
多级铝激光焊接离合器部件.pdf

雨巷****轶丽


1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多级铝激光焊接离合器部件.pdf
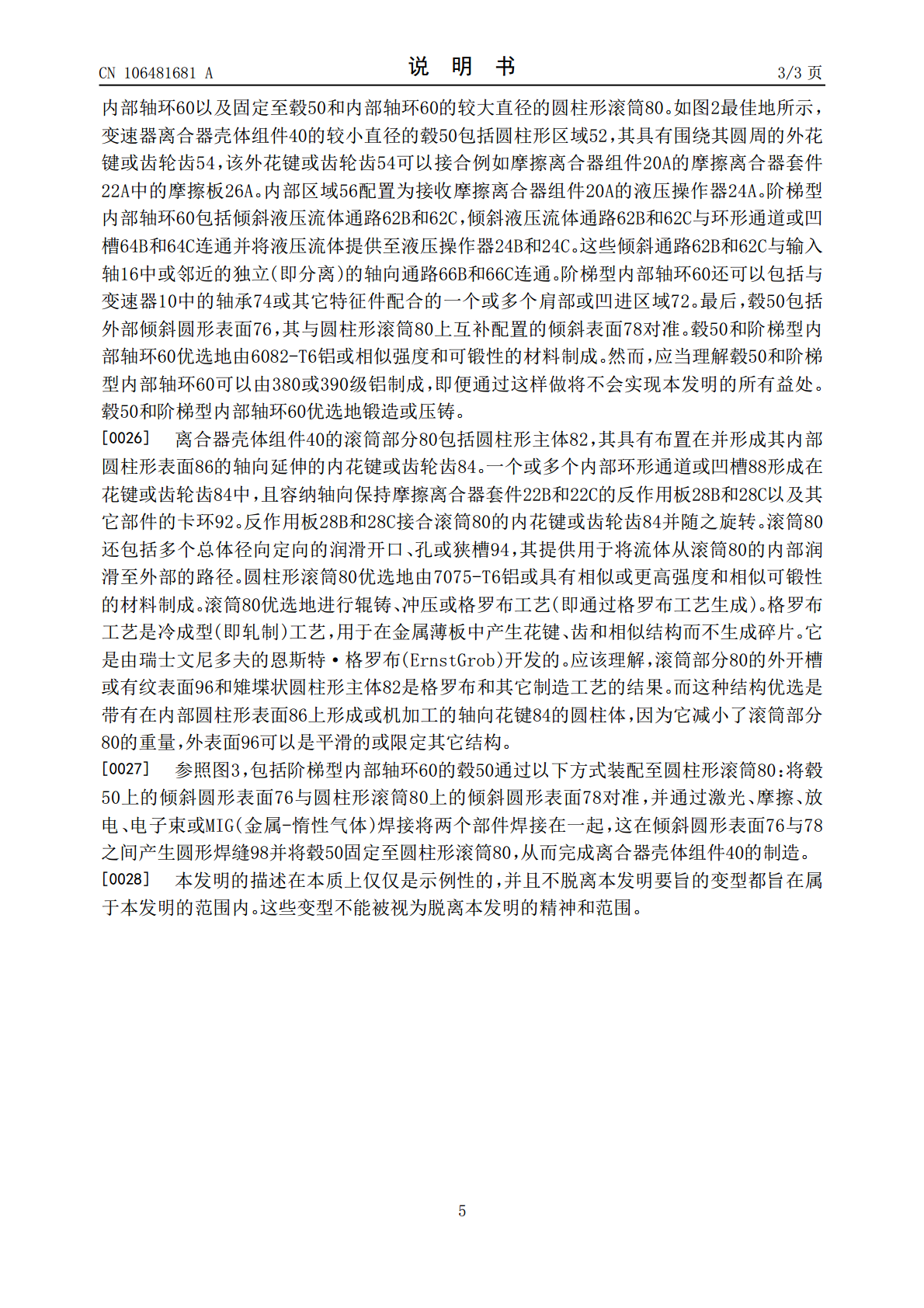
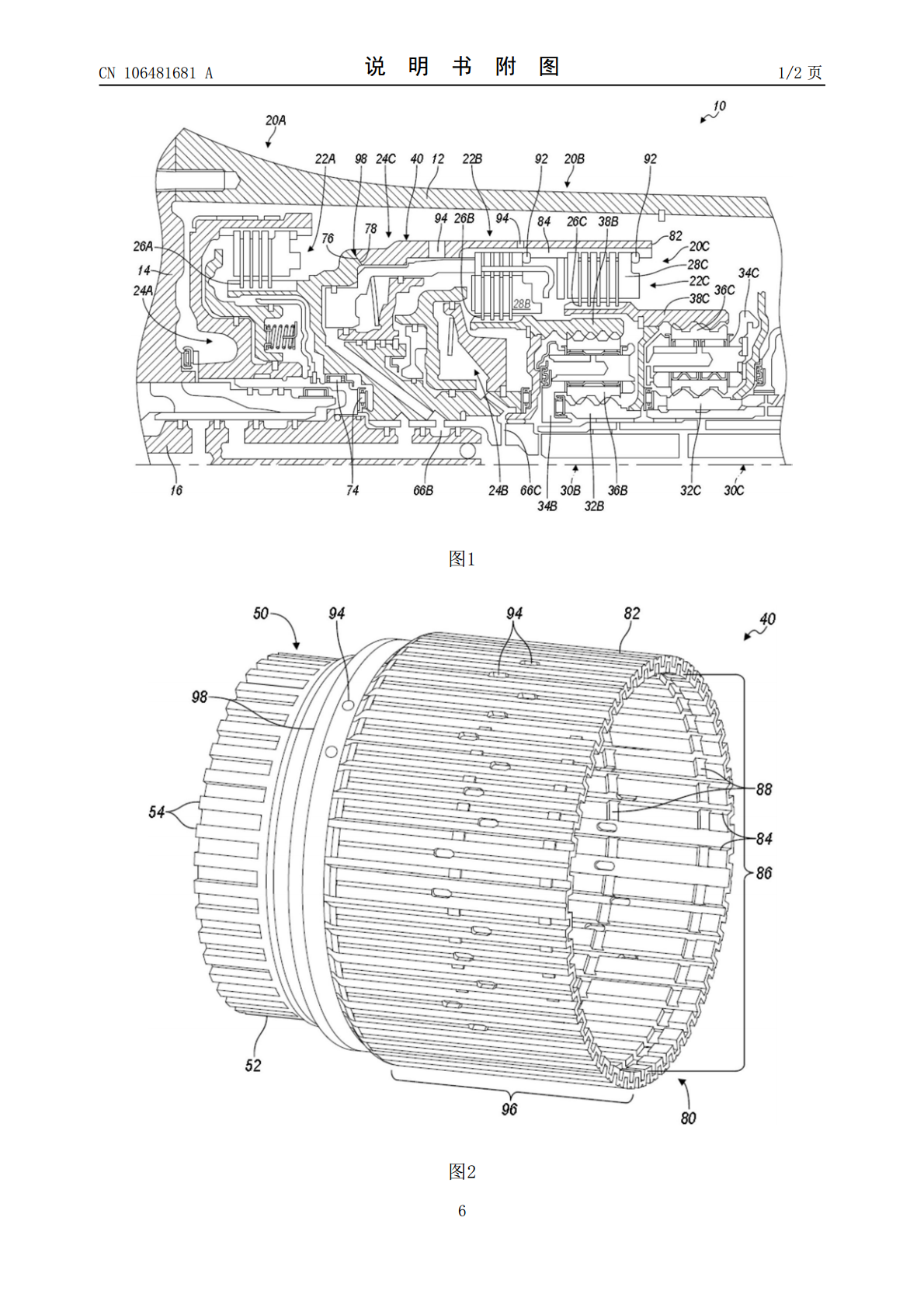
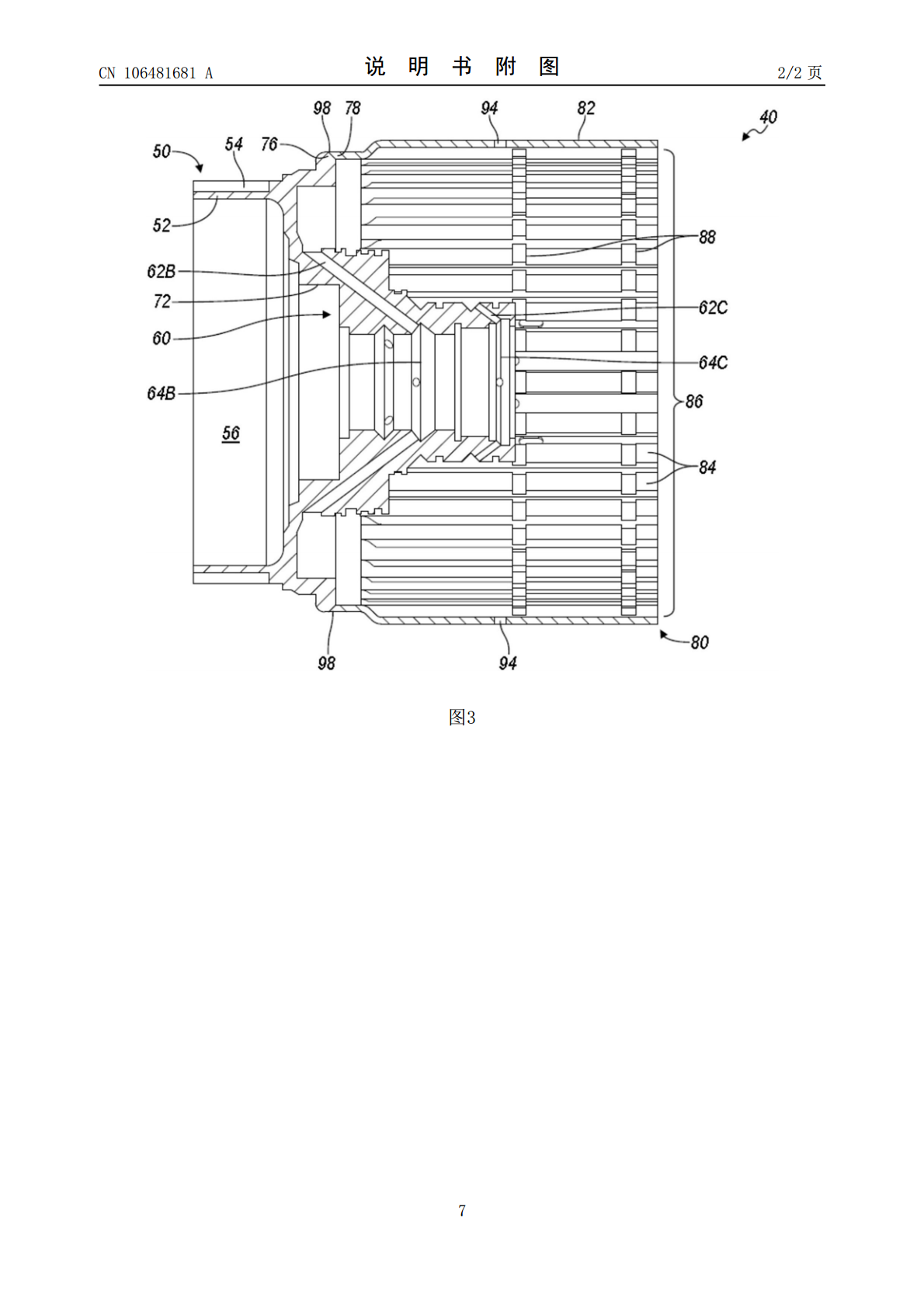
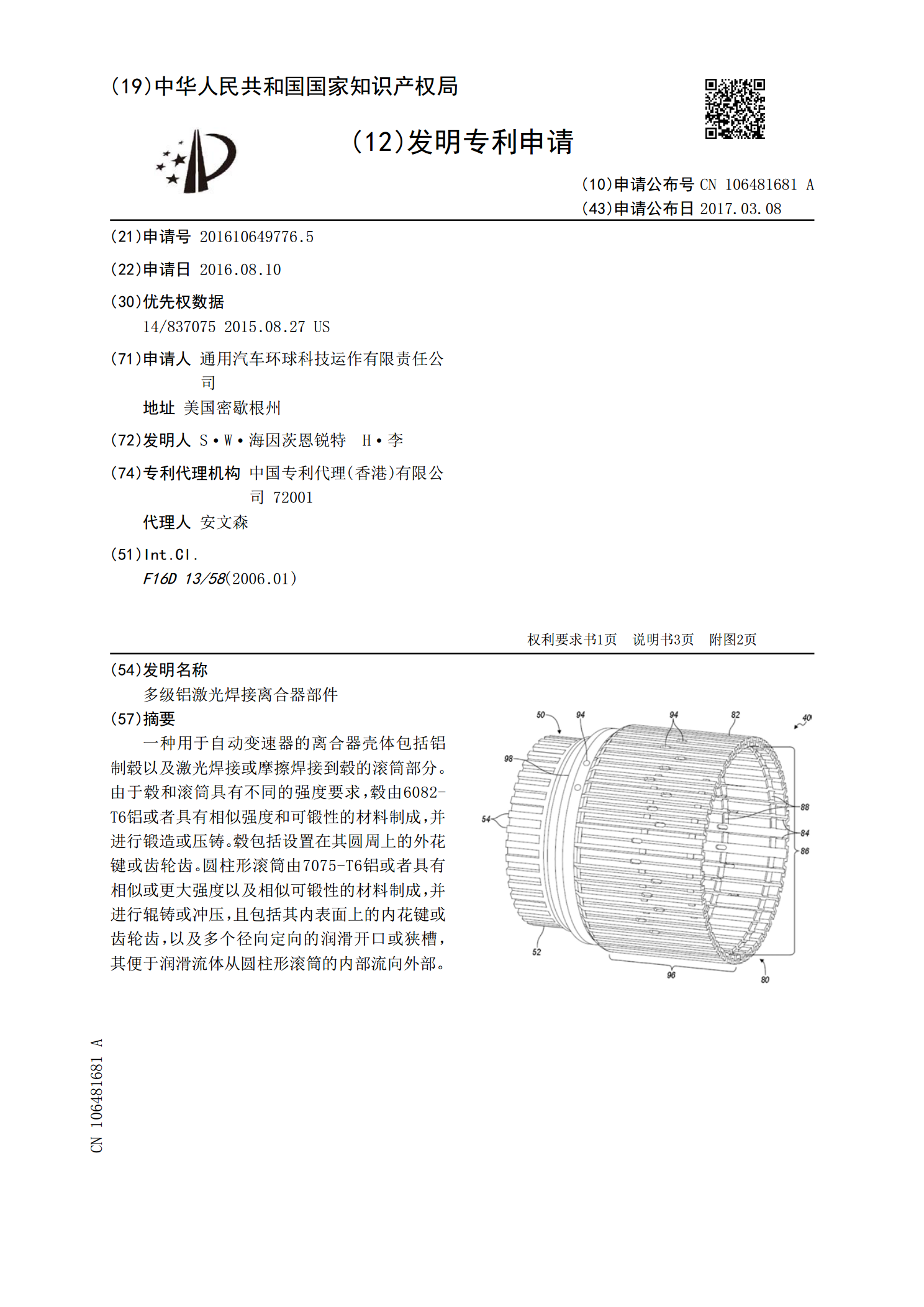
一种用于自动变速器的离合器壳体包括铝制毂以及激光焊接或摩擦焊接到毂的滚筒部分。由于毂和滚筒具有不同的强度要求,毂由6082‑T6铝或者具有相似强度和可锻性的材料制成,并进行锻造或压铸。毂包括设置在其圆周上的外花键或齿轮齿。圆柱形滚筒由7075‑T6铝或者具有相似或更大强度以及相似可锻性的材料制成,并进行辊铸或冲压,且包括其内表面上的内花键或齿轮齿,以及多个径向定向的润滑开口或狭槽,其便于润滑流体从圆柱形滚筒的内部流向外部。

压制硬化的激光焊接钢部件.pdf
提供了一种压制硬化的激光焊接钢部件,该部件包括第一和第二涂覆钢部件部分并且其中至少一者在其至少一个主面上具有包含至少30重量%的铝的含铝涂层,第一和第二涂覆钢部件部分通过焊接接头(22)接合,焊接接头的铝含量为0.5重量%至1.25重量%,并且焊接接头的微观结构包含马氏体和/或贝氏体,以及亚温铁素体的分数(α

铝及铝合金激光焊接技术-.doc
铝及铝合金激光焊接技术(LaserWelding)是近十几年来发展起来的一项新技术,与传统焊接工艺相比,它具有功能强、可靠性高、无需真空条件及效率高等特点。其功率密度大、热输入总量低、同等热输入量熔深大、热影响区小、焊接变形小、速度高、易于工业自动化等优点,特别对热处理铝合金有较大的应用优势。可提升加工速度并极大地降低热输入,从而可提升生产效率,改善焊接质量。在焊接高强度大厚度铝合金时,传统的焊接方法根本不可能单道焊透,而激光深熔焊时形成大深度的匙孔,发生匙孔效应,则可以得到实现。激光焊接铝合金有以下优点

用于生产压制硬化的激光焊接钢部件的方法和压制硬化的激光焊接钢部件.pdf
用于生产部件的方法,包括:提供第一预涂覆板(1)和第二预涂覆板(2),对第一预涂覆板(1)和第二预涂覆板进行对接焊以获得坯件(15),将坯件(15)加热至比焊接接头(22)的完全奥氏体化温度低至少10℃并且比最低温度T

具有含铁表面的铝离合器部件.pdf
本发明涉及具有含铁表面的铝离合器部件。一种用于自动变速器中所使用的摩擦离合器组件的部件,诸如外壳、毂或载架,显示减轻的重量和速度感测性能。包括整体式转速脉冲轮开口的外离合器壳体、离合器毂或载架是由铝制成,并且转速脉冲轮包含一薄层热喷涂钢材料的涂层。可替代地,可在间断的或不连续的路径中对没有转速脉冲轮开口的壳体、毂或载架的周向区域进行遮蔽并且进行热喷涂,以提供钢的齿状区域或小块区域。热喷涂的钢材料可以是低碳钢,诸如SAE?1008或1010、或者类似的合金或铁。因此,所得到的部件显示铝的重量减轻,并且与磁速