
一种薄壁钣金件冲压成形方法.pdf

山柳****魔王

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁钣金件冲压成形方法.pdf
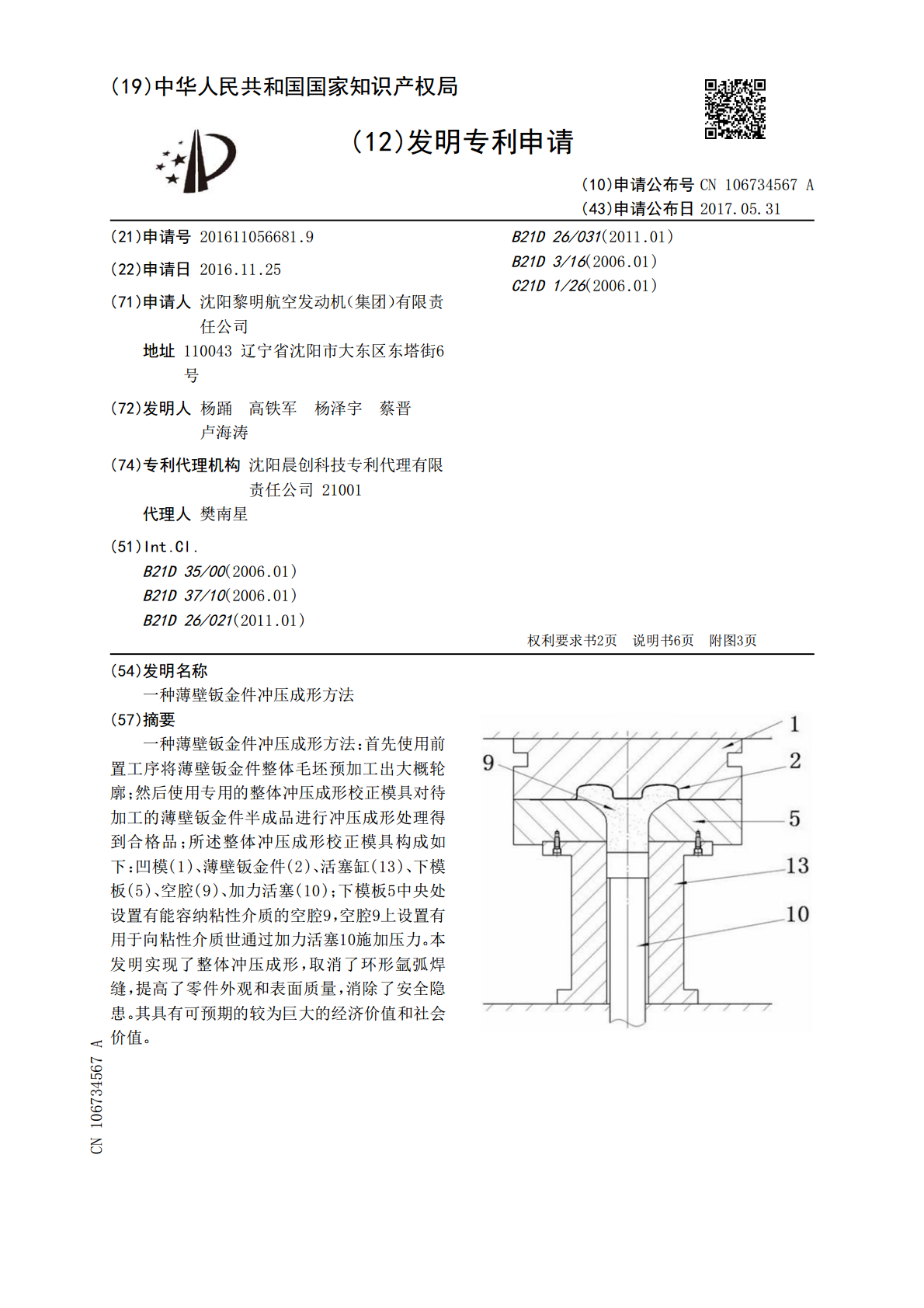
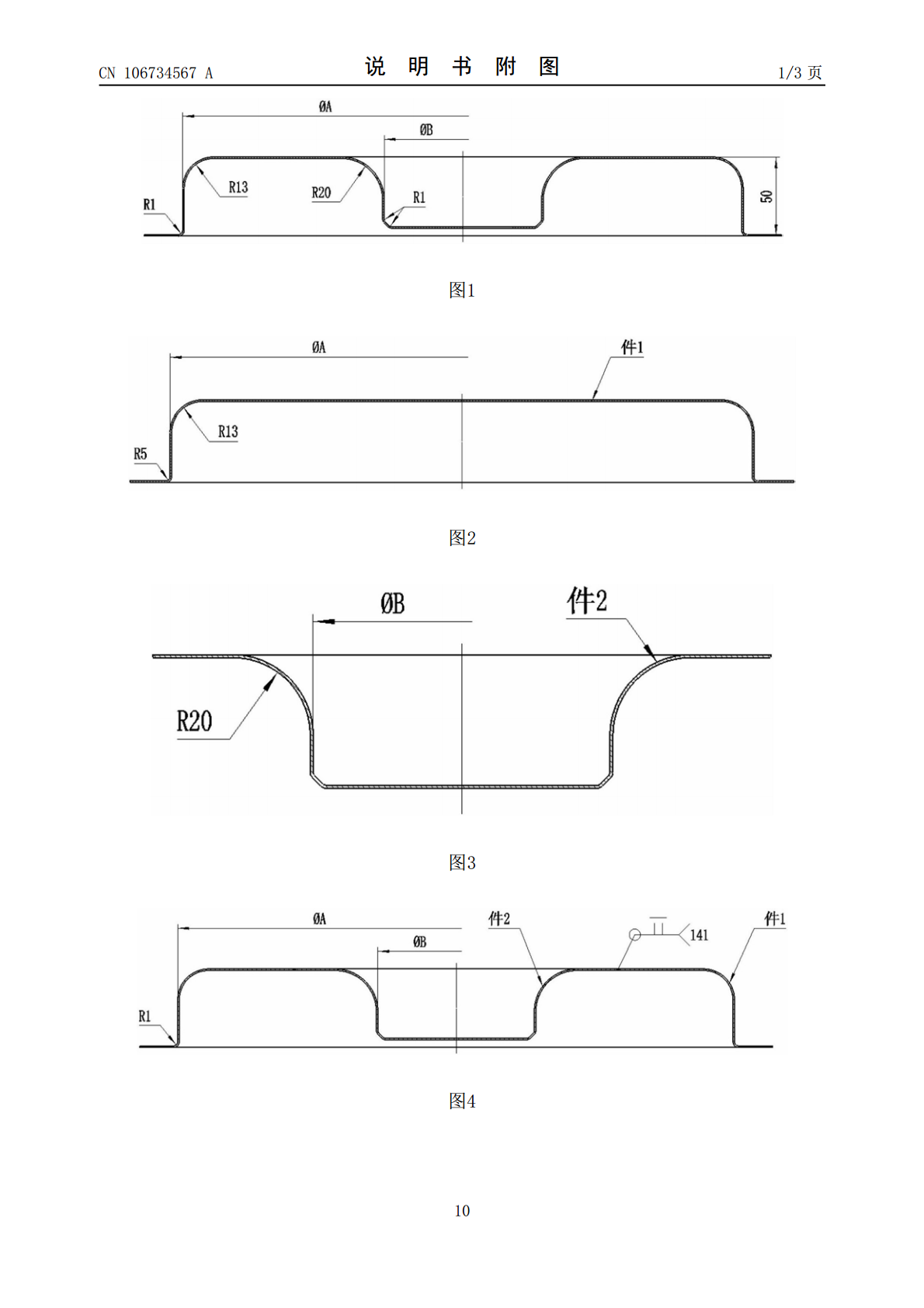
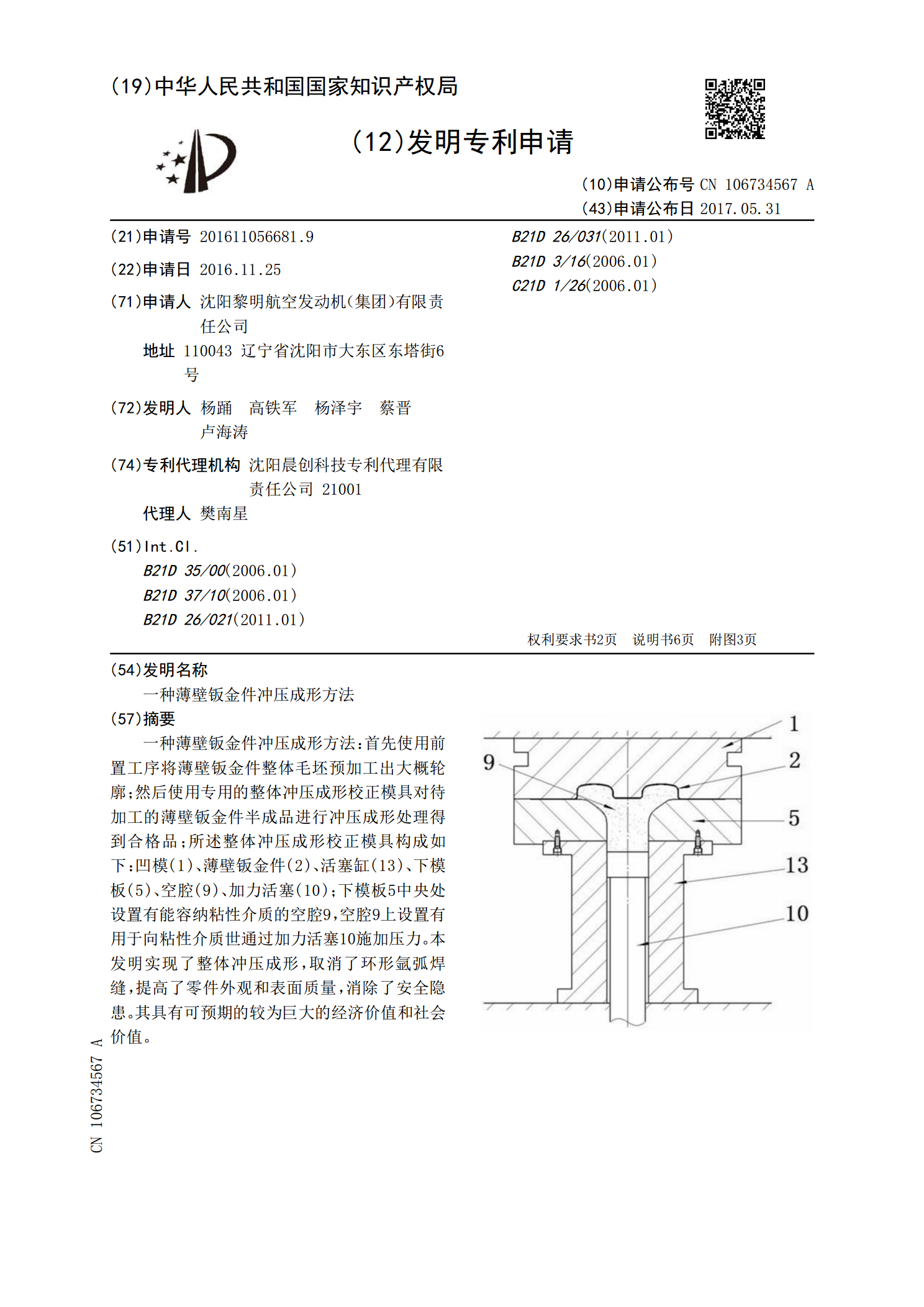
一种薄壁钣金件冲压成形方法:首先使用前置工序将薄壁钣金件整体毛坯预加工出大概轮廓;然后使用专用的整体冲压成形校正模具对待加工的薄壁钣金件半成品进行冲压成形处理得到合格品;所述整体冲压成形校正模具构成如下:凹模(1)、薄壁钣金件(2)、活塞缸(13)、下模板(5)、空腔(9)、加力活塞(10);下模板5中央处设置有能容纳粘性介质的空腔9,空腔9上设置有用于向粘性介质世通过加力活塞10施加压力。本发明实现了整体冲压成形,取消了环形氩弧焊缝,提高了零件外观和表面质量,消除了安全隐患。其具有可预期的较为巨大的经济
一种航空钣金件冲压成形模具.pdf
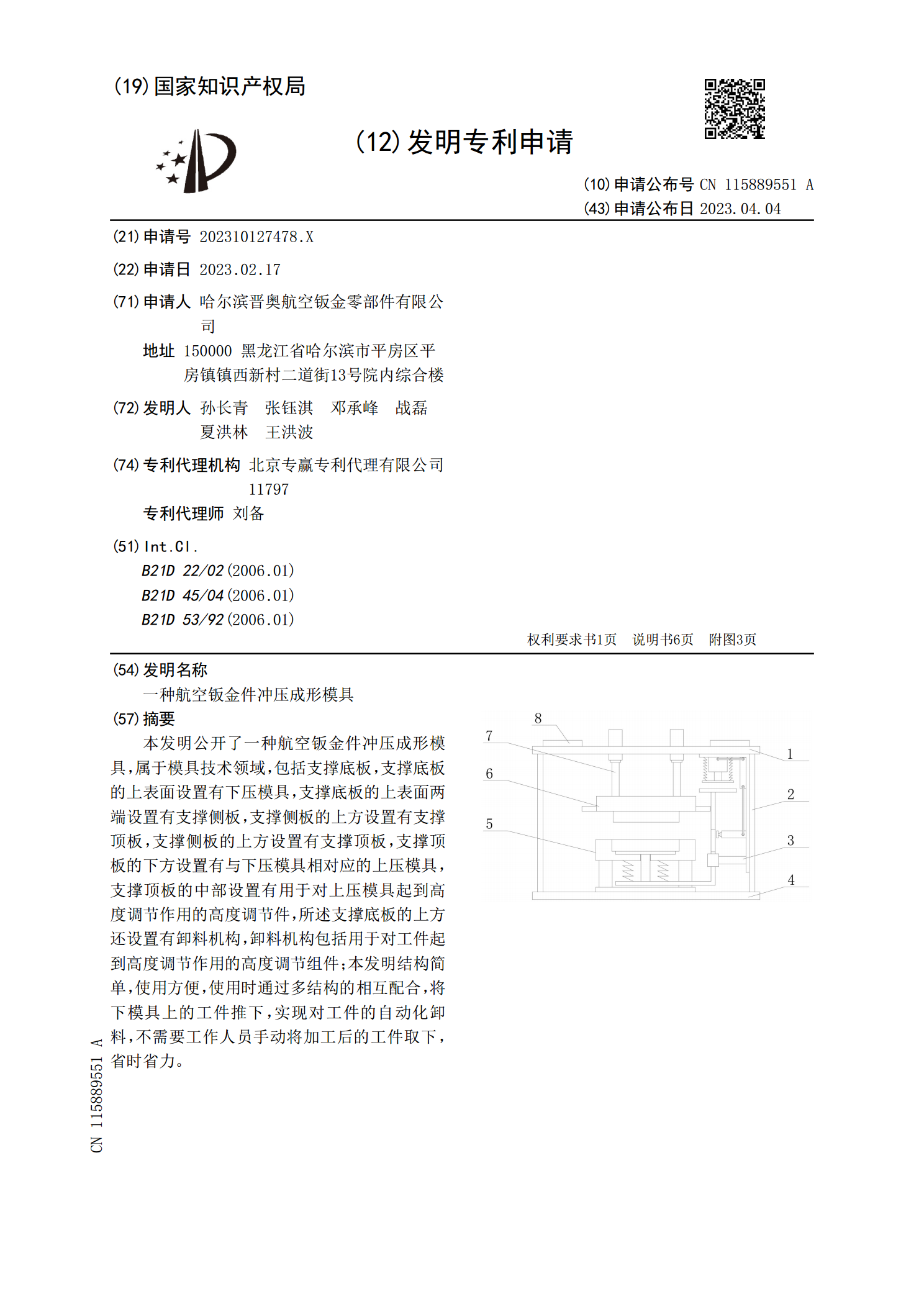
本发明公开了一种航空钣金件冲压成形模具,属于模具技术领域,包括支撑底板,支撑底板的上表面设置有下压模具,支撑底板的上表面两端设置有支撑侧板,支撑侧板的上方设置有支撑顶板,支撑侧板的上方设置有支撑顶板,支撑顶板的下方设置有与下压模具相对应的上压模具,支撑顶板的中部设置有用于对上压模具起到高度调节作用的高度调节件,所述支撑底板的上方还设置有卸料机构,卸料机构包括用于对工件起到高度调节作用的高度调节组件;本发明结构简单,使用方便,使用时通过多结构的相互配合,将下模具上的工件推下,实现对工件的自动化卸料,不需要工
一种冲压成形方法.pdf
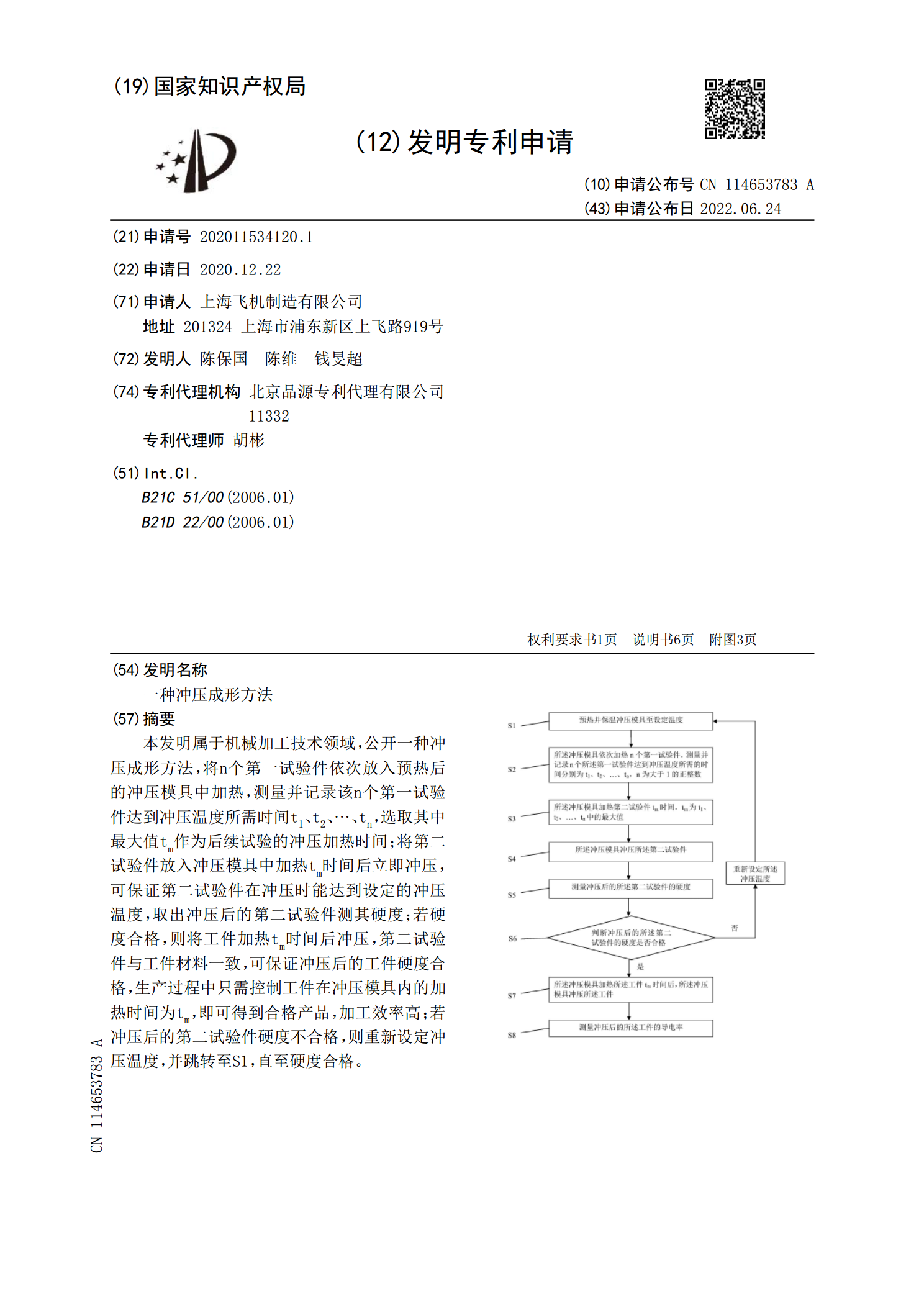
本发明属于机械加工技术领域,公开一种冲压成形方法,将n个第一试验件依次放入预热后的冲压模具中加热,测量并记录该n个第一试验件达到冲压温度所需时间t<base:Sub>1</base:Sub>、t<base:Sub>2</base:Sub>、…、t<base:Sub>n</base:Sub>,选取其中最大值t<base:Sub>m</base:Sub>作为后续试验的冲压加热时间;将第二试验件放入冲压模具中加热t<base:Sub>m</base:Sub>时间后立即冲压,可保证第二试验件在冲压时能达到设定的冲
冲压成形品的制造方法及冲压成形装置.pdf
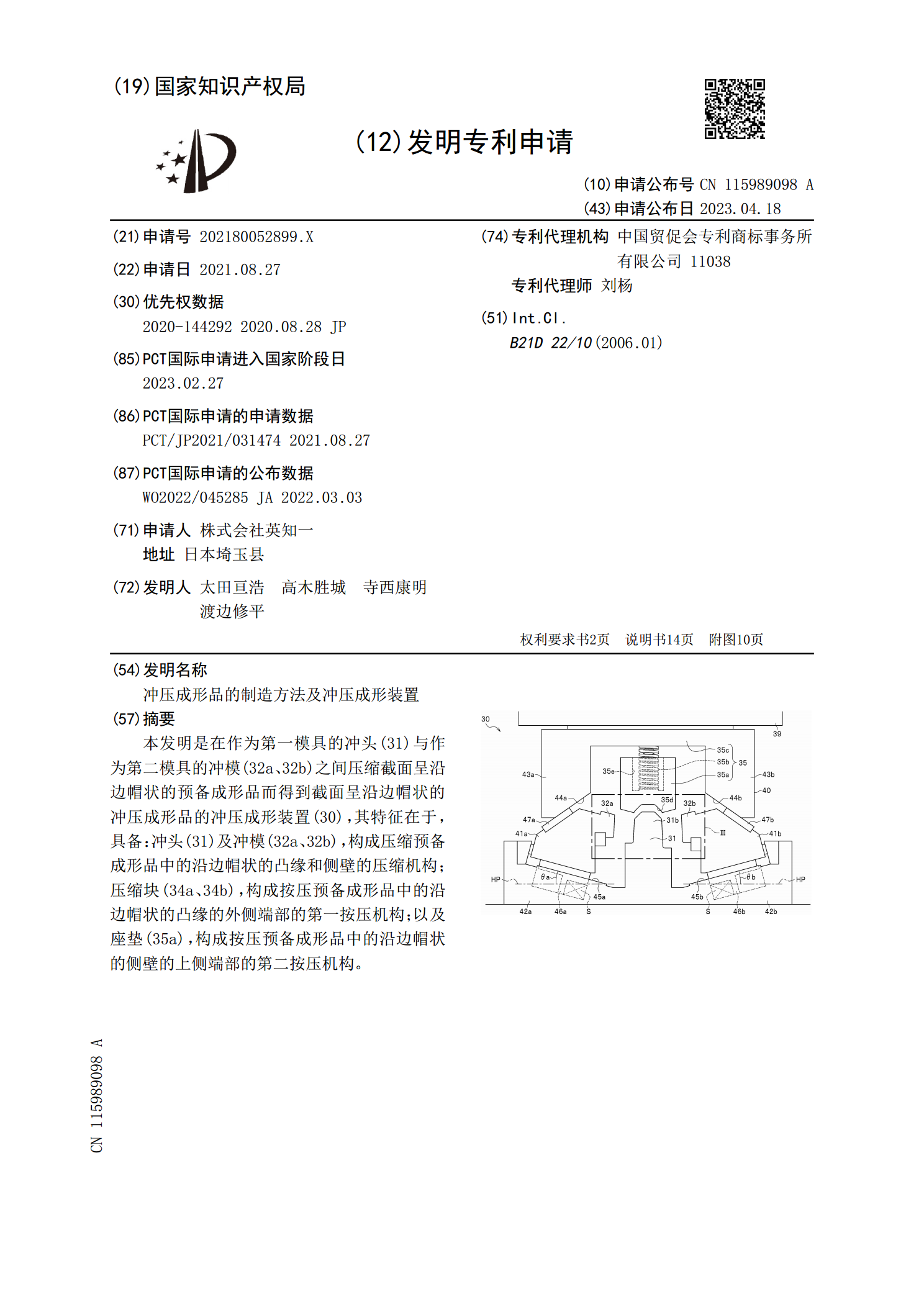
本发明是在作为第一模具的冲头(31)与作为第二模具的冲模(32a、32b)之间压缩截面呈沿边帽状的预备成形品而得到截面呈沿边帽状的冲压成形品的冲压成形装置(30),其特征在于,具备:冲头(31)及冲模(32a、32b),构成压缩预备成形品中的沿边帽状的凸缘和侧壁的压缩机构;压缩块(34a、34b),构成按压预备成形品中的沿边帽状的凸缘的外侧端部的第一按压机构;以及座垫(35a),构成按压预备成形品中的沿边帽状的侧壁的上侧端部的第二按压机构。
一种钣金件冲压折弯装置及其方法.pdf
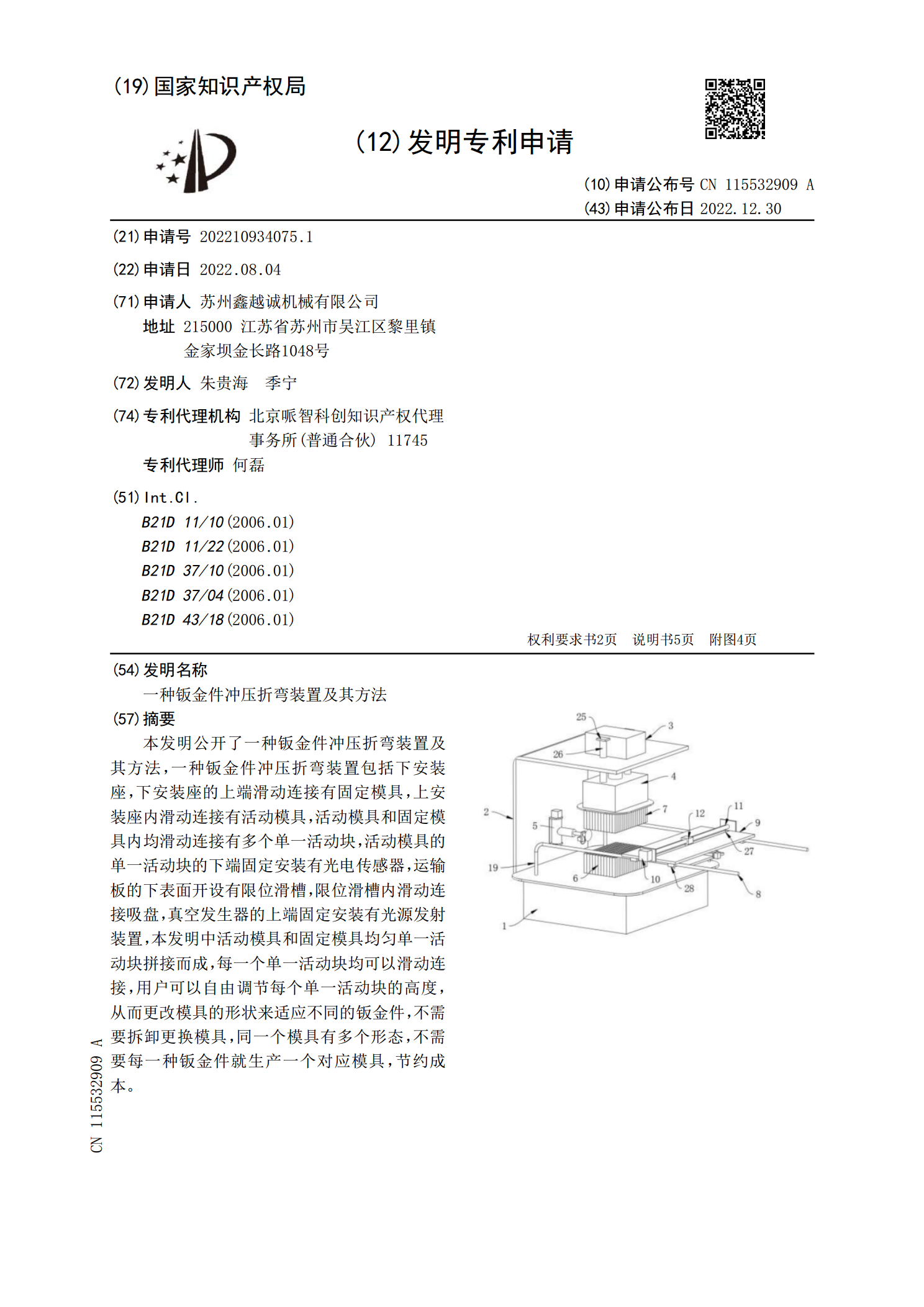
本发明公开了一种钣金件冲压折弯装置及其方法,一种钣金件冲压折弯装置包括下安装座,下安装座的上端滑动连接有固定模具,上安装座内滑动连接有活动模具,活动模具和固定模具内均滑动连接有多个单一活动块,活动模具的单一活动块的下端固定安装有光电传感器,运输板的下表面开设有限位滑槽,限位滑槽内滑动连接吸盘,真空发生器的上端固定安装有光源发射装置,本发明中活动模具和固定模具均匀单一活动块拼接而成,每一个单一活动块均可以滑动连接,用户可以自由调节每个单一活动块的高度,从而更改模具的形状来适应不同的钣金件,不需要拆卸更换模具