
一种涡轮盘锻件预成形工艺的优化设计方法.pdf

是湛****21


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种涡轮盘锻件预成形工艺的优化设计方法.pdf
本发明公开了一种涡轮盘锻件预成形优化设计方法。该方法包括如下步骤:(1)设计预锻模的几何形状,将其尺寸参数化,并利用Plackett‑Burmans(PB)实验设计方法确定关键影响参数;(2)以步骤1确定的关键影响因素为优化参数,采用通用旋转组合设计方法确定实验方案;(3)采用有限元法对各方案进行模拟仿真,获得实验结果;利用二阶响应面模型拟合出响应曲面,基于寻优的优化目标函数进行寻优,找出最优的参数组合。本发明的方法能够有效地优化涡轮盘的预锻成形工艺,保证锻件的变形和组织的均匀性最优。
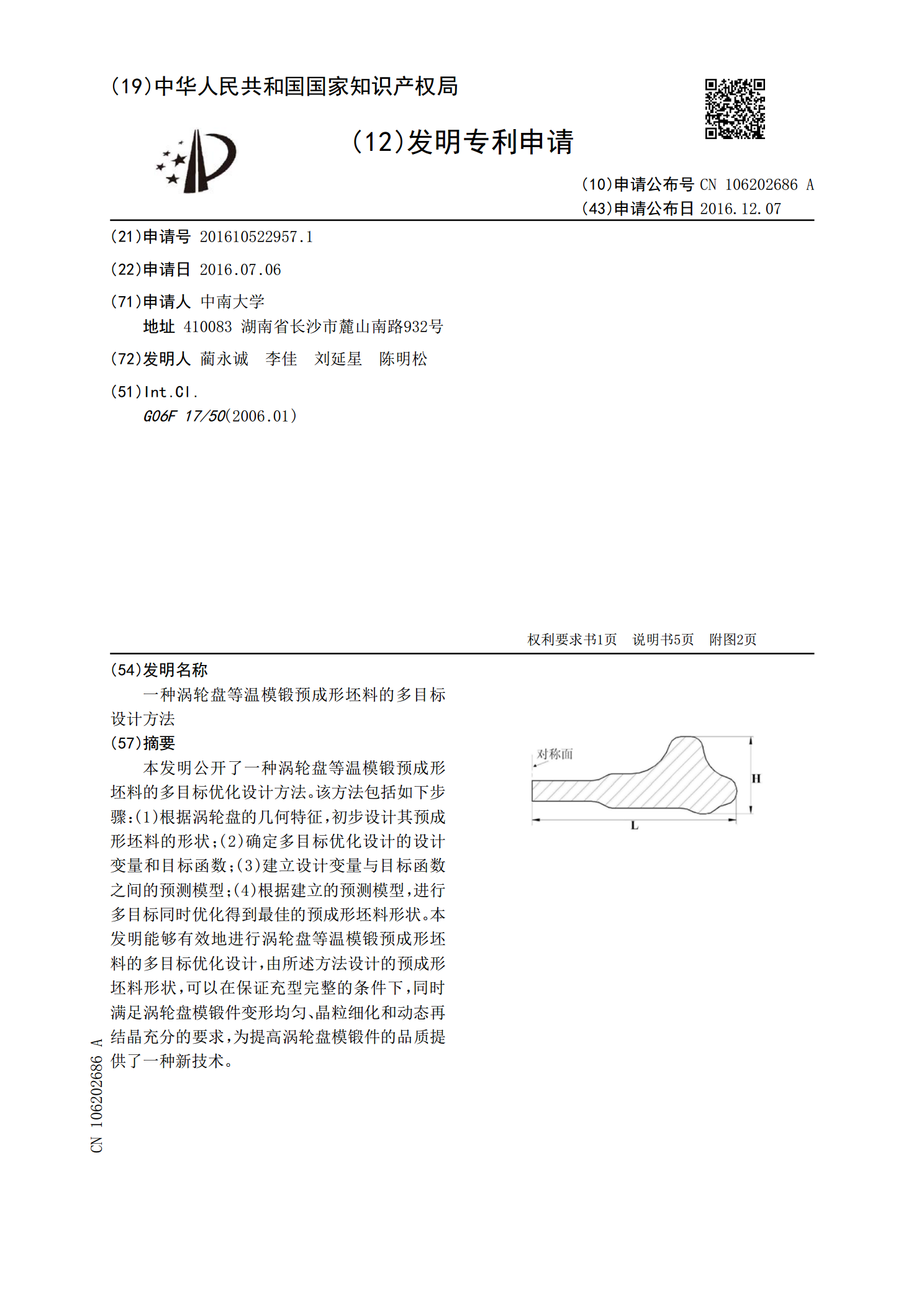
一种涡轮盘等温模锻预成形坯料的多目标设计方法.pdf
本发明公开了一种涡轮盘等温模锻预成形坯料的多目标优化设计方法。该方法包括如下步骤:(1)根据涡轮盘的几何特征,初步设计其预成形坯料的形状;(2)确定多目标优化设计的设计变量和目标函数;(3)建立设计变量与目标函数之间的预测模型;(4)根据建立的预测模型,进行多目标同时优化得到最佳的预成形坯料形状。本发明能够有效地进行涡轮盘等温模锻预成形坯料的多目标优化设计,由所述方法设计的预成形坯料形状,可以在保证充型完整的条件下,同时满足涡轮盘模锻件变形均匀、晶粒细化和动态再结晶充分的要求,为提高涡轮盘模锻件的品质提供
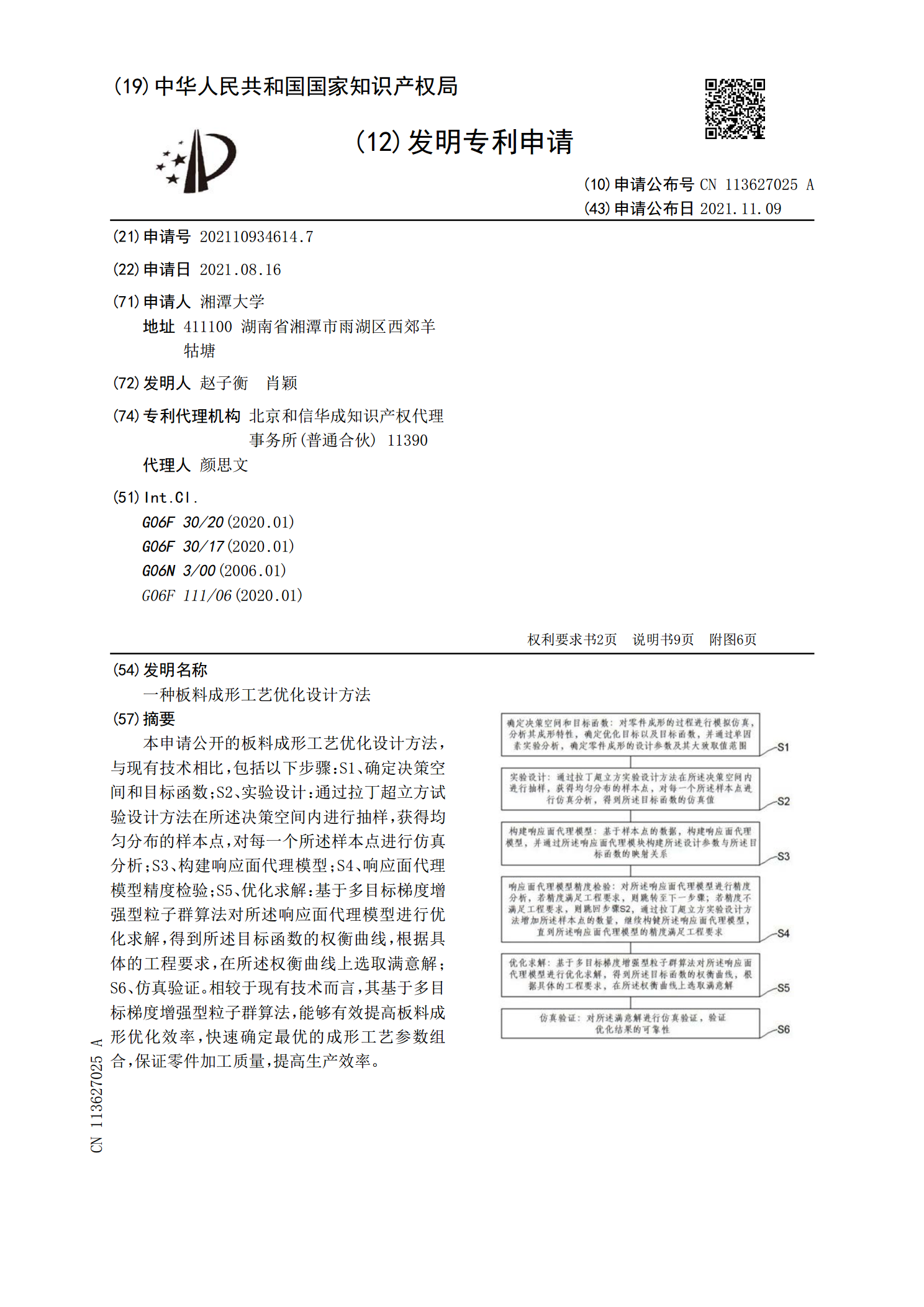
一种板料成形工艺优化设计方法.pdf
本申请公开的板料成形工艺优化设计方法,与现有技术相比,包括以下步骤:S1、确定决策空间和目标函数;S2、实验设计:通过拉丁超立方试验设计方法在所述决策空间内进行抽样,获得均匀分布的样本点,对每一个所述样本点进行仿真分析;S3、构建响应面代理模型;S4、响应面代理模型精度检验;S5、优化求解:基于多目标梯度增强型粒子群算法对所述响应面代理模型进行优化求解,得到所述目标函数的权衡曲线,根据具体的工程要求,在所述权衡曲线上选取满意解;S6、仿真验证。相较于现有技术而言,其基于多目标梯度增强型粒子群算法,能够有效
一种实现超大型涡轮盘锻件的极限成形方法.pdf
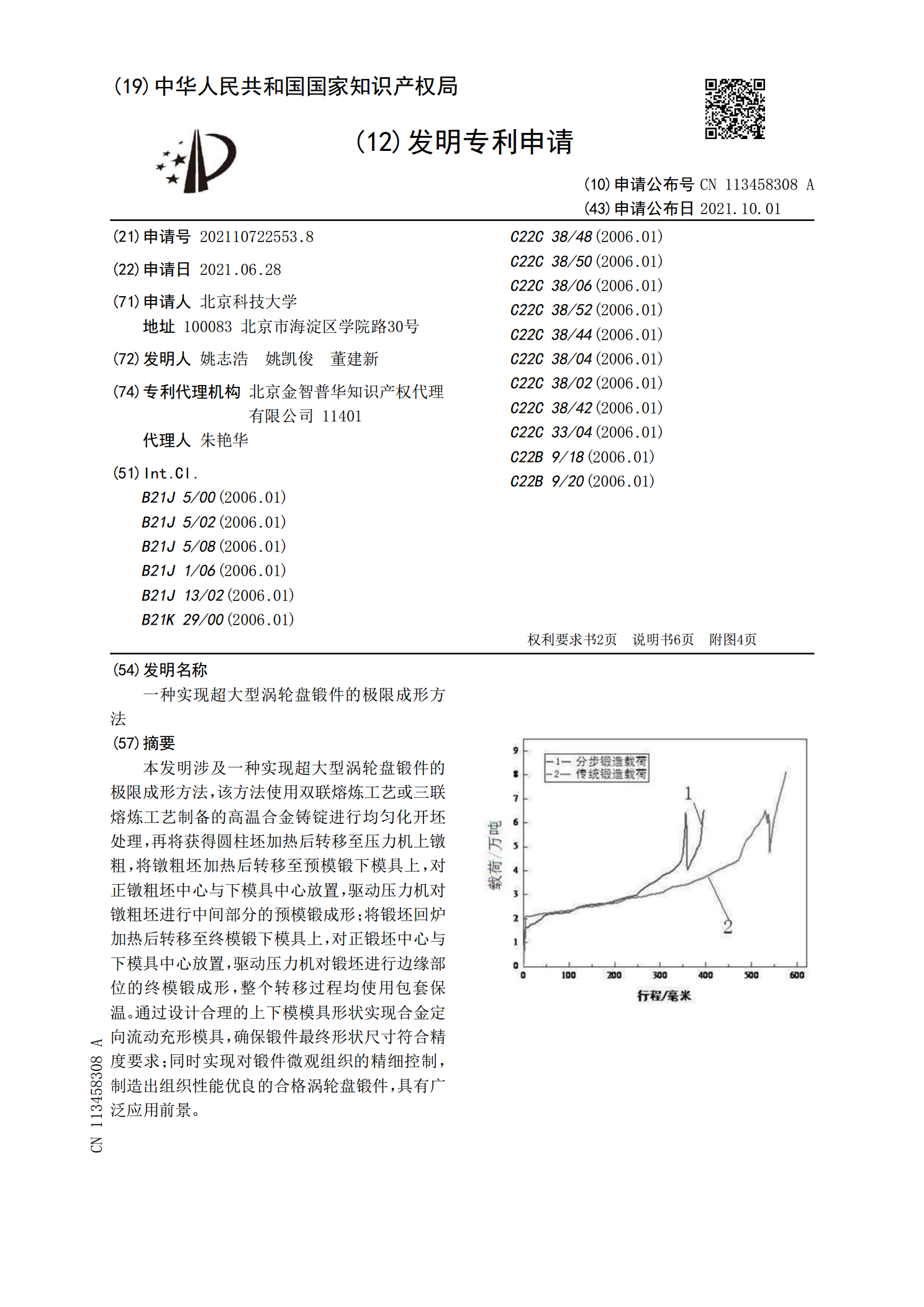
本发明涉及一种实现超大型涡轮盘锻件的极限成形方法,该方法使用双联熔炼工艺或三联熔炼工艺制备的高温合金铸锭进行均匀化开坯处理,再将获得圆柱坯加热后转移至压力机上镦粗,将镦粗坯加热后转移至预模锻下模具上,对正镦粗坯中心与下模具中心放置,驱动压力机对镦粗坯进行中间部分的预模锻成形;将锻坯回炉加热后转移至终模锻下模具上,对正锻坯中心与下模具中心放置,驱动压力机对锻坯进行边缘部位的终模锻成形,整个转移过程均使用包套保温。通过设计合理的上下模模具形状实现合金定向流动充形模具,确保锻件最终形状尺寸符合精度要求;同时实现

轮盘锻件及制造工艺.pdf
一种轮盘锻件及制造工艺,属于机械制造技术领域,该工艺对材料成分进行进一步优化,控制C、Mn元素含量上限,提高Ni元素含量,降低P、S有害元素含量,降低Si含量以降低与Mn元素的回火脆性;增加电渣重熔工艺提高钢水的纯净度,通过锻后热处理采用两次正火处理进一步使材料均质化并细化了晶粒;其原材料组分为:C、Mn、Si、P、S、Cr、Ni、Al、Cu、Fe。工艺步骤包括:电极坯冶炼、电渣重熔冶炼、钢锭退火、钢锭锻造、锻后热处理、性能热处理、性能及组织检验。本发明化学成份配比合理,材料纯净度好;心部锻实效果好;金属