
一种FFC线材扁平铜线的加工工艺.pdf

一吃****新冬

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种FFC线材扁平铜线的加工工艺.pdf
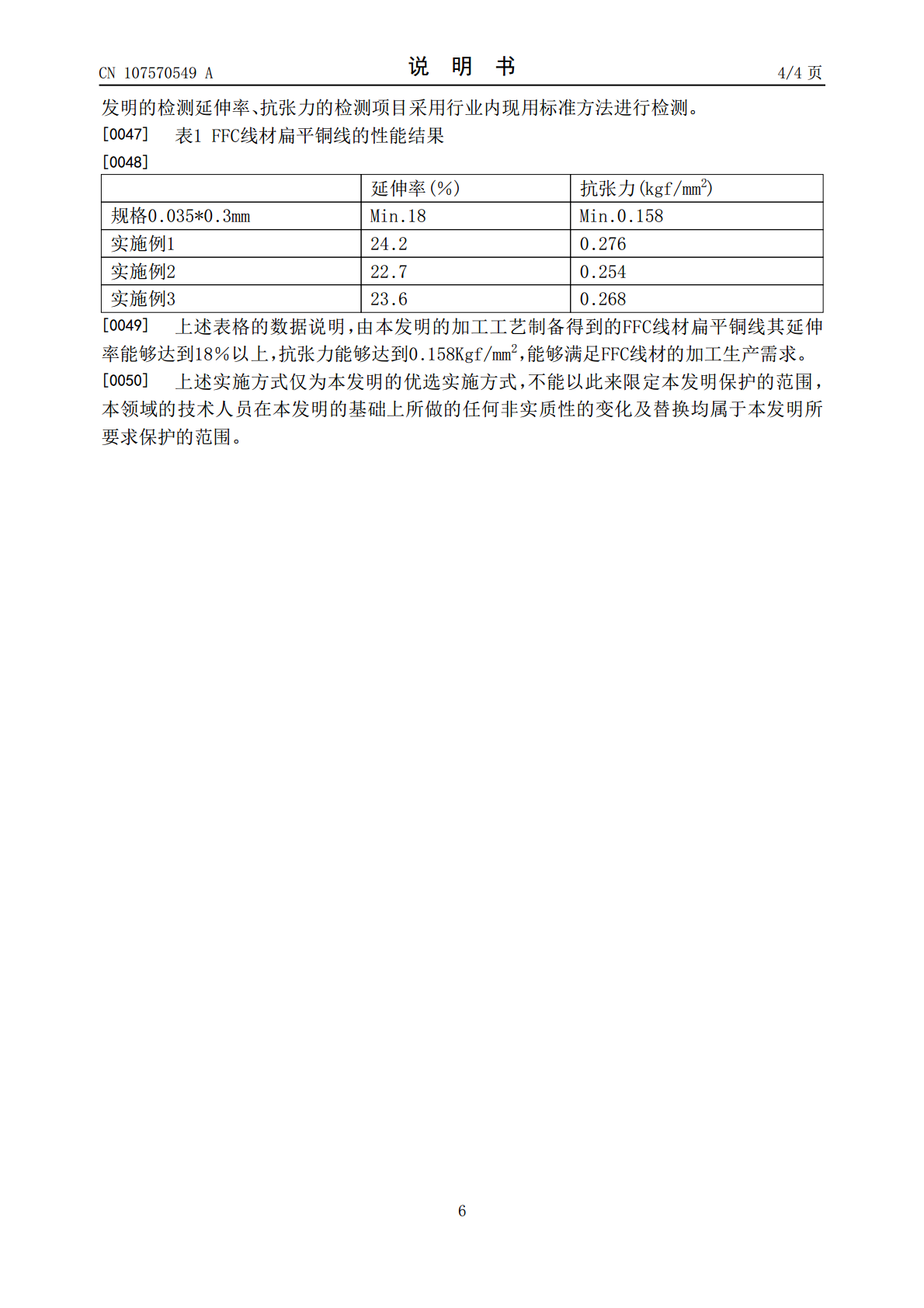
本发明公开了一种FFC线材扁平铜线的加工工艺,包括,拉丝步骤:待加工的铜线依次通过若干个拉丝眼模,并在浸泡在拉丝液中进行拉丝;压延步骤:经过拉丝后的铜线采用上、下压延轮对铜线进行压扁;上、下压延轮的表面光滑平整,且外径均相同;热处理、退火步骤:通过控制电流、电压来控制热处理的温度,整个热处理过程中使用纯净水进行冷却退火处理;收卷步骤:通过自动收卷机进行收卷。本发明采用拉丝、压延、热处理、退火等工艺,实现了一体化的加工工序,同时避免了铜线氧化发黄、断线、以及外径偏差的问题,改善产品精度,平整度及产品延伸率、
一种铜线材/铝线材轧制加工工艺.pdf
本发明属于金属线材加工技术领域,具体涉及一种铜线材/铝线材轧制加工工艺,包括以下步骤:步骤一、轧制成型:对加热炉加热后的铜金属/铝金属依次进行粗轧、中轧和精轧成型;步骤二、线材收卷:对步骤一中轧制成型后的铜线材/铝线材进行收卷;步骤三、酸洗覆膜:对收卷后的铜线材/铝线材进行酸洗,再用清水冲洗后进行覆膜;其中,步骤二采用一种铜线材/铝线材收卷机械配合完成。本发明在对轧制成型后的铜线材/铝线材进行收卷时避免了相邻两匝铜线材/铝线材之间出现间隙,提高了收卷的质量。
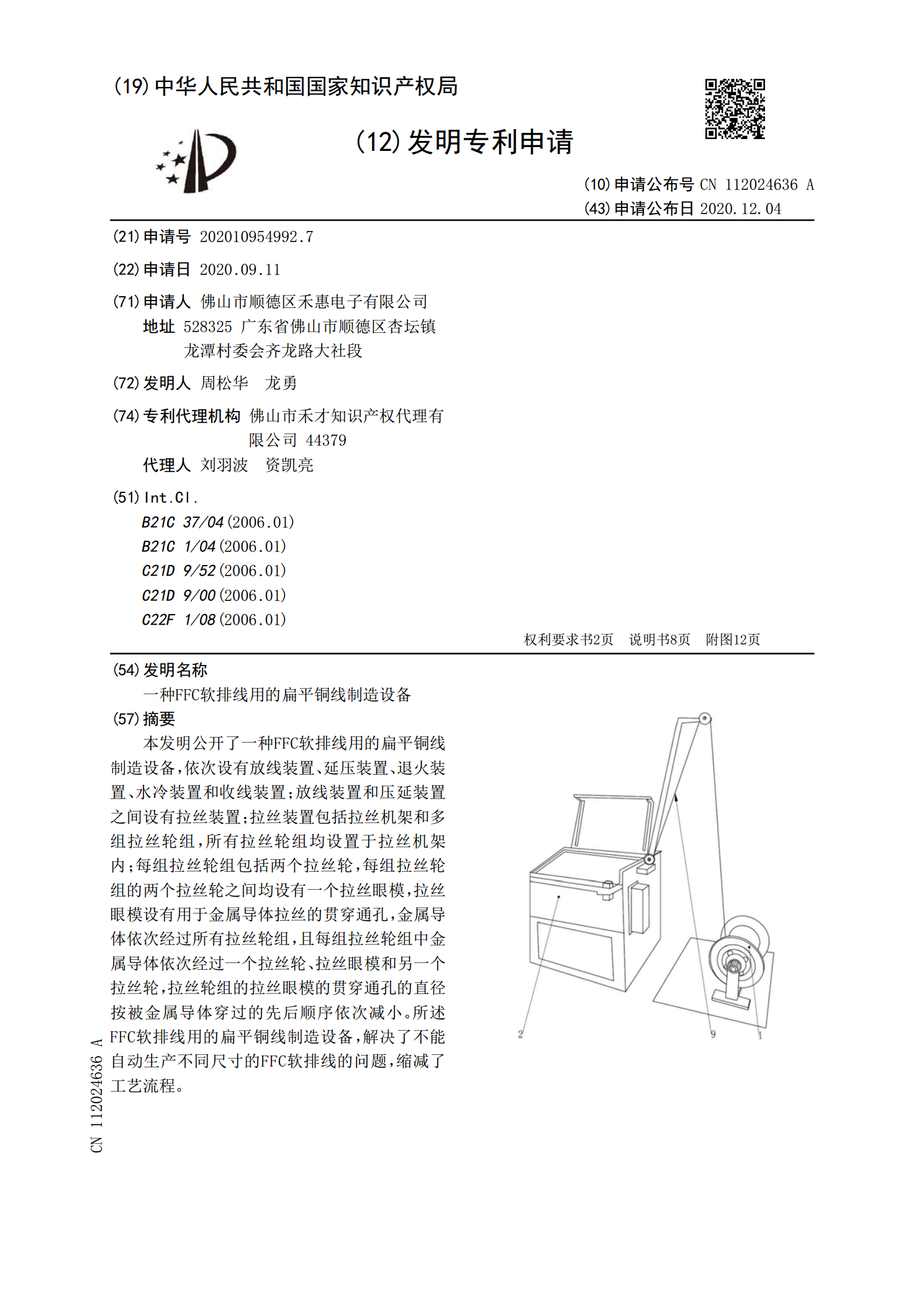
一种FFC软排线用的扁平铜线制造设备.pdf
本发明公开了一种FFC软排线用的扁平铜线制造设备,依次设有放线装置、延压装置、退火装置、水冷装置和收线装置;放线装置和压延装置之间设有拉丝装置;拉丝装置包括拉丝机架和多组拉丝轮组,所有拉丝轮组均设置于拉丝机架内;每组拉丝轮组包括两个拉丝轮,每组拉丝轮组的两个拉丝轮之间均设有一个拉丝眼模,拉丝眼模设有用于金属导体拉丝的贯穿通孔,金属导体依次经过所有拉丝轮组,且每组拉丝轮组中金属导体依次经过一个拉丝轮、拉丝眼模和另一个拉丝轮,拉丝轮组的拉丝眼模的贯穿通孔的直径按被金属导体穿过的先后顺序依次减小。所述FFC软排
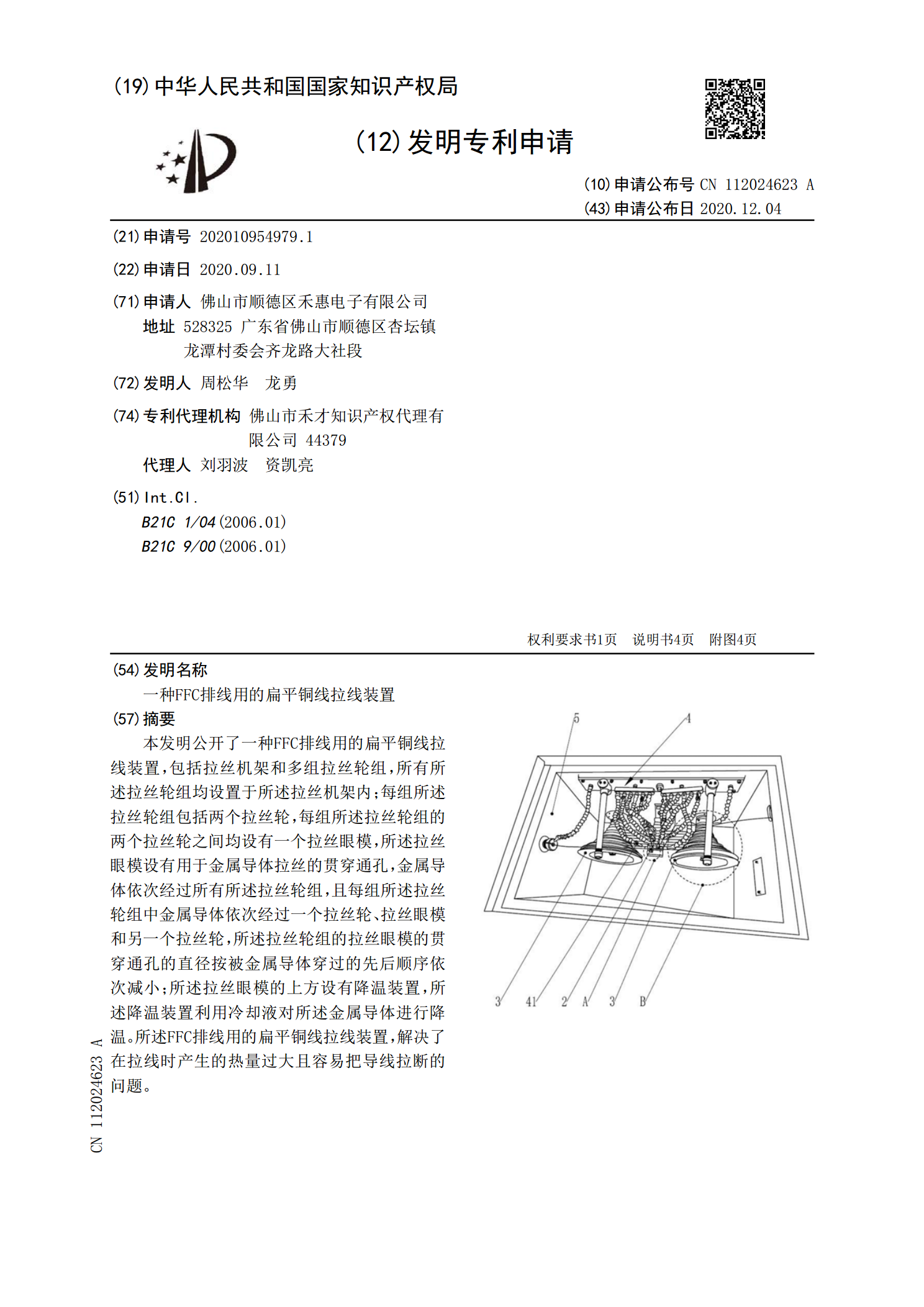
一种FFC排线用的扁平铜线拉线装置.pdf
本发明公开了一种FFC排线用的扁平铜线拉线装置,包括拉丝机架和多组拉丝轮组,所有所述拉丝轮组均设置于所述拉丝机架内;每组所述拉丝轮组包括两个拉丝轮,每组所述拉丝轮组的两个拉丝轮之间均设有一个拉丝眼模,所述拉丝眼模设有用于金属导体拉丝的贯穿通孔,金属导体依次经过所有所述拉丝轮组,且每组所述拉丝轮组中金属导体依次经过一个拉丝轮、拉丝眼模和另一个拉丝轮,所述拉丝轮组的拉丝眼模的贯穿通孔的直径按被金属导体穿过的先后顺序依次减小;所述拉丝眼模的上方设有降温装置,所述降温装置利用冷却液对所述金属导体进行降温。所述FF
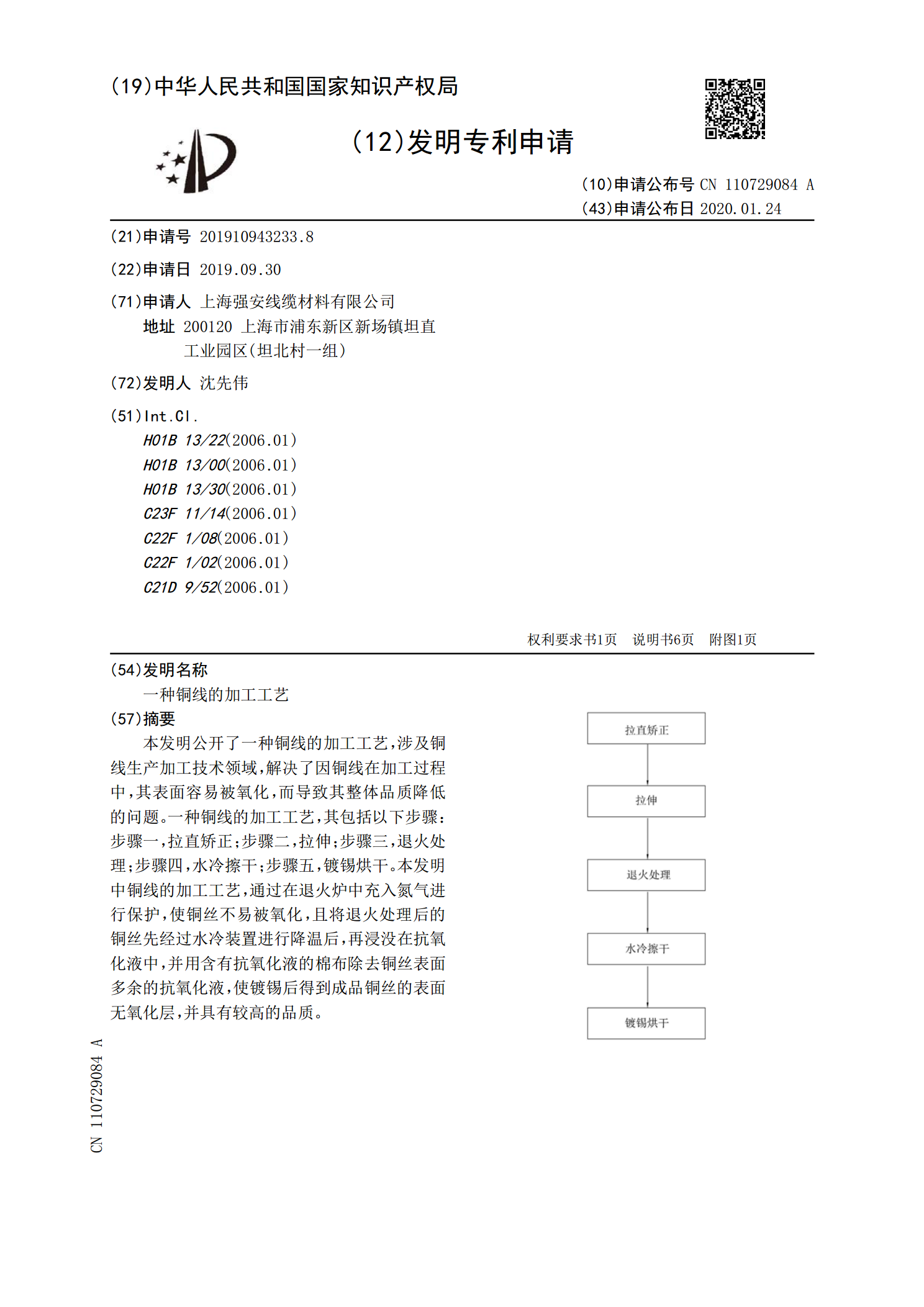
一种铜线的加工工艺.pdf
本发明公开了一种铜线的加工工艺,涉及铜线生产加工技术领域,解决了因铜线在加工过程中,其表面容易被氧化,而导致其整体品质降低的问题。一种铜线的加工工艺,其包括以下步骤:步骤一,拉直矫正;步骤二,拉伸;步骤三,退火处理;步骤四,水冷擦干;步骤五,镀锡烘干。本发明中铜线的加工工艺,通过在退火炉中充入氮气进行保护,使铜丝不易被氧化,且将退火处理后的铜丝先经过水冷装置进行降温后,再浸没在抗氧化液中,并用含有抗氧化液的棉布除去铜丝表面多余的抗氧化液,使镀锡后得到成品铜丝的表面无氧化层,并具有较高的品质。