
玻璃瓶二次成型补气装置.pdf

安双****文章

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
玻璃瓶二次成型补气装置.pdf
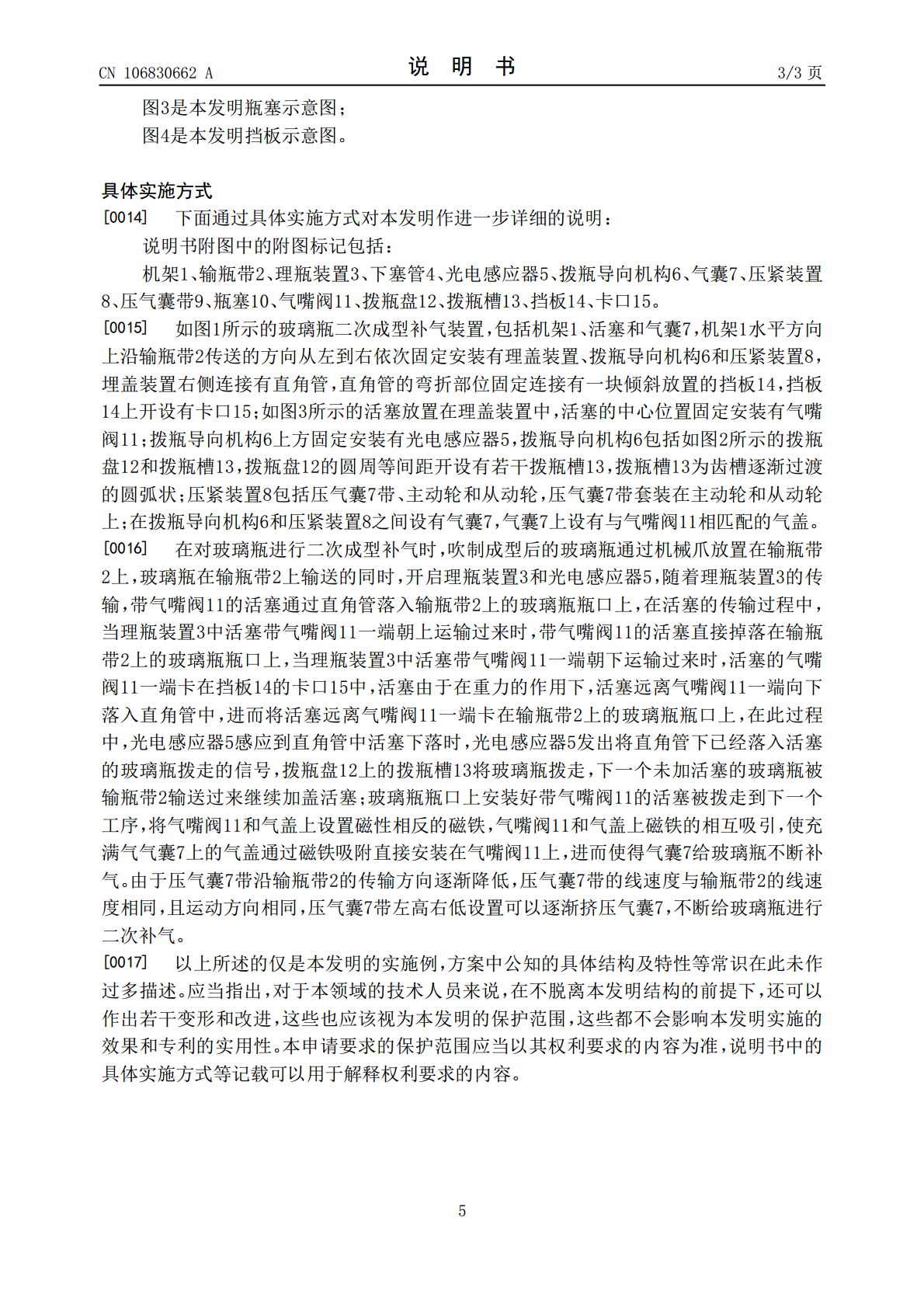
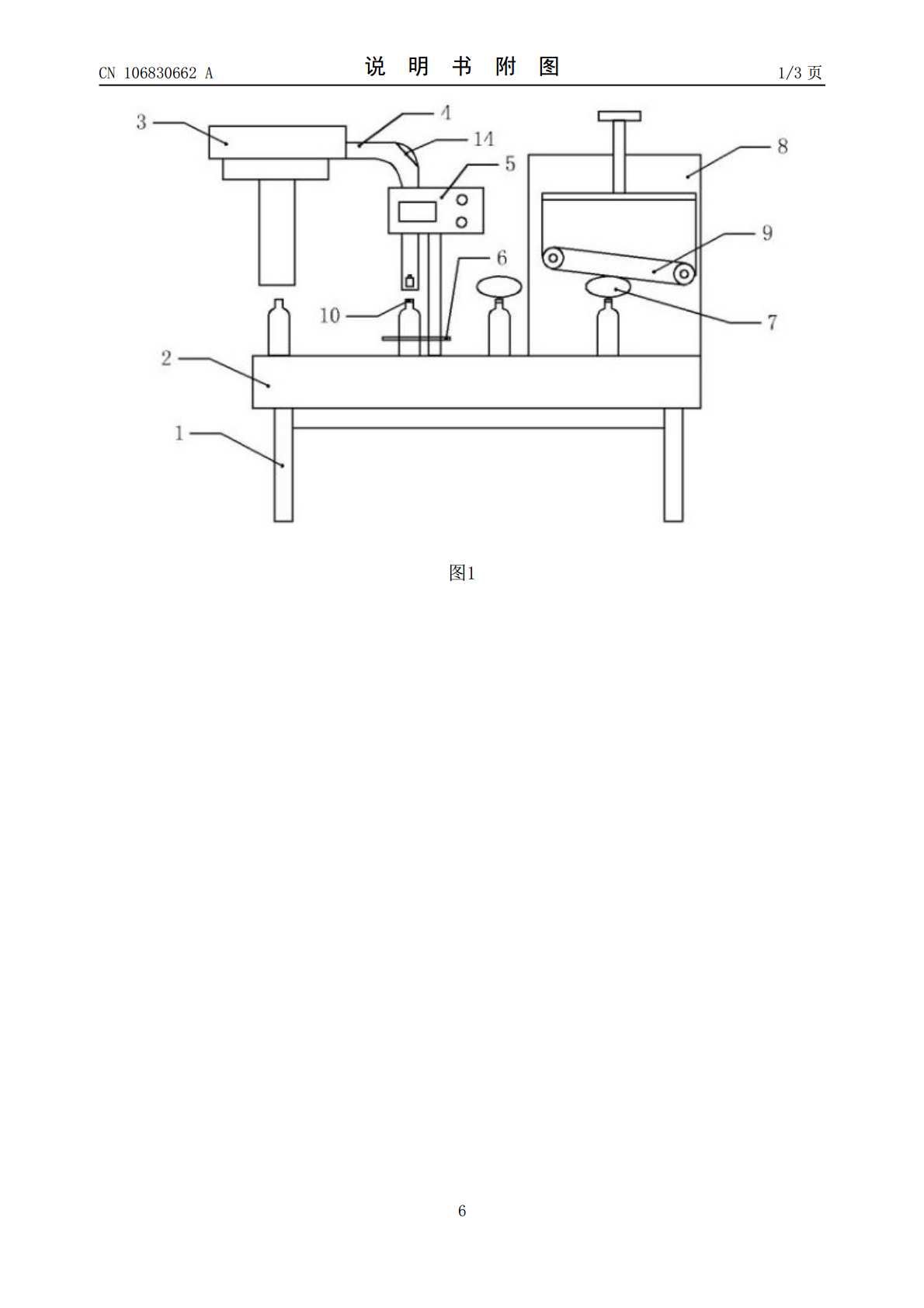
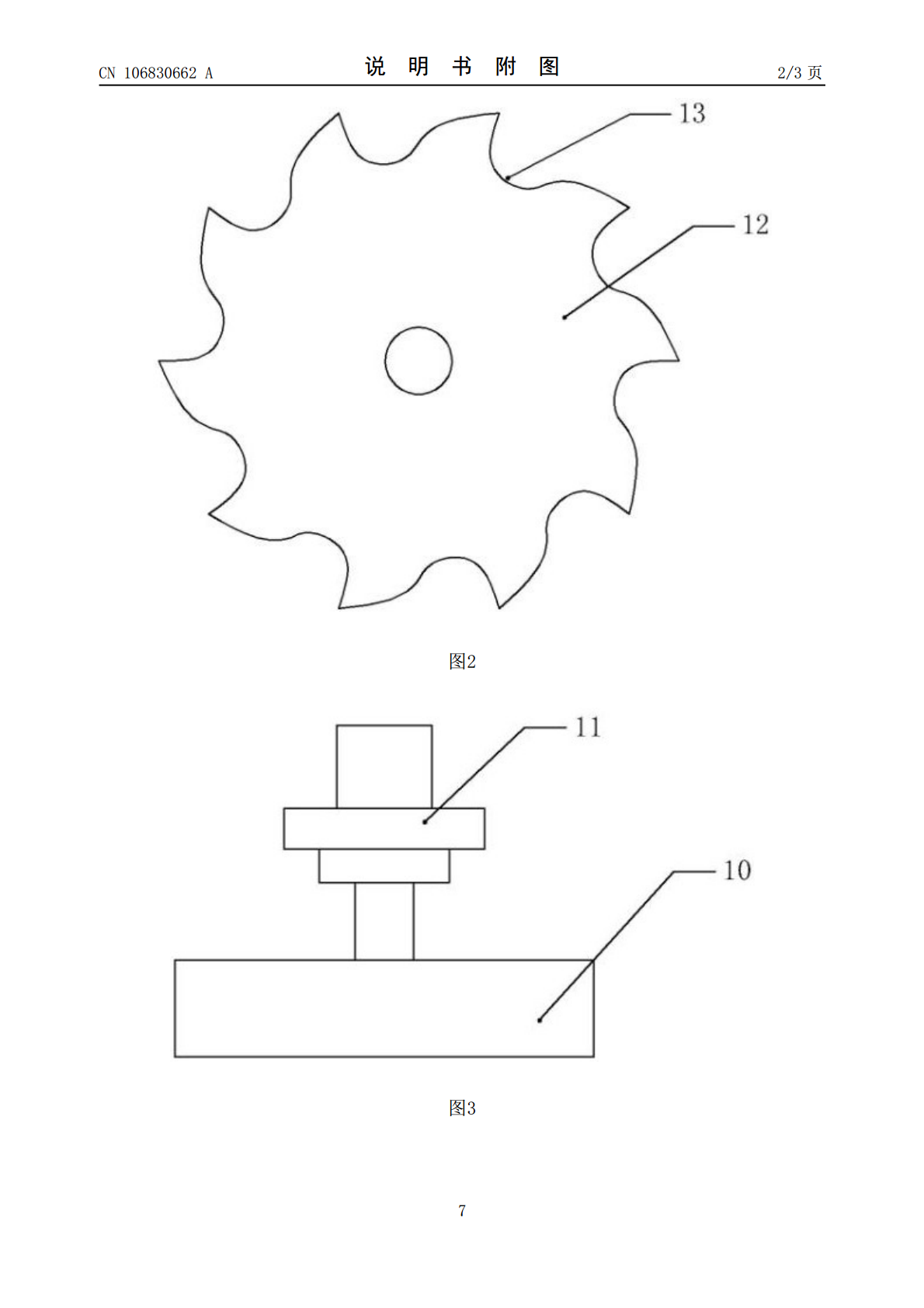
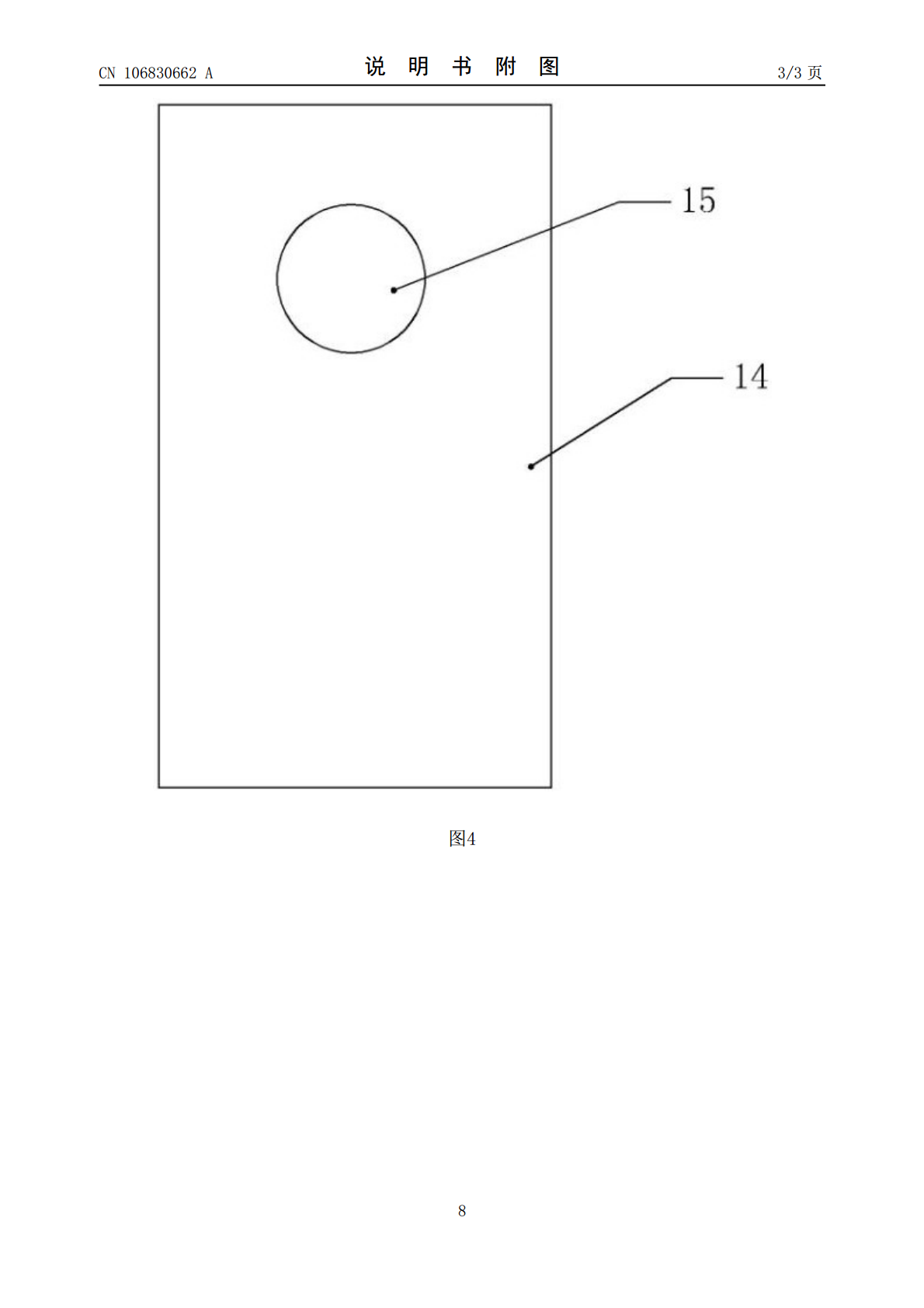
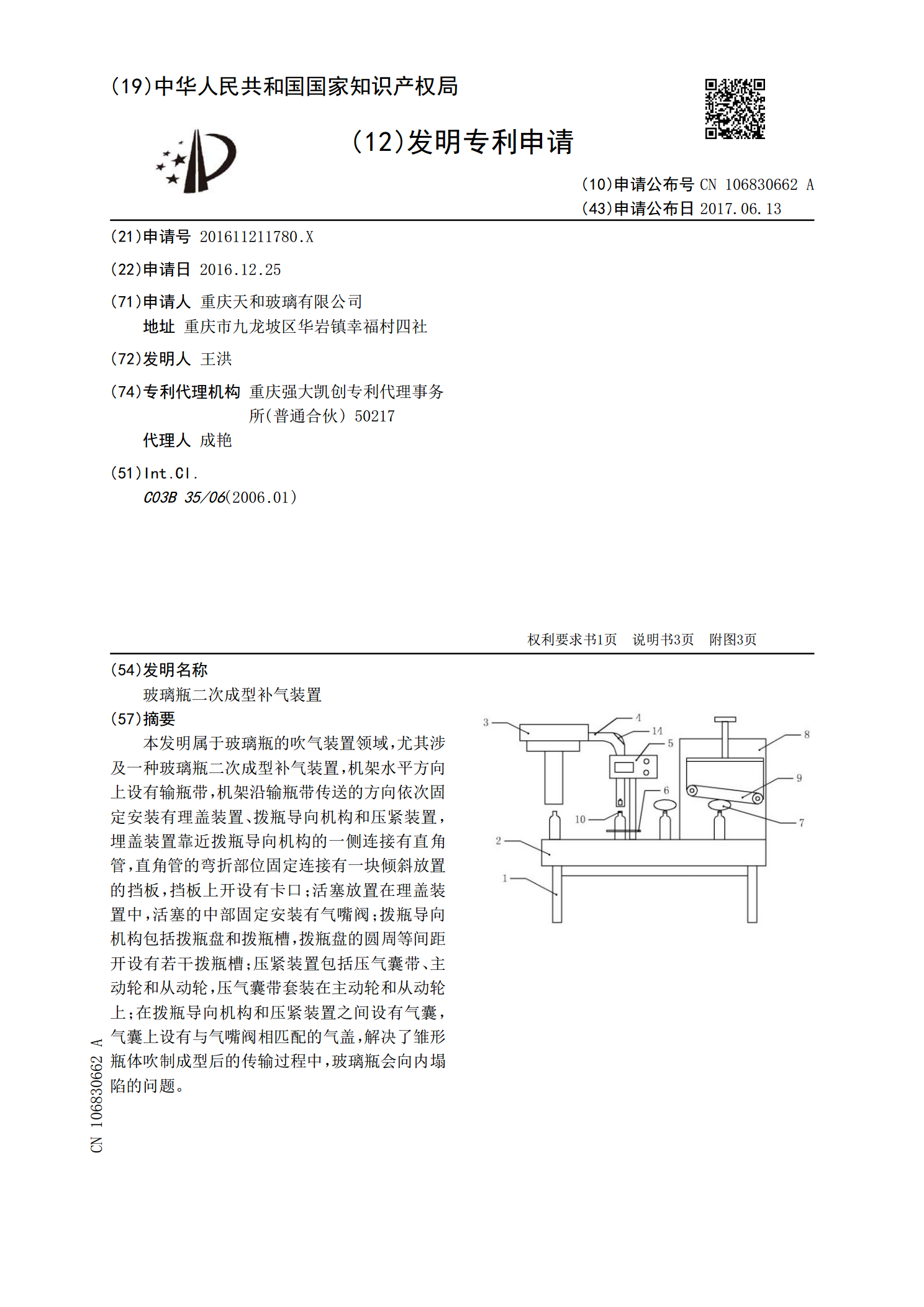
本发明属于玻璃瓶的吹气装置领域,尤其涉及一种玻璃瓶二次成型补气装置,机架水平方向上设有输瓶带,机架沿输瓶带传送的方向依次固定安装有理盖装置、拨瓶导向机构和压紧装置,埋盖装置靠近拨瓶导向机构的一侧连接有直角管,直角管的弯折部位固定连接有一块倾斜放置的挡板,挡板上开设有卡口;活塞放置在理盖装置中,活塞的中部固定安装有气嘴阀;拨瓶导向机构包括拨瓶盘和拨瓶槽,拨瓶盘的圆周等间距开设有若干拨瓶槽;压紧装置包括压气囊带、主动轮和从动轮,压气囊带套装在主动轮和从动轮上;在拨瓶导向机构和压紧装置之间设有气囊,气囊上设有与
药用玻璃瓶的瓶口成型装置.pdf
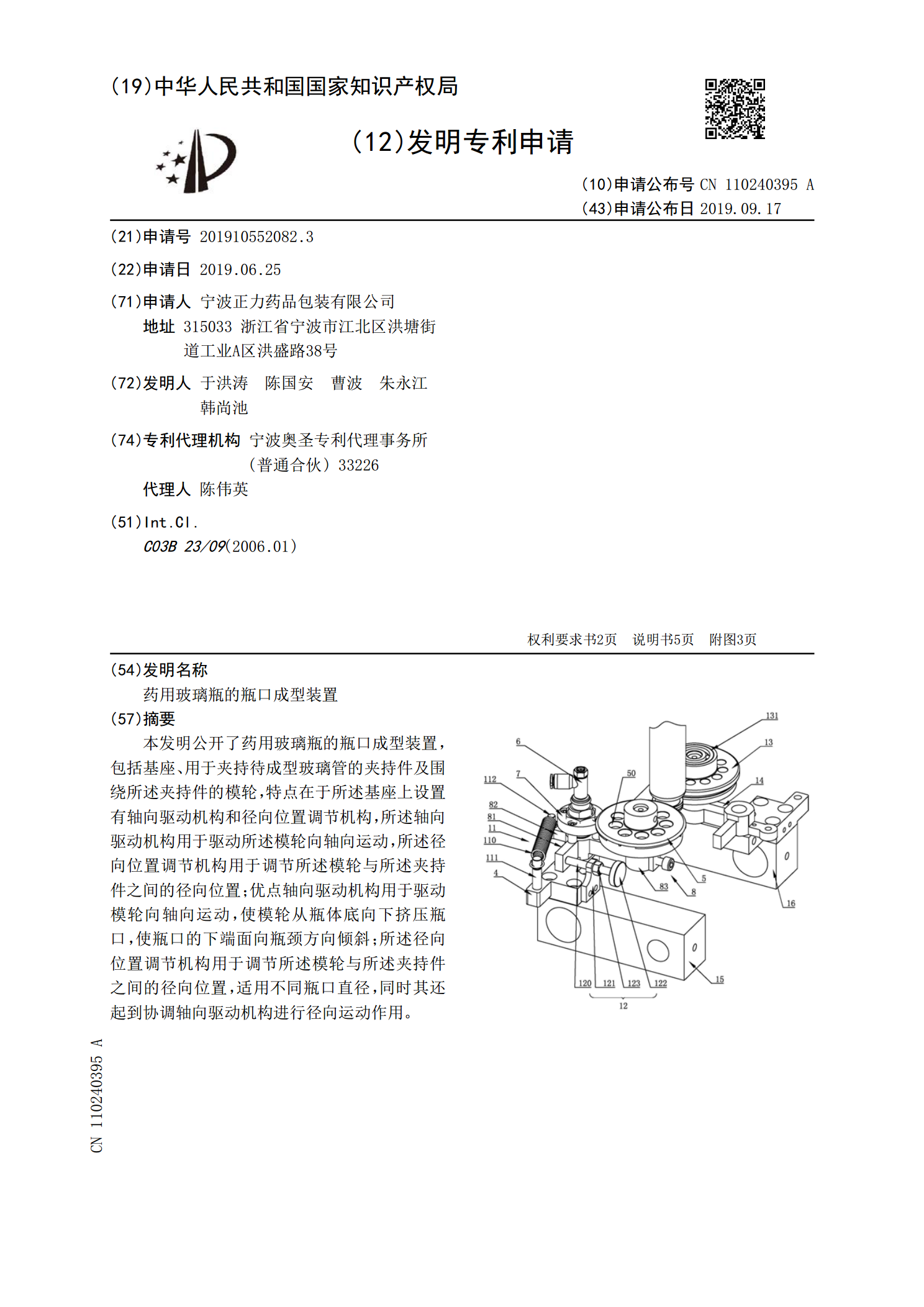
本发明公开了药用玻璃瓶的瓶口成型装置,包括基座、用于夹持待成型玻璃管的夹持件及围绕所述夹持件的模轮,特点在于所述基座上设置有轴向驱动机构和径向位置调节机构,所述轴向驱动机构用于驱动所述模轮向轴向运动,所述径向位置调节机构用于调节所述模轮与所述夹持件之间的径向位置;优点轴向驱动机构用于驱动模轮向轴向运动,使模轮从瓶体底向下挤压瓶口,使瓶口的下端面向瓶颈方向倾斜;所述径向位置调节机构用于调节所述模轮与所述夹持件之间的径向位置,适用不同瓶口直径,同时其还起到协调轴向驱动机构进行径向运动作用。
一种玻璃瓶吹塑成型装置.pdf
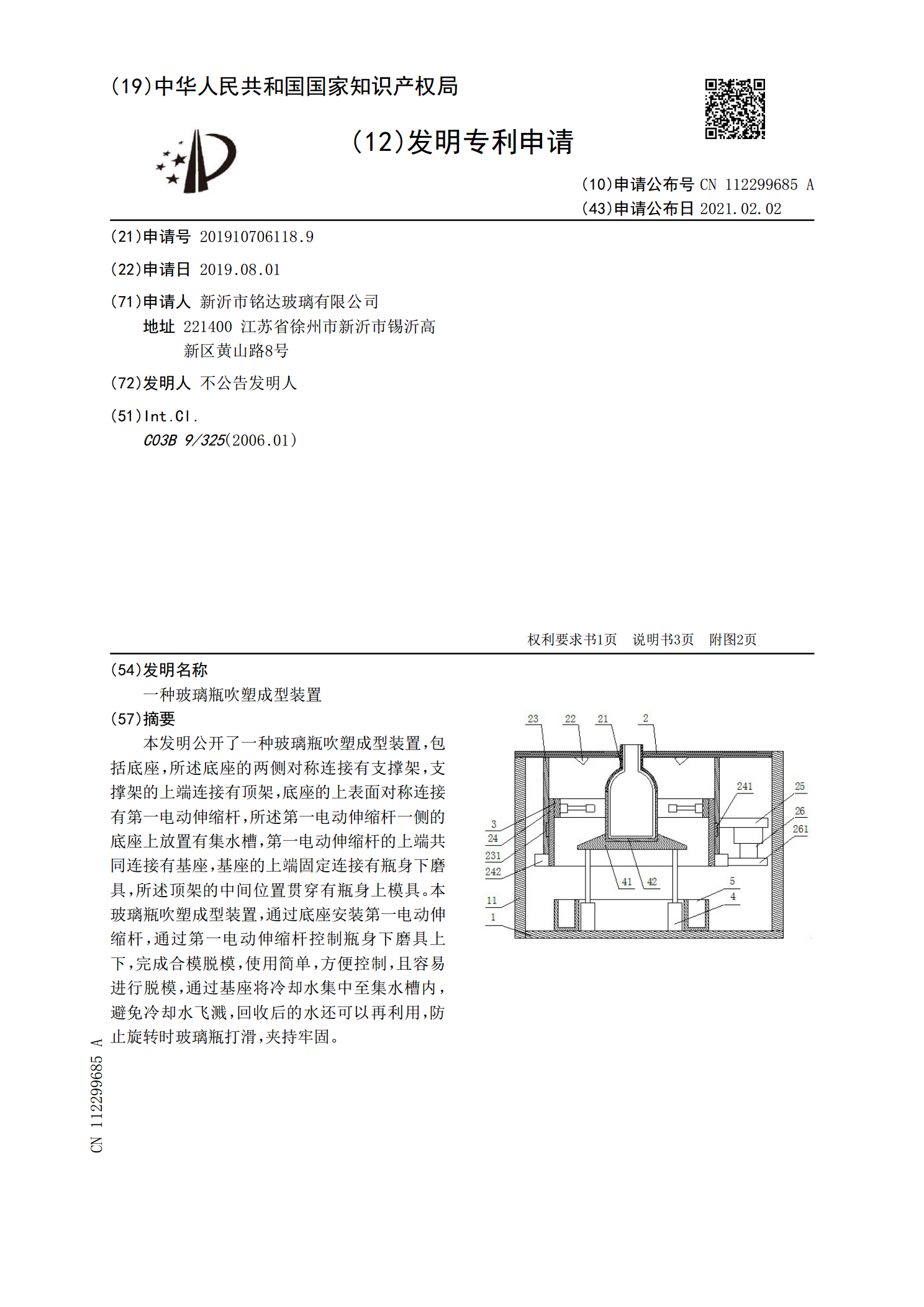
本发明公开了一种玻璃瓶吹塑成型装置,包括底座,所述底座的两侧对称连接有支撑架,支撑架的上端连接有顶架,底座的上表面对称连接有第一电动伸缩杆,所述第一电动伸缩杆一侧的底座上放置有集水槽,第一电动伸缩杆的上端共同连接有基座,基座的上端固定连接有瓶身下磨具,所述顶架的中间位置贯穿有瓶身上模具。本玻璃瓶吹塑成型装置,通过底座安装第一电动伸缩杆,通过第一电动伸缩杆控制瓶身下磨具上下,完成合模脱模,使用简单,方便控制,且容易进行脱模,通过基座将冷却水集中至集水槽内,避免冷却水飞溅,回收后的水还可以再利用,防止旋转时玻
石英厚壁管二次成型装置及成型方法.pdf
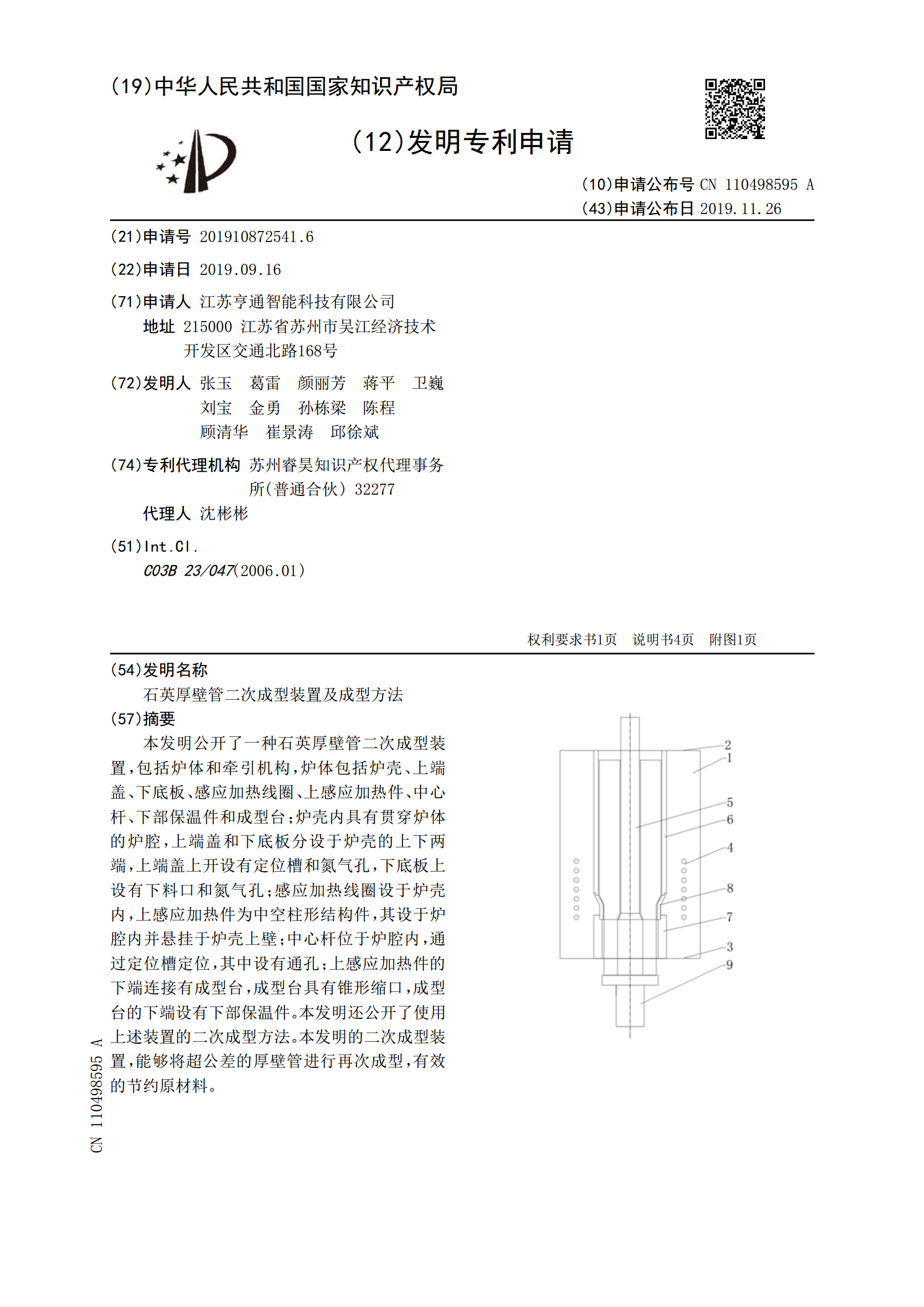
本发明公开了一种石英厚壁管二次成型装置,包括炉体和牵引机构,炉体包括炉壳、上端盖、下底板、感应加热线圈、上感应加热件、中心杆、下部保温件和成型台;炉壳内具有贯穿炉体的炉腔,上端盖和下底板分设于炉壳的上下两端,上端盖上开设有定位槽和氮气孔,下底板上设有下料口和氮气孔;感应加热线圈设于炉壳内,上感应加热件为中空柱形结构件,其设于炉腔内并悬挂于炉壳上壁;中心杆位于炉腔内,通过定位槽定位,其中设有通孔;上感应加热件的下端连接有成型台,成型台具有锥形缩口,成型台的下端设有下部保温件。本发明还公开了使用上述装置的二次

提前增压补气装置.pdf
本发明涉及一种提前增压补气装置,包括废气涡轮增压器和中冷系统,中冷系统连接发动机,所述的废气涡轮增压器的出气端上设置有第一单向阀,发动机的进气歧管连接有补气装置,所述的补气装置与发动机的进气歧管的连接处加装有第二单向阀。采用本发明即使在进气不充足、废气涡轮增压器无法正常使用的情况下,也可以高速补气,达到最佳燃烧状态,而且制作工艺简单,又不会影响电机的使用寿命,成本较低。