
一种H型钢厚腹板焊接方法.pdf

山梅****ai


1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种H型钢厚腹板焊接方法.pdf
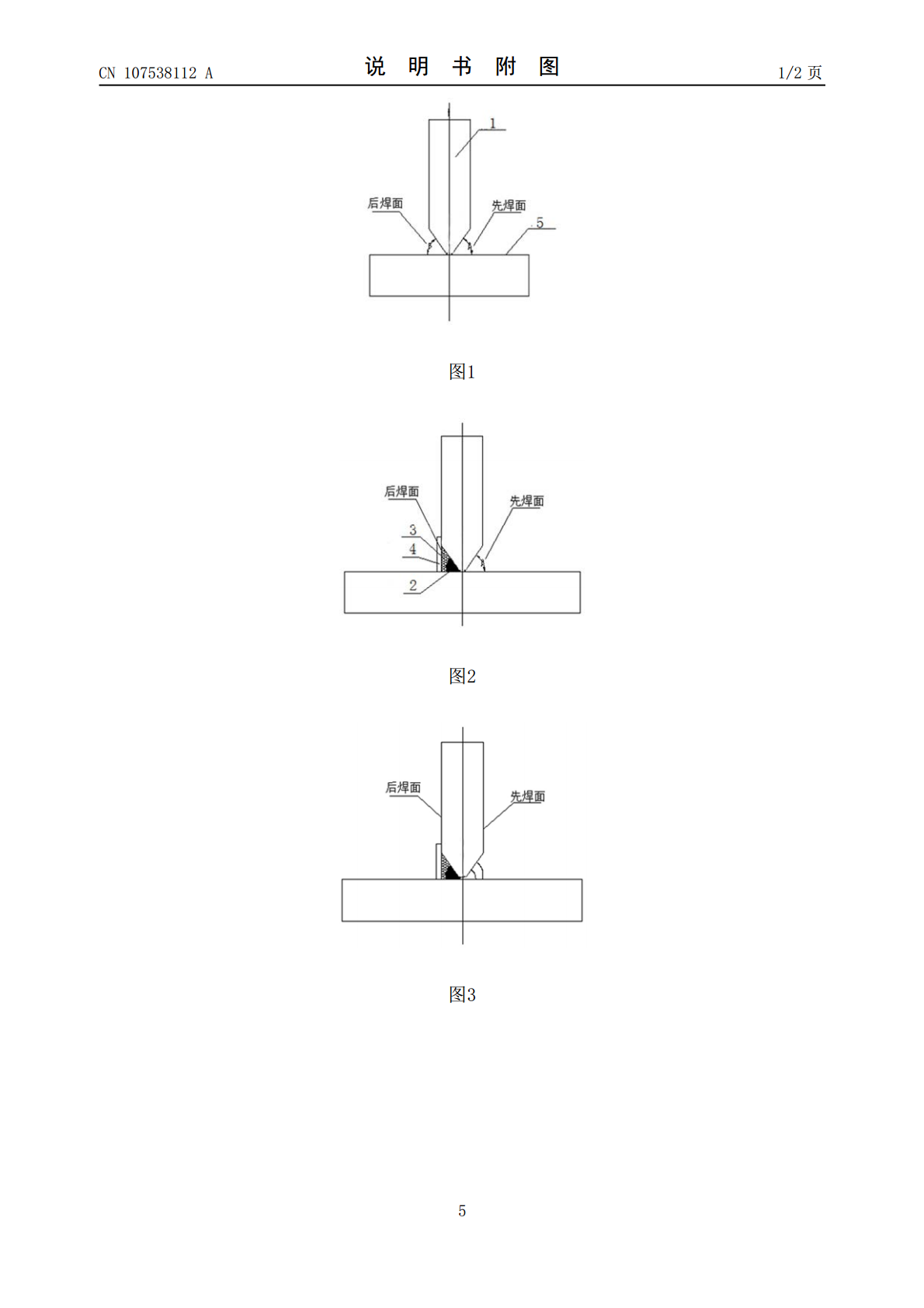
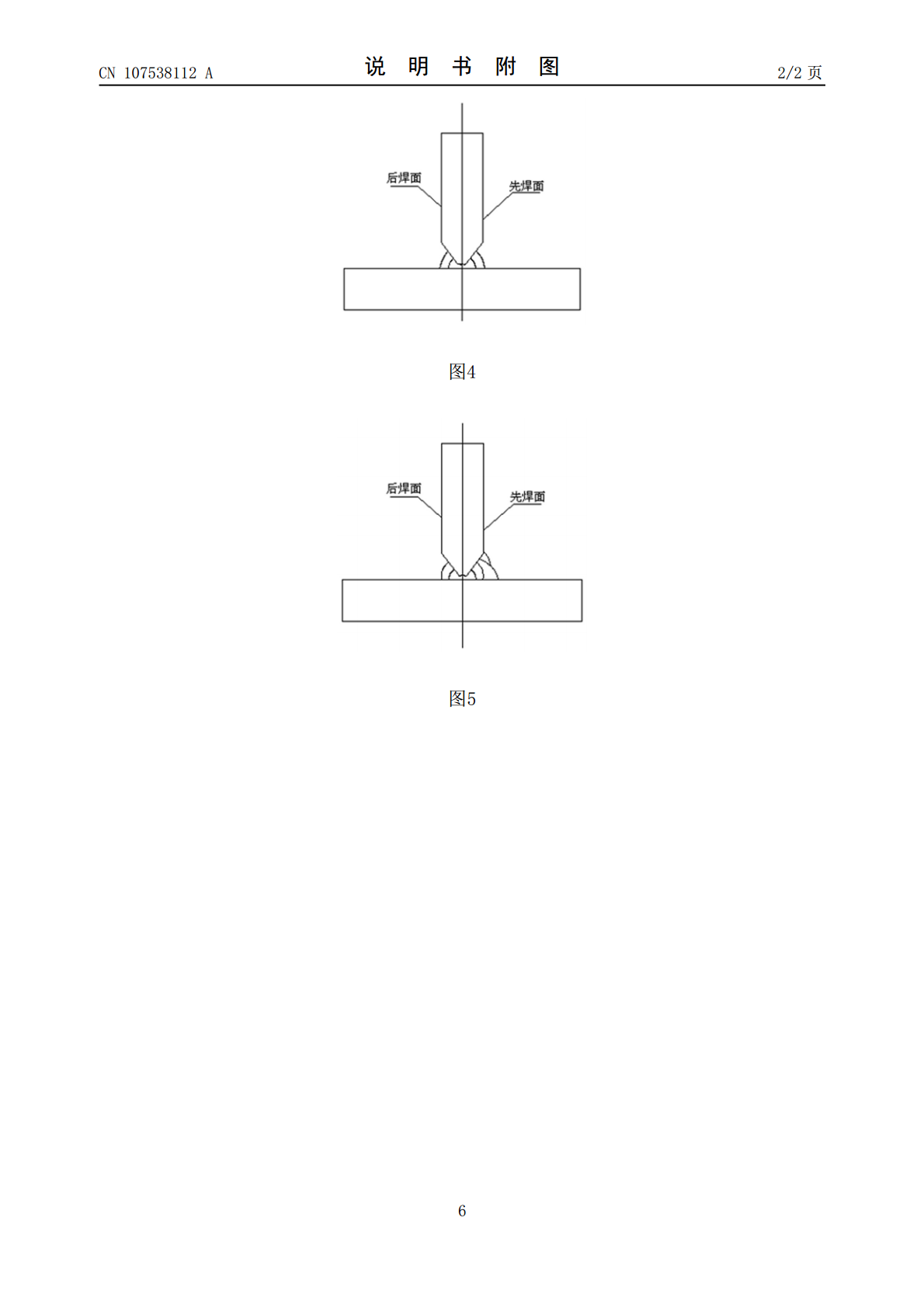
本发明技术涉及一种腹板厚度≥25mm的H型腹板与钢翼板埋弧焊的焊接方法。目前厚腹板H型钢腹板与翼缘板板焊接工艺方法中如果打底焊缝清根不干净或渗碳层打磨不干净都将直接影响最终焊接质量,造成焊接返工,增加工人劳动强度,增加焊接制作成本,本发明在后焊面焊接坡口内铺一层埋弧焊焊剂,再盖上一条粗细均匀的石棉绳,用钢垫板作临时固定;在先焊面第一层打底焊电流为600A,焊两层焊缝后将H型钢翻身,同时将反面焊剂的封底石棉绳和钢垫板去掉,并开始施焊,焊接电流为700A,盖两层埋弧焊,再轮流翻身每条焊缝施焊两层盖面。本发明厚
波纹腹板H型钢在线自动焊接设备.pdf
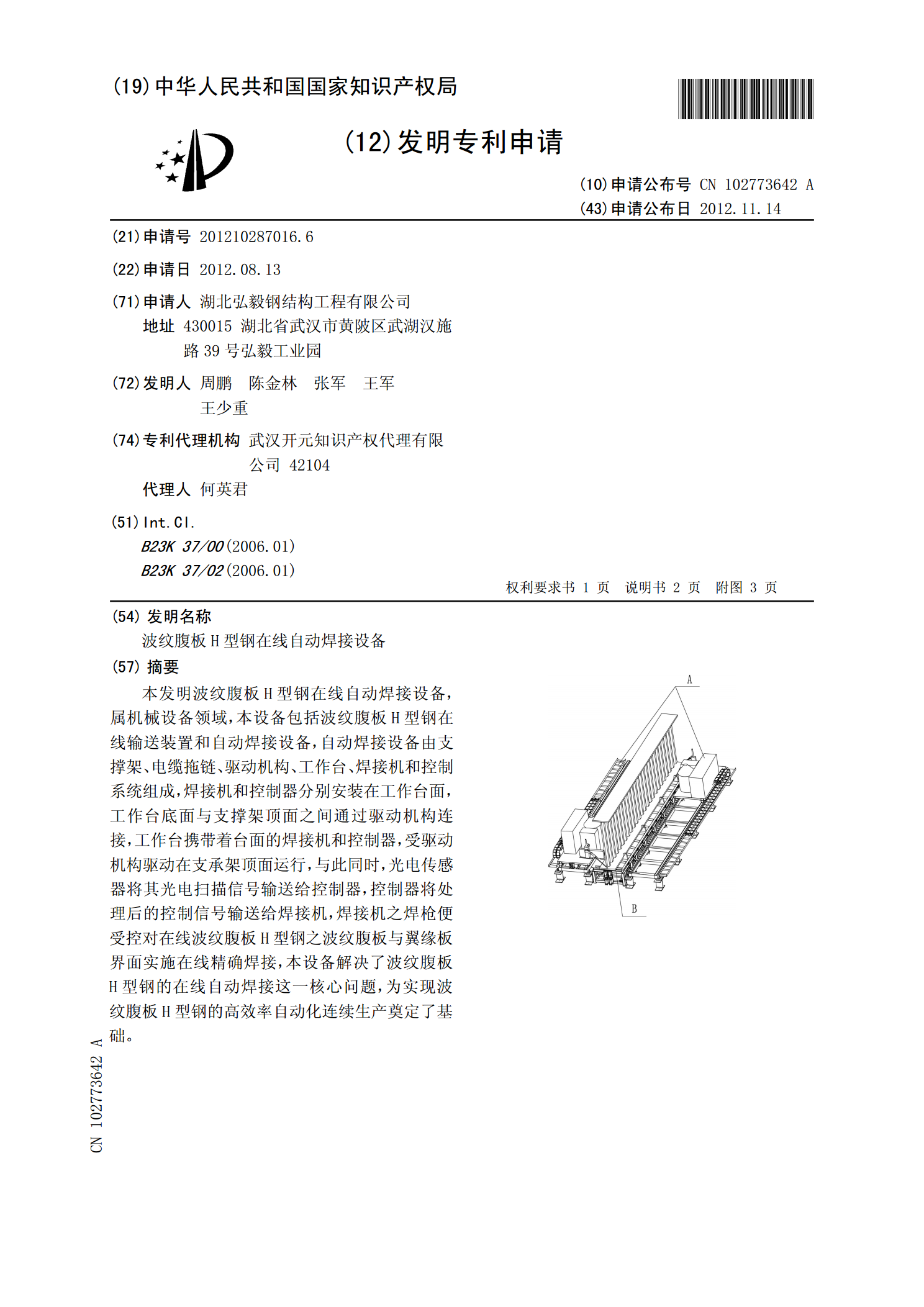
本发明波纹腹板H型钢在线自动焊接设备,属机械设备领域,本设备包括波纹腹板H型钢在线输送装置和自动焊接设备,自动焊接设备由支撑架、电缆拖链、驱动机构、工作台、焊接机和控制系统组成,焊接机和控制器分别安装在工作台面,工作台底面与支撑架顶面之间通过驱动机构连接,工作台携带着台面的焊接机和控制器,受驱动机构驱动在支承架顶面运行,与此同时,光电传感器将其光电扫描信号输送给控制器,控制器将处理后的控制信号输送给焊接机,焊接机之焊枪便受控对在线波纹腹板H型钢之波纹腹板与翼缘板界面实施在线精确焊接,本设备解决了波纹腹板H
一种焊接H型钢的组装焊接方法.pdf
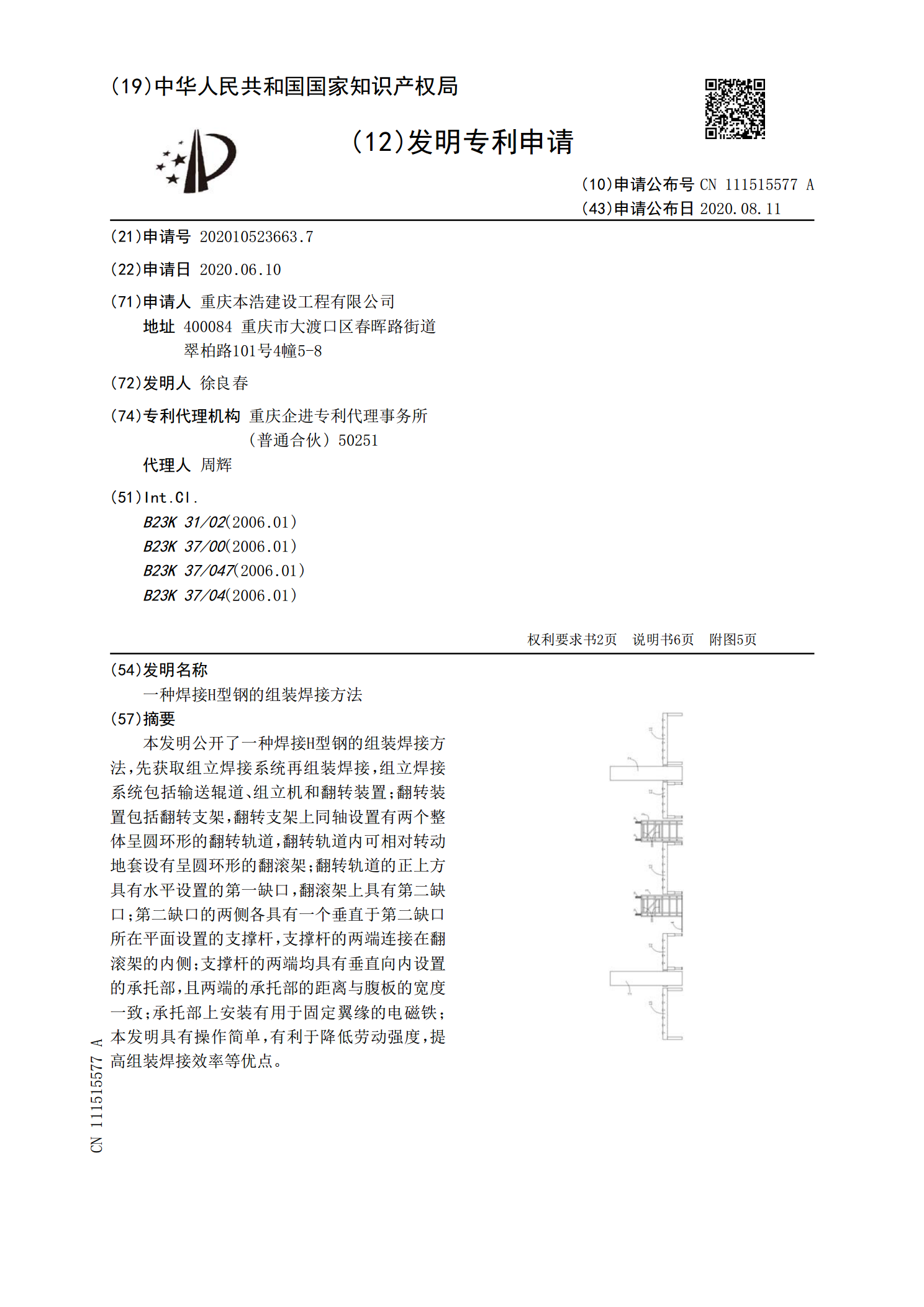
本发明公开了一种焊接H型钢的组装焊接方法,先获取组立焊接系统再组装焊接,组立焊接系统包括输送辊道、组立机和翻转装置;翻转装置包括翻转支架,翻转支架上同轴设置有两个整体呈圆环形的翻转轨道,翻转轨道内可相对转动地套设有呈圆环形的翻滚架;翻转轨道的正上方具有水平设置的第一缺口,翻滚架上具有第二缺口;第二缺口的两侧各具有一个垂直于第二缺口所在平面设置的支撑杆,支撑杆的两端连接在翻滚架的内侧;支撑杆的两端均具有垂直向内设置的承托部,且两端的承托部的距离与腹板的宽度一致;承托部上安装有用于固定翼缘的电磁铁;本发明具有
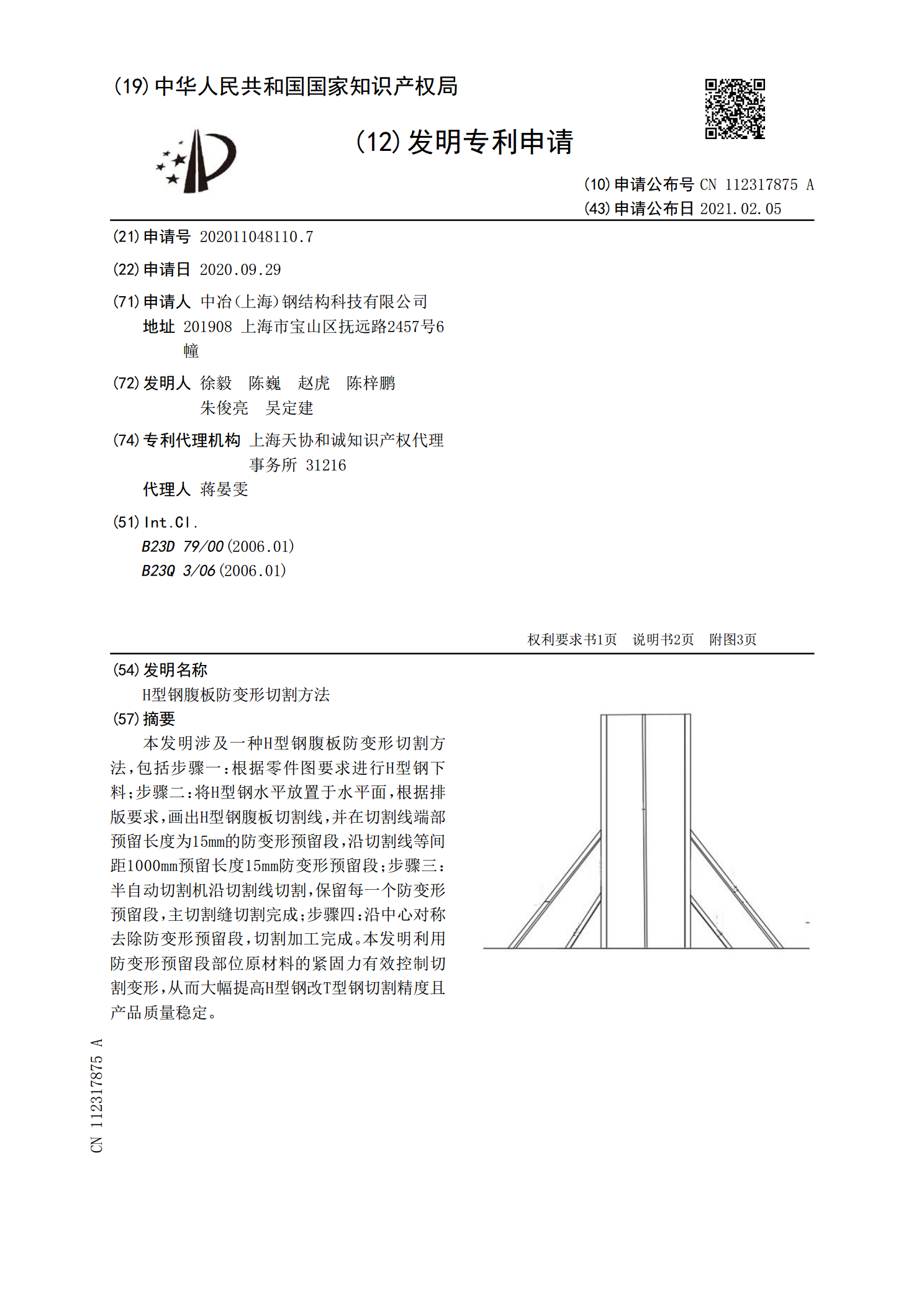
H型钢腹板防变形切割方法.pdf
本发明涉及一种H型钢腹板防变形切割方法,包括步骤一:根据零件图要求进行H型钢下料;步骤二:将H型钢水平放置于水平面,根据排版要求,画出H型钢腹板切割线,并在切割线端部预留长度为15mm的防变形预留段,沿切割线等间距1000mm预留长度15mm防变形预留段;步骤三:半自动切割机沿切割线切割,保留每一个防变形预留段,主切割缝切割完成;步骤四:沿中心对称去除防变形预留段,切割加工完成。本发明利用防变形预留段部位原材料的紧固力有效控制切割变形,从而大幅提高H型钢改T型钢切割精度且产品质量稳定。
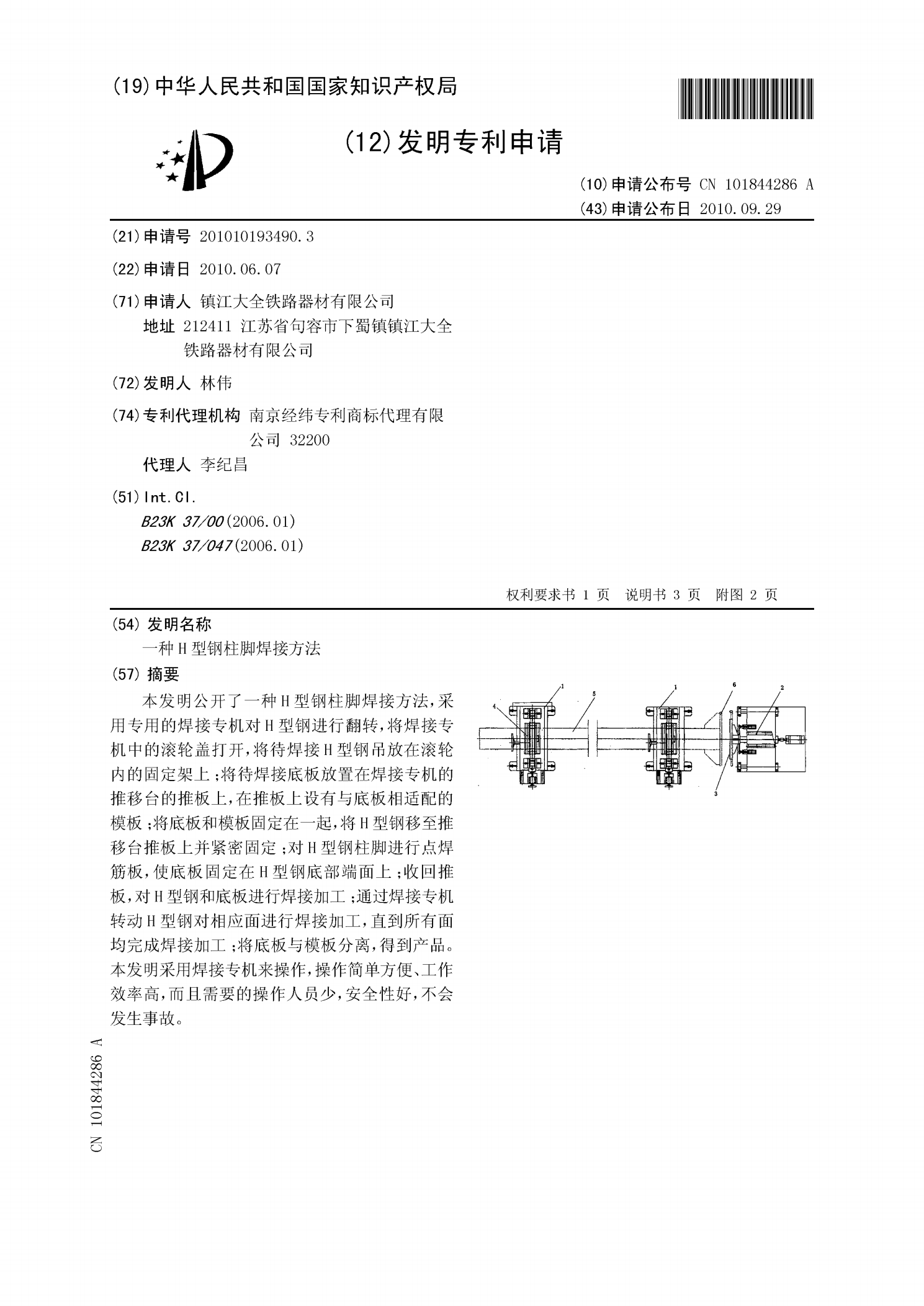
一种H型钢柱脚焊接方法.pdf
本发明公开了一种H型钢柱脚焊接方法,采用专用的焊接专机对H型钢进行翻转,将焊接专机中的滚轮盖打开,将待焊接H型钢吊放在滚轮内的固定架上;将待焊接底板放置在焊接专机的推移台的推板上,在推板上设有与底板相适配的模板;将底板和模板固定在一起,将H型钢移至推移台推板上并紧密固定;对H型钢柱脚进行点焊筋板,使底板固定在H型钢底部端面上;收回推板,对H型钢和底板进行焊接加工;通过焊接专机转动H型钢对相应面进行焊接加工,直到所有面均完成焊接加工;将底板与模板分离,得到产品。本发明采用焊接专机来操作,操作简单方便、工作效