
一种用于双车锻造模具转运和装卸的装置及方法.pdf

猫巷****提格

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于双车锻造模具转运和装卸的装置及方法.pdf
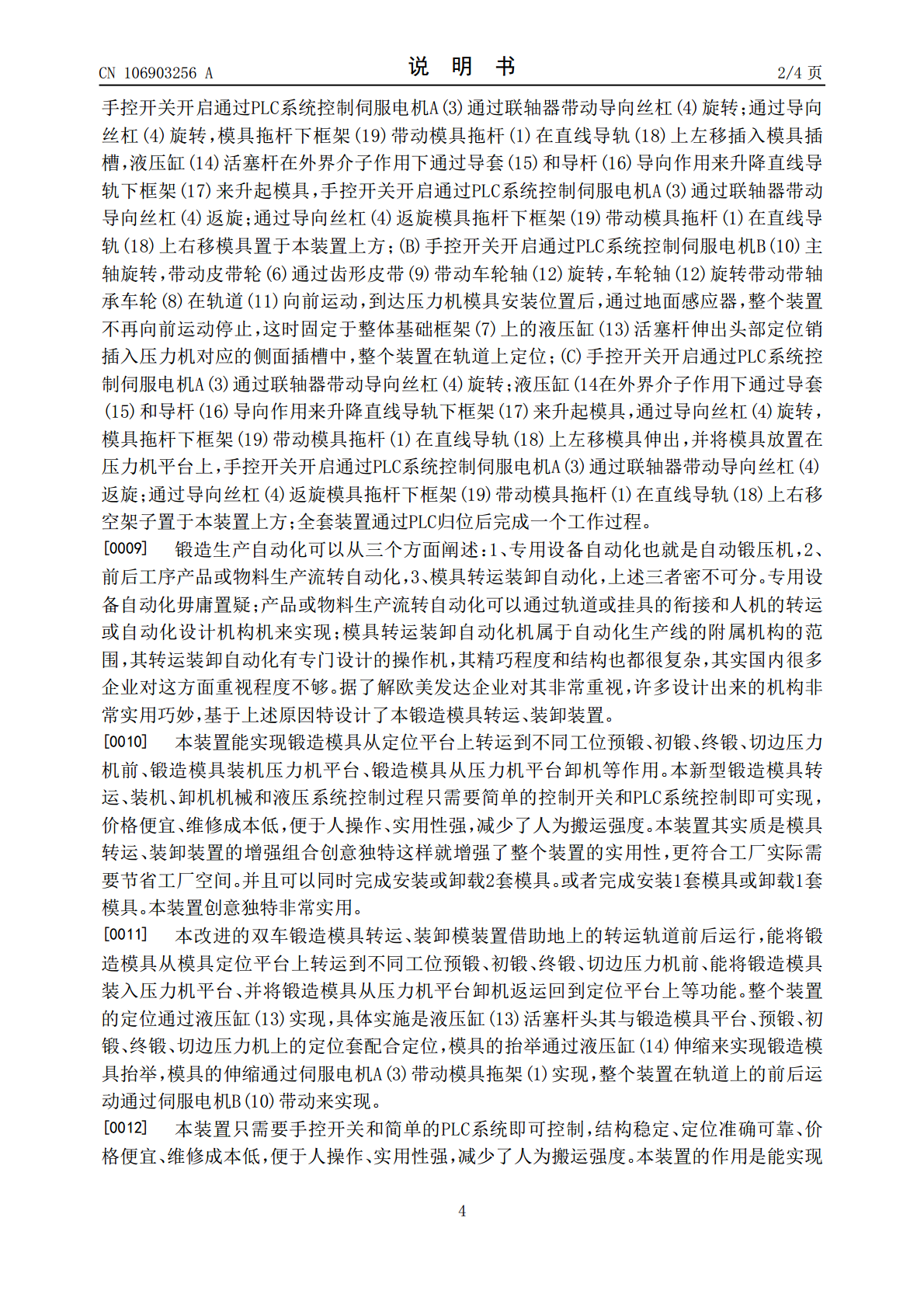
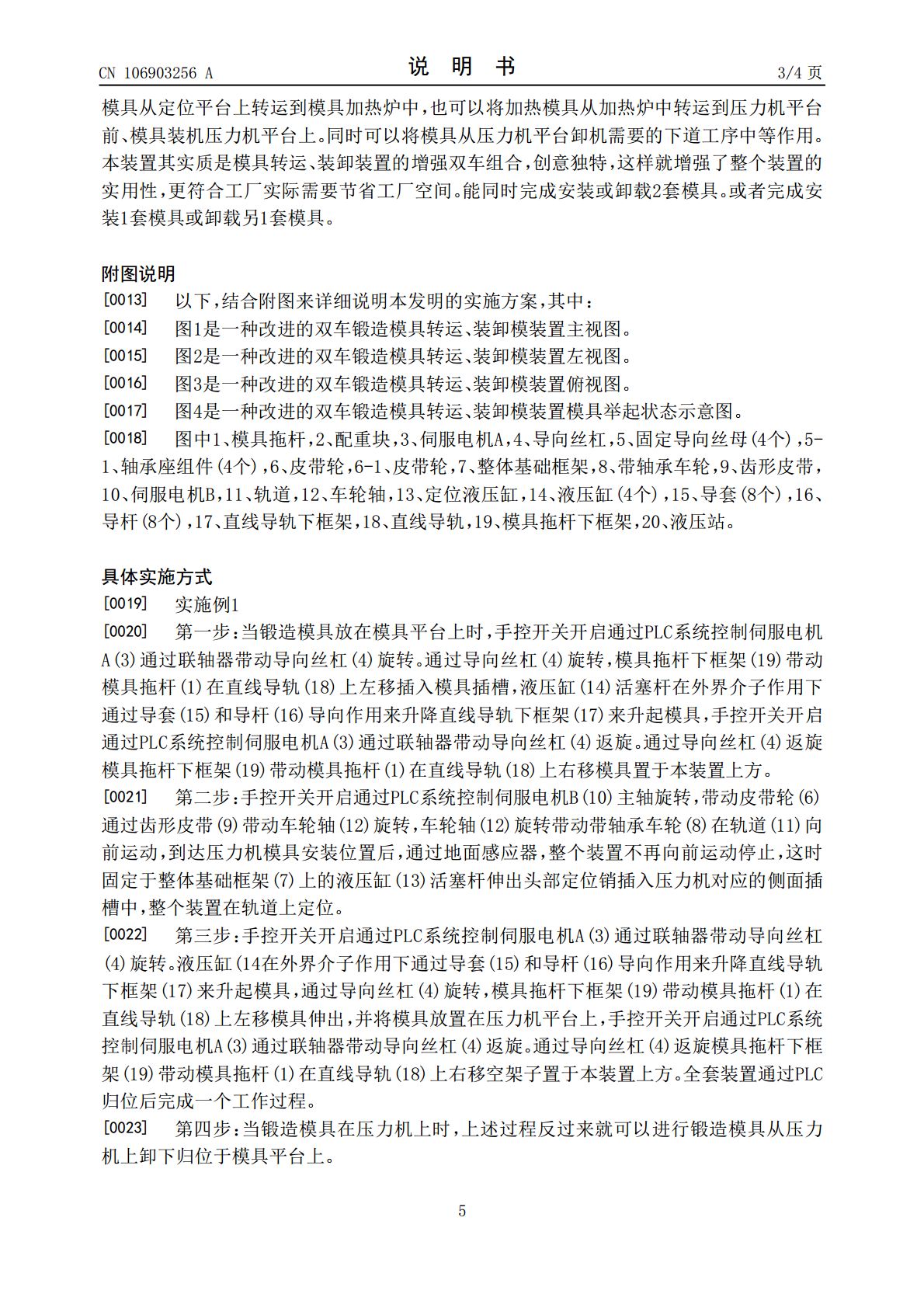
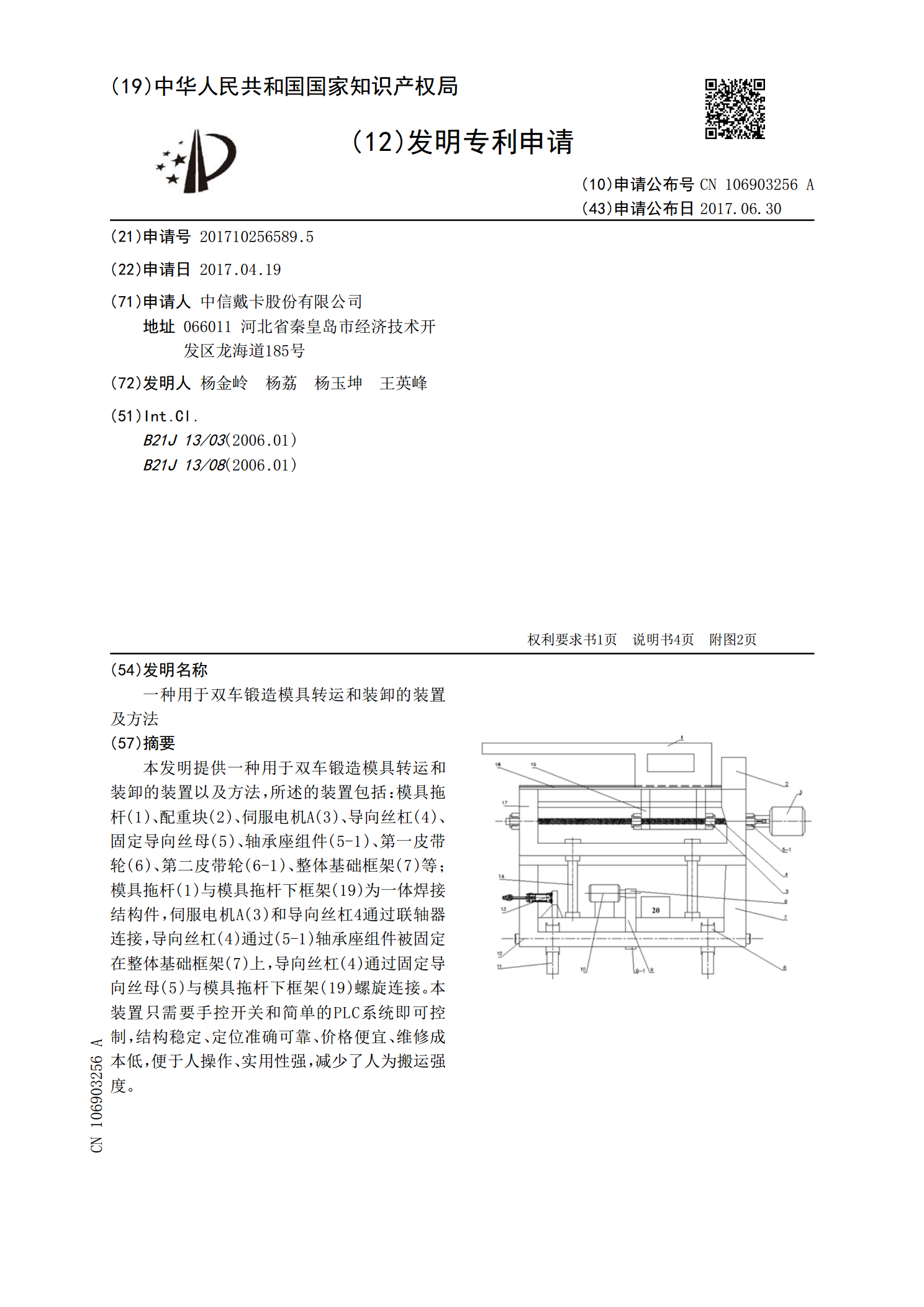
本发明提供一种用于双车锻造模具转运和装卸的装置以及方法,所述的装置包括:模具拖杆(1)、配重块(2)、伺服电机A(3)、导向丝杠(4)、固定导向丝母(5)、轴承座组件(5‑1)、第一皮带轮(6)、第二皮带轮(6‑1)、整体基础框架(7)等;模具拖杆(1)与模具拖杆下框架(19)为一体焊接结构件,伺服电机A(3)和导向丝杠4通过联轴器连接,导向丝杠(4)通过(5‑1)轴承座组件被固定在整体基础框架(7)上,导向丝杠(4)通过固定导向丝母(5)与模具拖杆下框架(19)螺旋连接。本装置只需要手控开关和简单的PL

模具转运与装卸装置.pdf
本发明公开了一种模具转运与装卸装置,包括模具拖杆(1),直线导轨铰链(2),伺服电机A(3),导向丝杠(4),固定导向丝母(5)等。PLC控制伺服电机A(3)带动导向丝杠(4)旋转,PLC控制伺服电机B(10)主轴旋转,带动皮带轮(6)通过齿形皮带(9)带动车轮轴(12)旋转,车轮轴(12)旋转带动带轴承车轮(8)在轨道(11)向前运动。带动模具拖杆(1)在直线导轨(18)上左移插入全套模具插槽,气缸(14)主轴导杆在外界介子作用下通过铰链带动连杆(16)来升起全套模具。本发明价格便宜、维修成本低,便于人

一种用于安装锻造模具的装置和方法.pdf
本发明提供一种用于安装锻造模具的装置和方法,所述的装置包括:模具拖杆(1)、配重块(2),伺服电机A(3),导向丝杠(4)、固定导向丝母(5)、轴承座组件(5‑1)、皮带轮(6),皮带轮(6‑1)、整体基础框架(7)、带轴承车轮(8)、齿形皮带(9)、伺服电机B(10);其特征在于,模具拖杆(1)与模具拖杆下框架(19)为一体焊接结构件;伺服电机A(3)和导向丝杠(4)通过联轴器连接,导向丝杠(4)通过轴承座组件(5‑1)固定在整体基础框架(7)上。本装置和方法只需要PLC即可控制,结构稳定、定位准确可靠
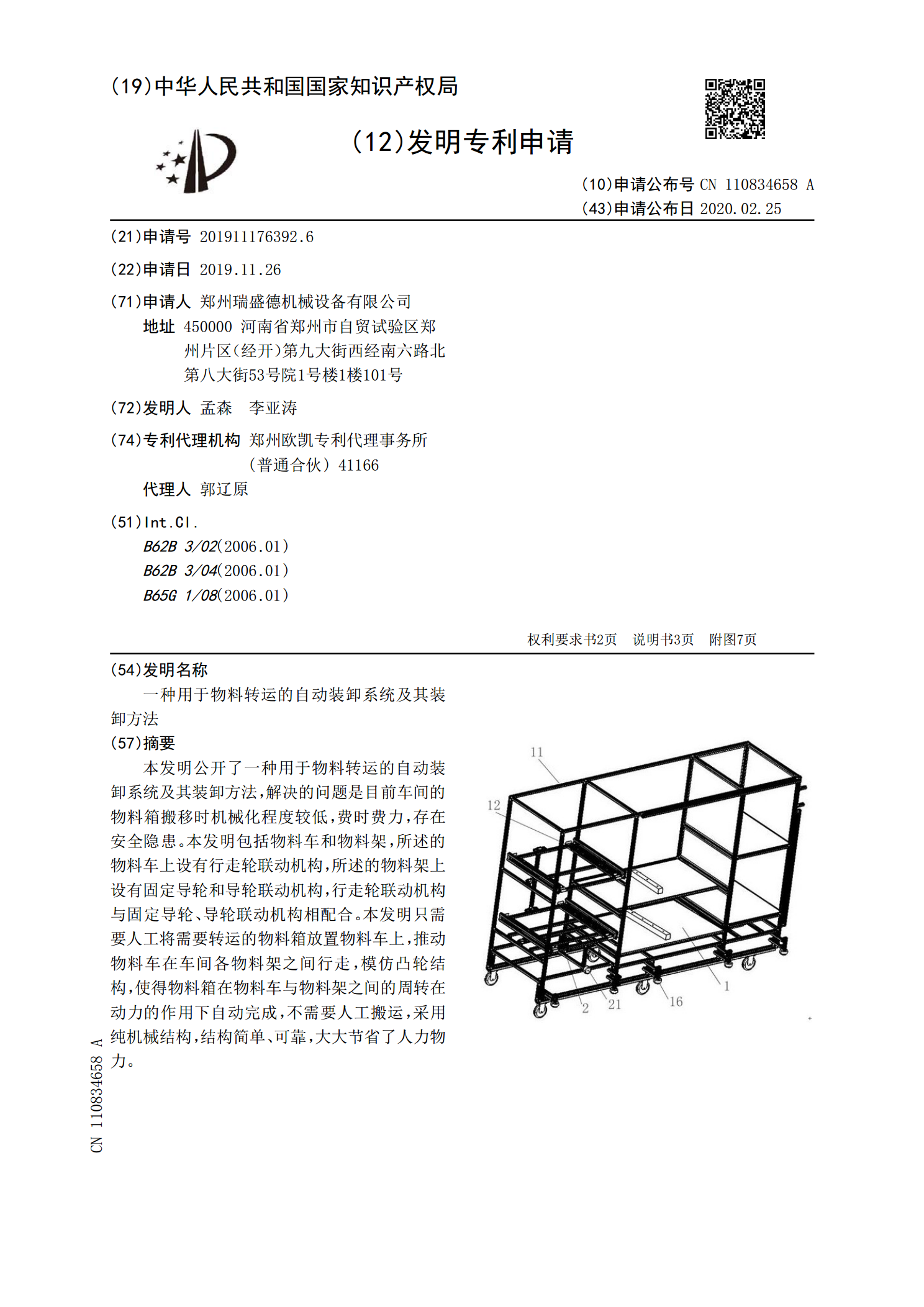
一种用于物料转运的自动装卸系统及其装卸方法.pdf
本发明公开了一种用于物料转运的自动装卸系统及其装卸方法,解决的问题是目前车间的物料箱搬移时机械化程度较低,费时费力,存在安全隐患。本发明包括物料车和物料架,所述的物料车上设有行走轮联动机构,所述的物料架上设有固定导轮和导轮联动机构,行走轮联动机构与固定导轮、导轮联动机构相配合。本发明只需要人工将需要转运的物料箱放置物料车上,推动物料车在车间各物料架之间行走,模仿凸轮结构,使得物料箱在物料车与物料架之间的周转在动力的作用下自动完成,不需要人工搬运,采用纯机械结构,结构简单、可靠,大大节省了人力物力。
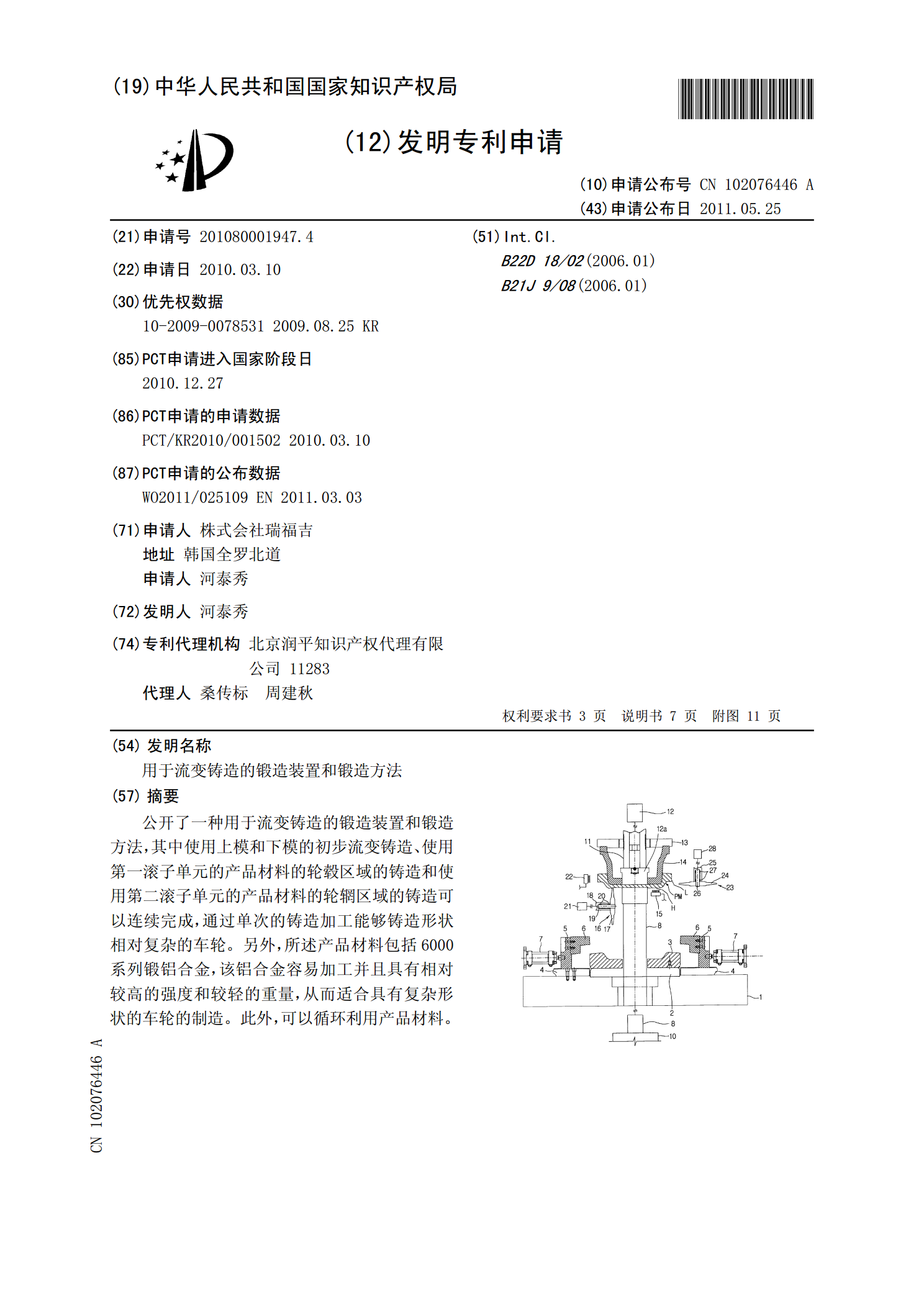
用于流变铸造的锻造装置和锻造方法.pdf
公开了一种用于流变铸造的锻造装置和锻造方法,其中使用上模和下模的初步流变铸造、使用第一滚子单元的产品材料的轮毂区域的铸造和使用第二滚子单元的产品材料的轮辋区域的铸造可以连续完成,通过单次的铸造加工能够铸造形状相对复杂的车轮。另外,所述产品材料包括6000系列锻铝合金,该铝合金容易加工并且具有相对较高的强度和较轻的重量,从而适合具有复杂形状的车轮的制造。此外,可以循环利用产品材料。