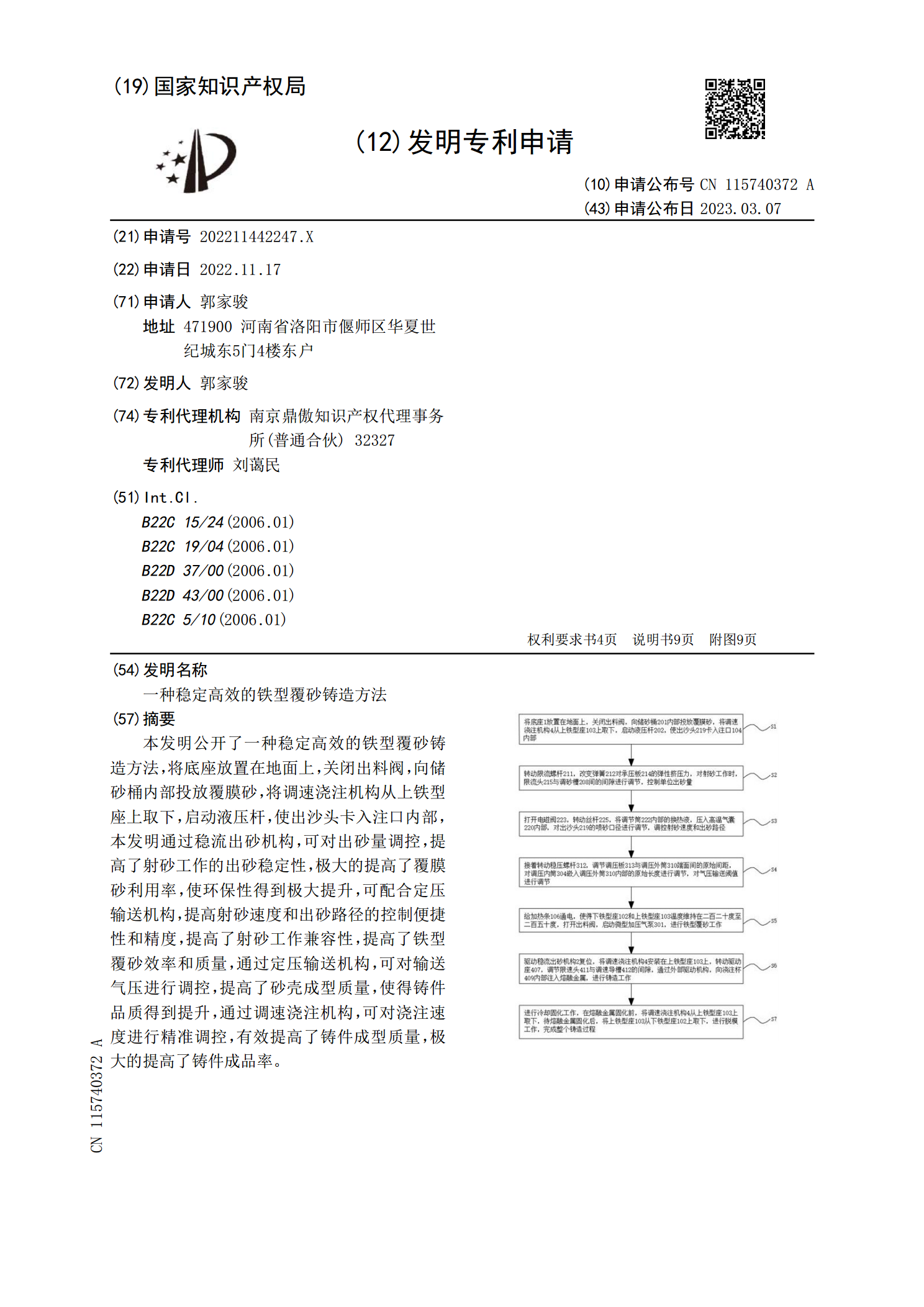
本发明公开了一种稳定高效的铁型覆砂铸造方法,将底座放置在地面上,关闭出料阀,向储砂桶内部投放覆膜砂,将调速浇注机构从上铁型座上取下,启动液压杆,使出沙头卡入注口内部,本发明通过稳流出砂机构,可对出砂量调控,提高了射砂工作的出砂稳定性,极大的提高了覆膜砂利用率,使环保性得到极大提升,可配合定压输送机构,提高射砂速度和出砂路径的控制便捷性和精度,提高了射砂工作兼容性,提高了铁型覆砂效率和质量,通过定压输送机构,可对输送气压进行调控,提高了砂壳成型质量,使得铸件品质得到提升,通过调速浇注机构,可对浇注速度进行精