
一种铝合金汽车轮毂及其制备方法.pdf

宁馨****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝合金汽车轮毂及其制备方法.pdf
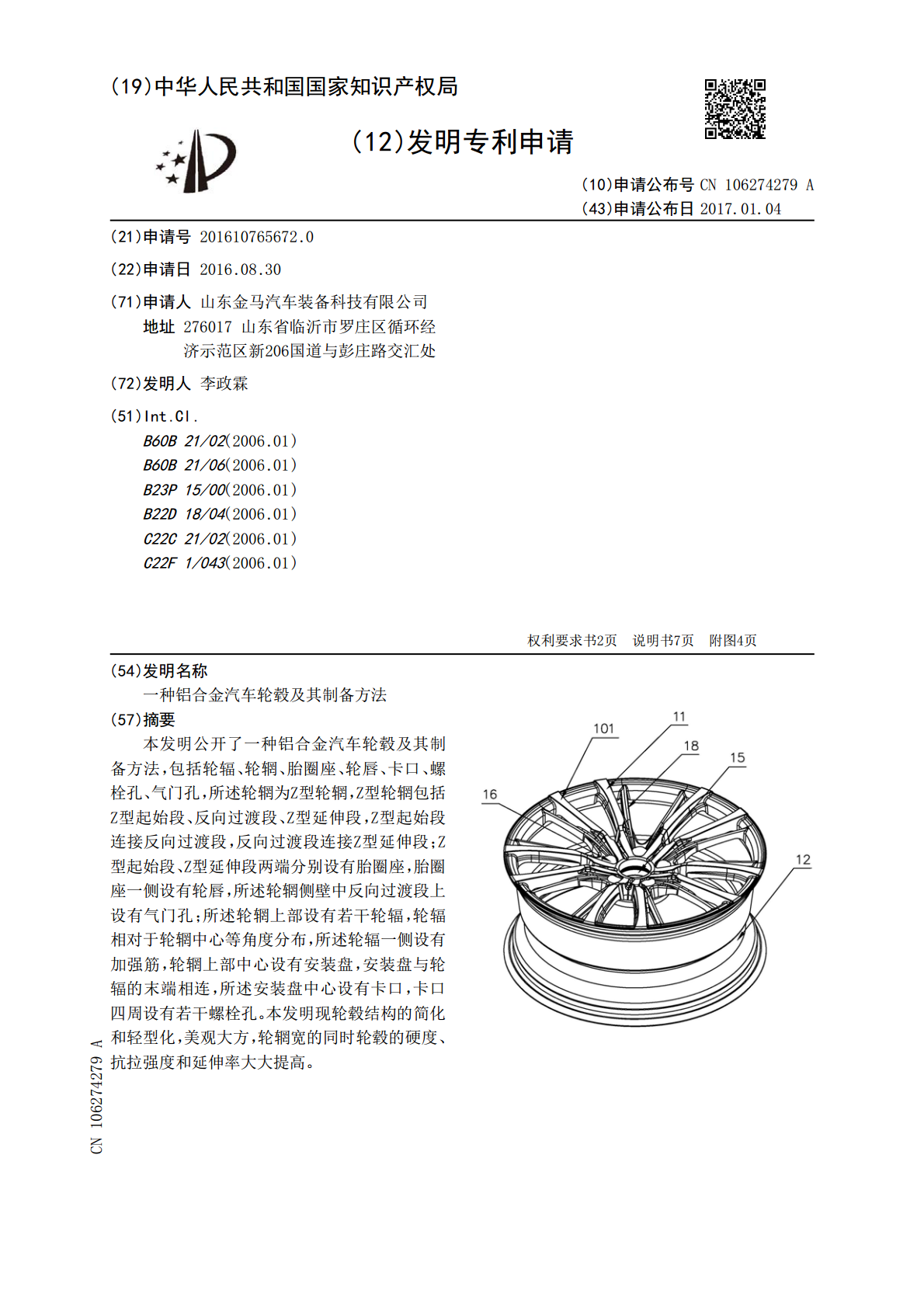
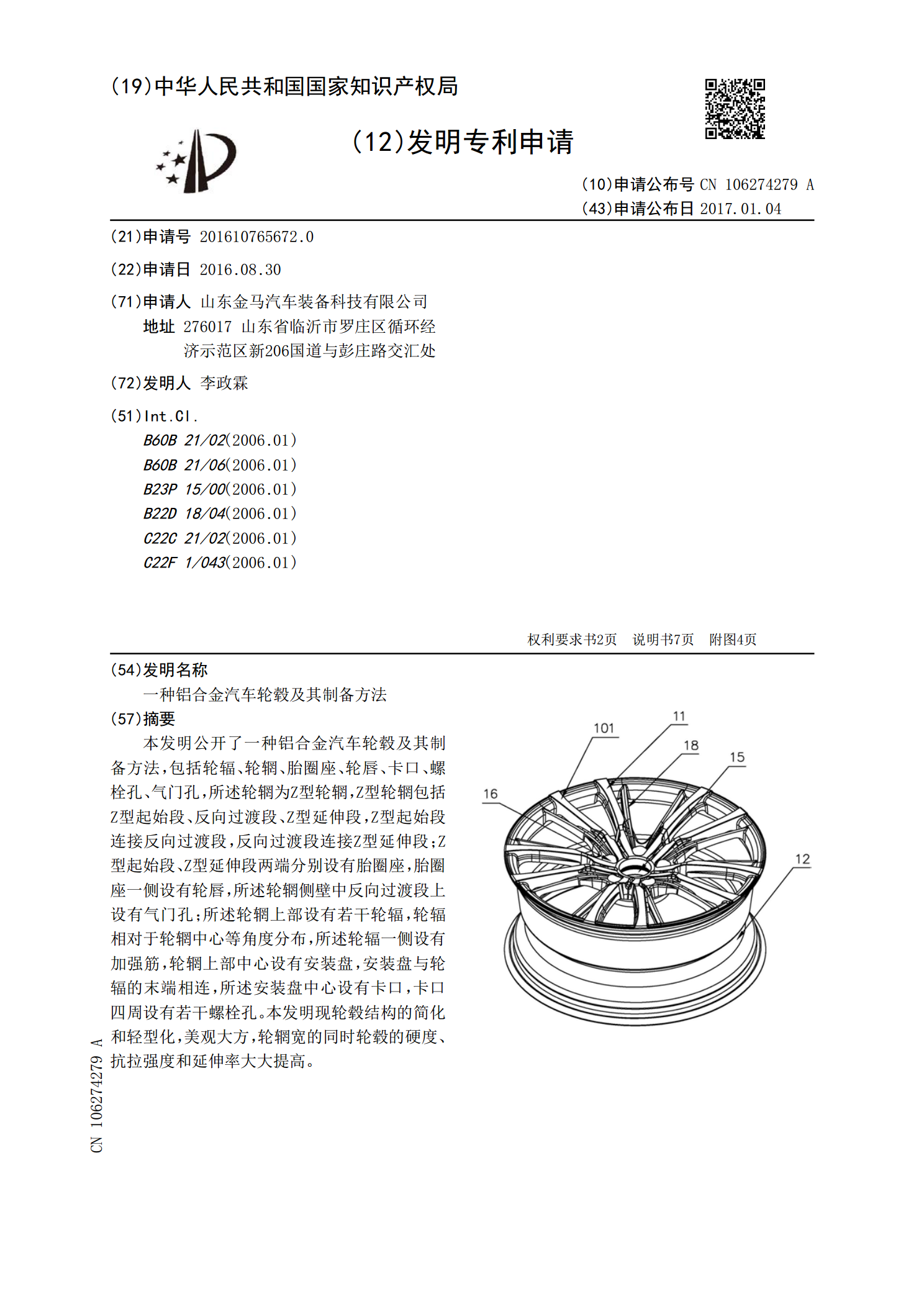
本发明公开了一种铝合金汽车轮毂及其制备方法,包括轮辐、轮辋、胎圈座、轮唇、卡口、螺栓孔、气门孔,所述轮辋为Z型轮辋,Z型轮辋包括Z型起始段、反向过渡段、Z型延伸段,Z型起始段连接反向过渡段,反向过渡段连接Z型延伸段;Z型起始段、Z型延伸段两端分别设有胎圈座,胎圈座一侧设有轮唇,所述轮辋侧壁中反向过渡段上设有气门孔;所述轮辋上部设有若干轮辐,轮辐相对于轮辋中心等角度分布,所述轮辐一侧设有加强筋,轮辋上部中心设有安装盘,安装盘与轮辐的末端相连,所述安装盘中心设有卡口,卡口四周设有若干螺栓孔。本发明现轮毂结构的

一种铝合金汽车轮毂及其制备方法.pdf
一种铝合金汽车轮毂及其制备方法。具体包括:该轮毂是由铝锭、硅元素、镁元素、钛元素、锶元素组成。制备方法是将上述铝锭溶合后,再往铝溶液添加上述硅元素、镁元素、钛元素、锶元素,然后按照常规的生产工艺制备出汽车轮毂成品。通过实施本发明,生产出来的汽车轮毂产品不但外观美、质地轻、强度好、散热性强,而且永不生锈,产品极具特色。此外,所产汽车轮毂产品生产成本低,市场前景十分广阔。

一种汽车轮毂专用铝合金锭及其制备方法.pdf
本发明公开了一种汽车轮毂专用铝合金锭,各成分的质量百分比分别为:Si1.2~2.0%、Mn0.05~0.2%、Cr0.05~0.1%、Mg1.0~1.8%、Cu0.1~0.15%、Zn0.1~0.3%、Ti0.3~0.8%、Eu0.09~0.18%、La0.09~0.16%、B0.06~0.12%、Sr0.02~0.06%,其他金属及非金属的杂质元素总量不超过0.5%,其余为Al,上述铝合金锭的制备方法包括熔化、精炼、静置和铸造的步骤。将本发明的铝合金锭用于铸造铝合金轮毂,轮毂的抗拉强度、屈服强度和延伸率

一种汽车轮毂用铝合金及其制备方法.pdf
本发明公开了一种汽车轮毂用铝合金及其制备方法,其各元素按质量百分比组成为:Si6-8、Mg0.4-0.6、Fe0.5-1.0、Cu0.15-0.25、Zn0.1-0.3、Mn0.3-0.5、Ti0.15-0.25、Mo0.06-0.12、Sn0.04-0.08、Nb0.03-0.06、Sr0.015-0.025、Ta0.01-0.02、Ce0.04-0.06、Er0.03-0.05、Yb0.02-0.03、余量为铝。本发明采用Ce、Er、Yb等稀土元素进行变质处理与氩气除气精炼相结合的工艺,细化硅相,以提

抗冲击铝合金汽车轮毂及其制备方法.pdf
本发明公开了一种抗冲击铝合金汽车轮毂及其制备方法,该方法包括:1)将铝、镁、铬、锌、钯和钒于850‑950℃下进行第一热处理,接着向体系中通入惰性气体,然后将体系冷却至660‑680℃以制得第一金属液的工序;2)将锡、银、铁、锗和钪于1150‑1200℃下进行第二热处理以制得第二金属液的工序;3)将第二金属液加入至第一金属液中,并且将混合体系的温度调节至960‑1000℃以进行熔炼,然后向混合体系中加入打渣剂进行打渣处理的工序;4)将打渣处理后的混合体系进行压铸成型、冷却以制得抗冲击铝合金汽车轮毂的工序。