
一种圆钢端部在线修磨装置.pdf

沛芹****ng

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种圆钢端部在线修磨装置.pdf
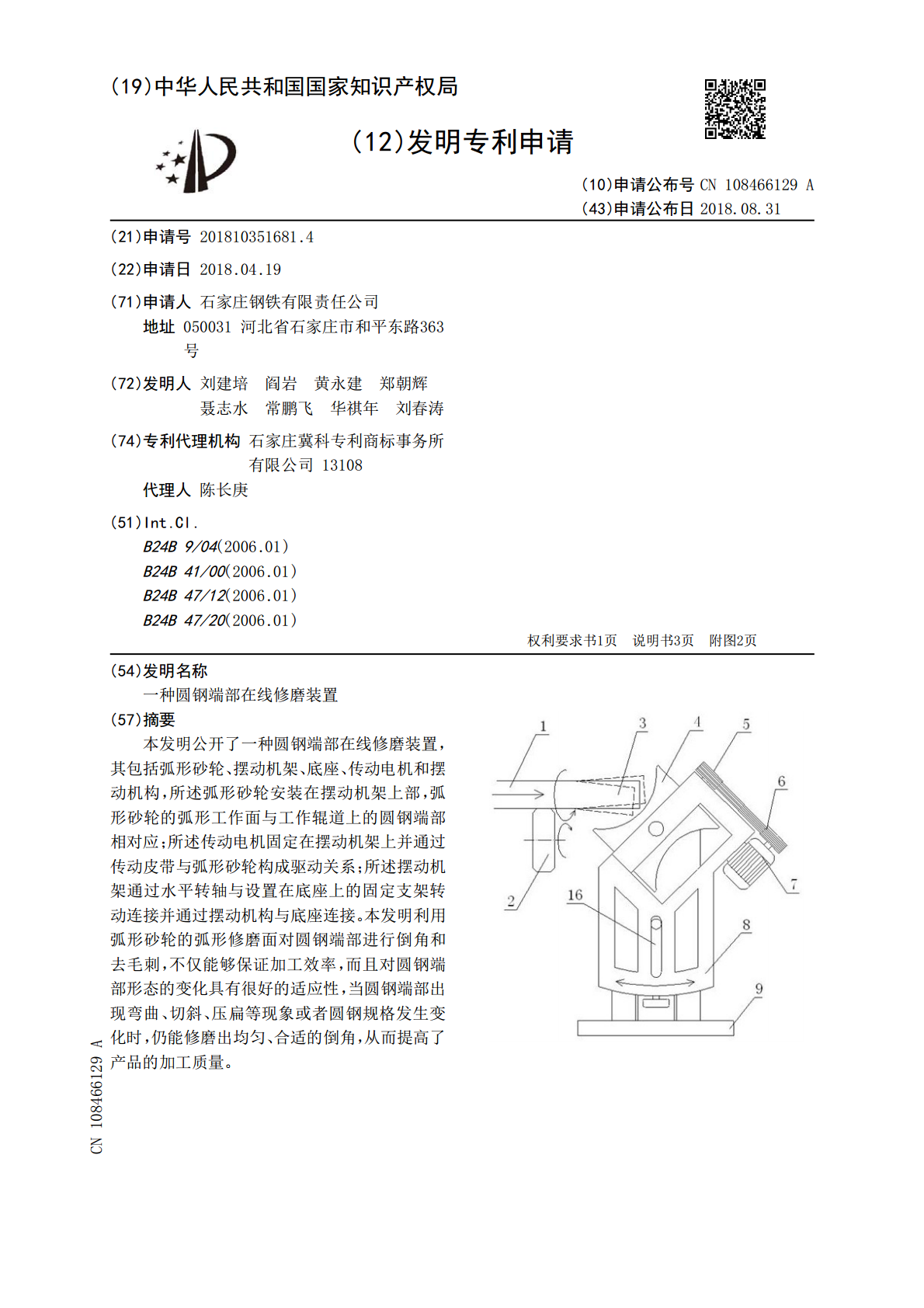
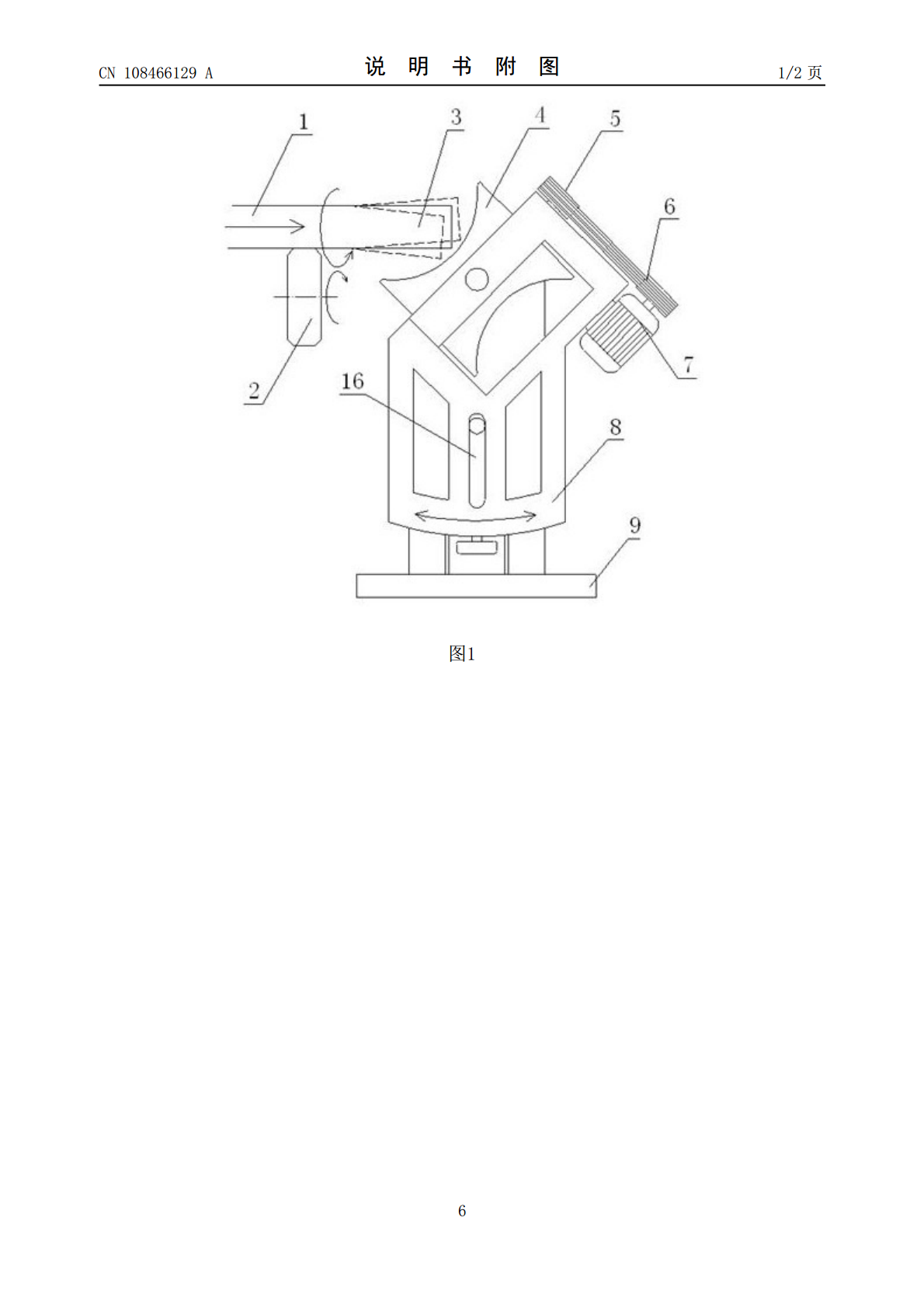
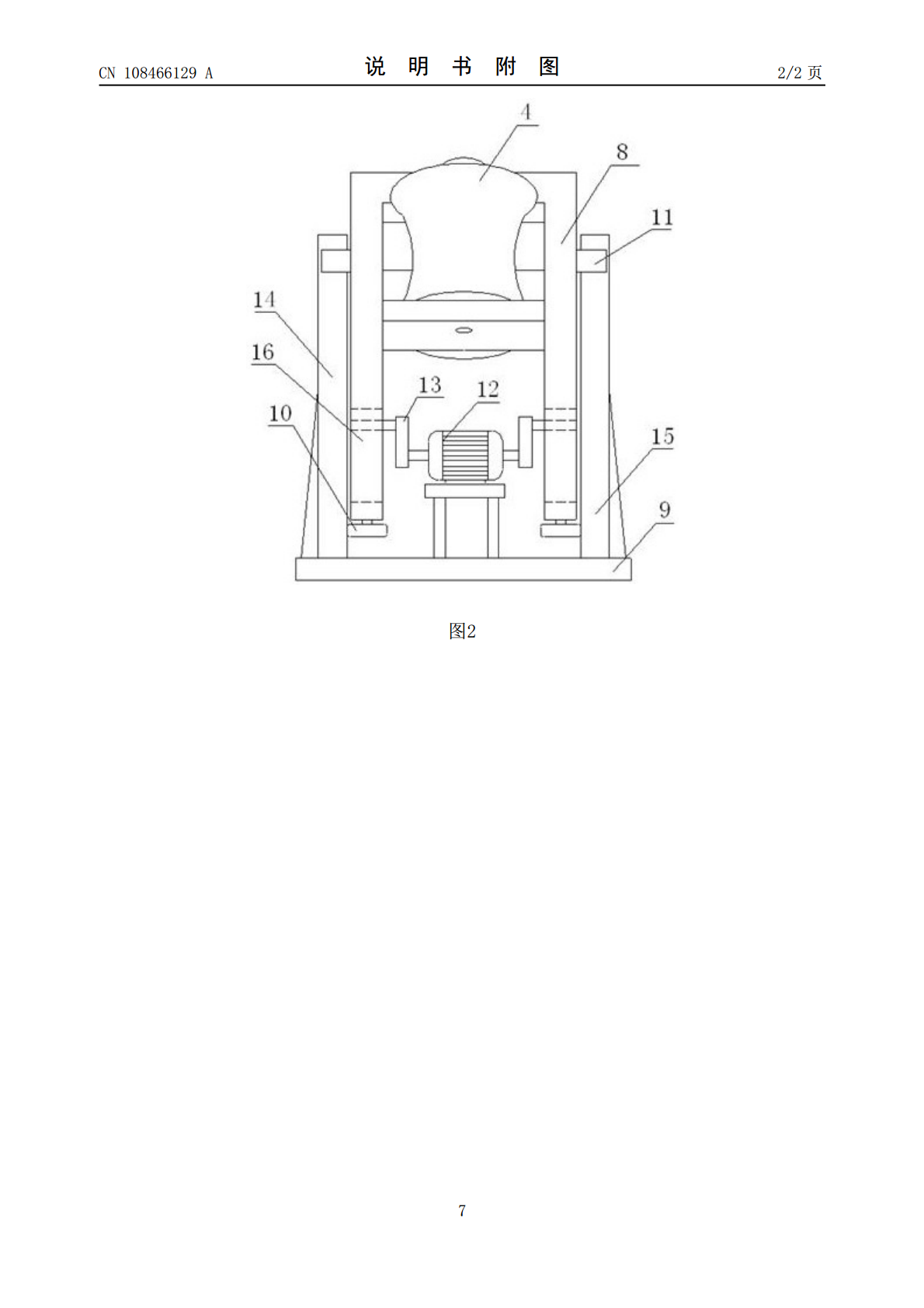
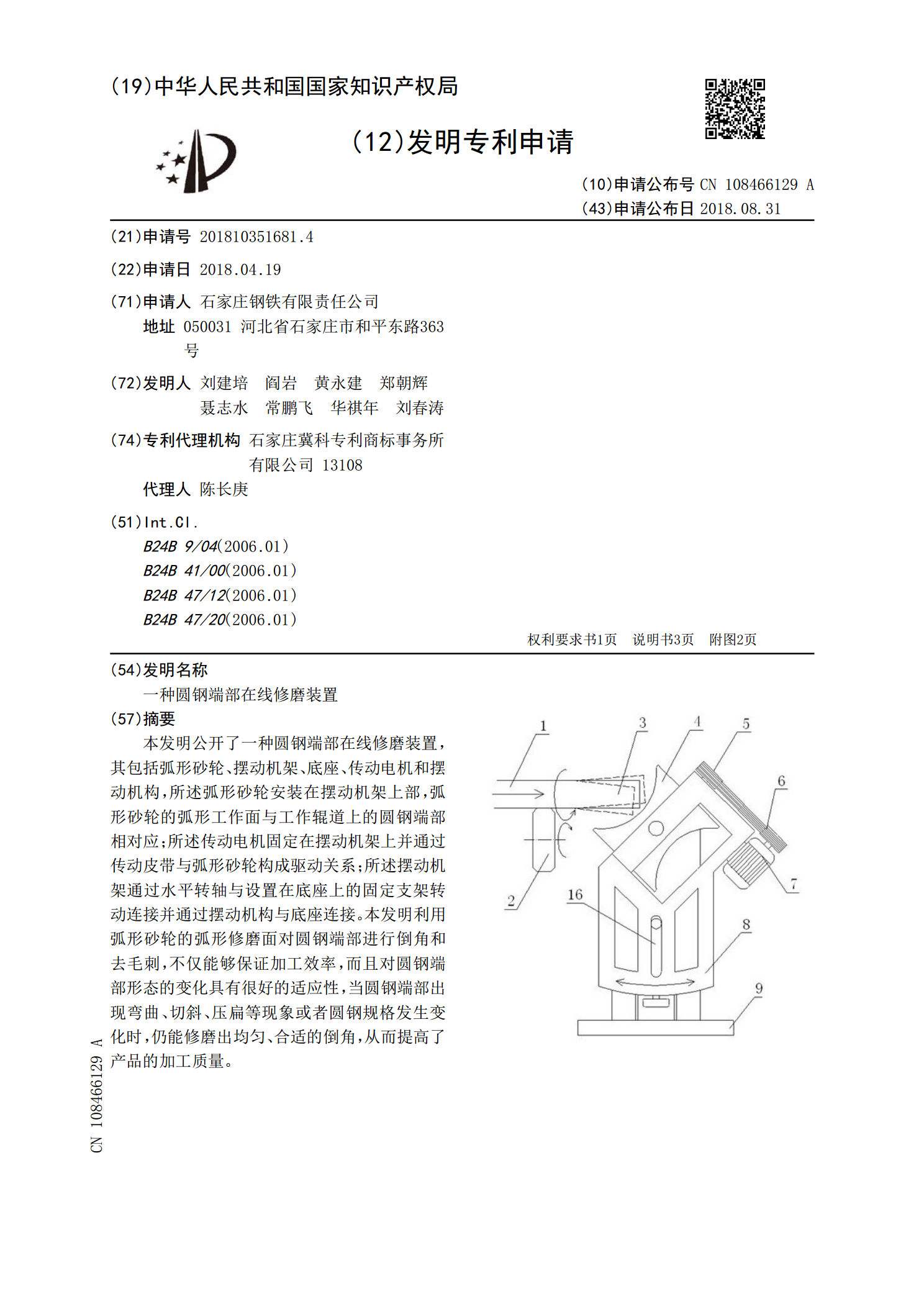
本发明公开了一种圆钢端部在线修磨装置,其包括弧形砂轮、摆动机架、底座、传动电机和摆动机构,所述弧形砂轮安装在摆动机架上部,弧形砂轮的弧形工作面与工作辊道上的圆钢端部相对应;所述传动电机固定在摆动机架上并通过传动皮带与弧形砂轮构成驱动关系;所述摆动机架通过水平转轴与设置在底座上的固定支架转动连接并通过摆动机构与底座连接。本发明利用弧形砂轮的弧形修磨面对圆钢端部进行倒角和去毛刺,不仅能够保证加工效率,而且对圆钢端部形态的变化具有很好的适应性,当圆钢端部出现弯曲、切斜、压扁等现象或者圆钢规格发生变化时,仍能修磨
一种管件端部快速修磨装置.pdf
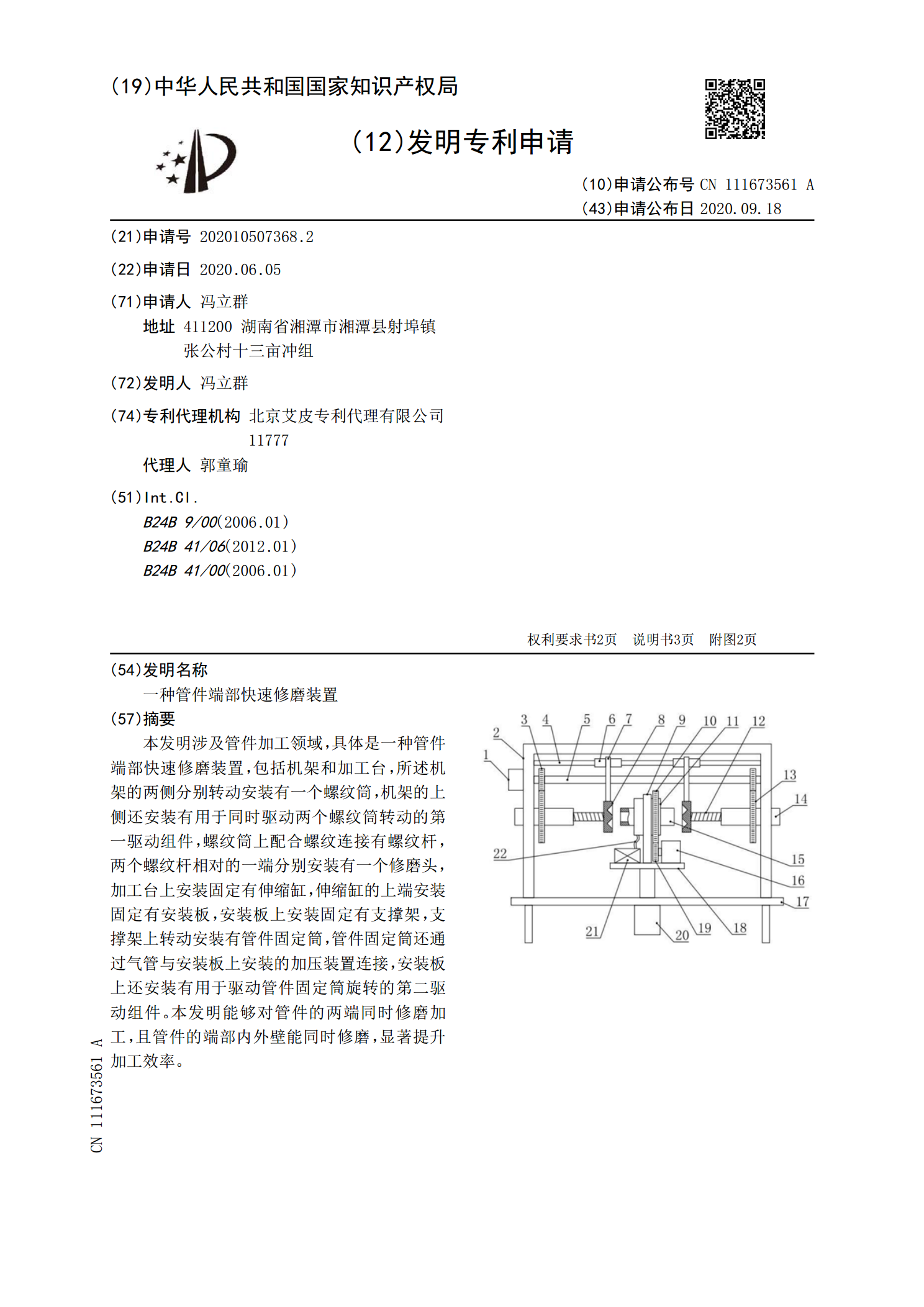
本发明涉及管件加工领域,具体是一种管件端部快速修磨装置,包括机架和加工台,所述机架的两侧分别转动安装有一个螺纹筒,机架的上侧还安装有用于同时驱动两个螺纹筒转动的第一驱动组件,螺纹筒上配合螺纹连接有螺纹杆,两个螺纹杆相对的一端分别安装有一个修磨头,加工台上安装固定有伸缩缸,伸缩缸的上端安装固定有安装板,安装板上安装固定有支撑架,支撑架上转动安装有管件固定筒,管件固定筒还通过气管与安装板上安装的加压装置连接,安装板上还安装有用于驱动管件固定筒旋转的第二驱动组件。本发明能够对管件的两端同时修磨加工,且管件的端部
一种圆钢修磨机.pdf
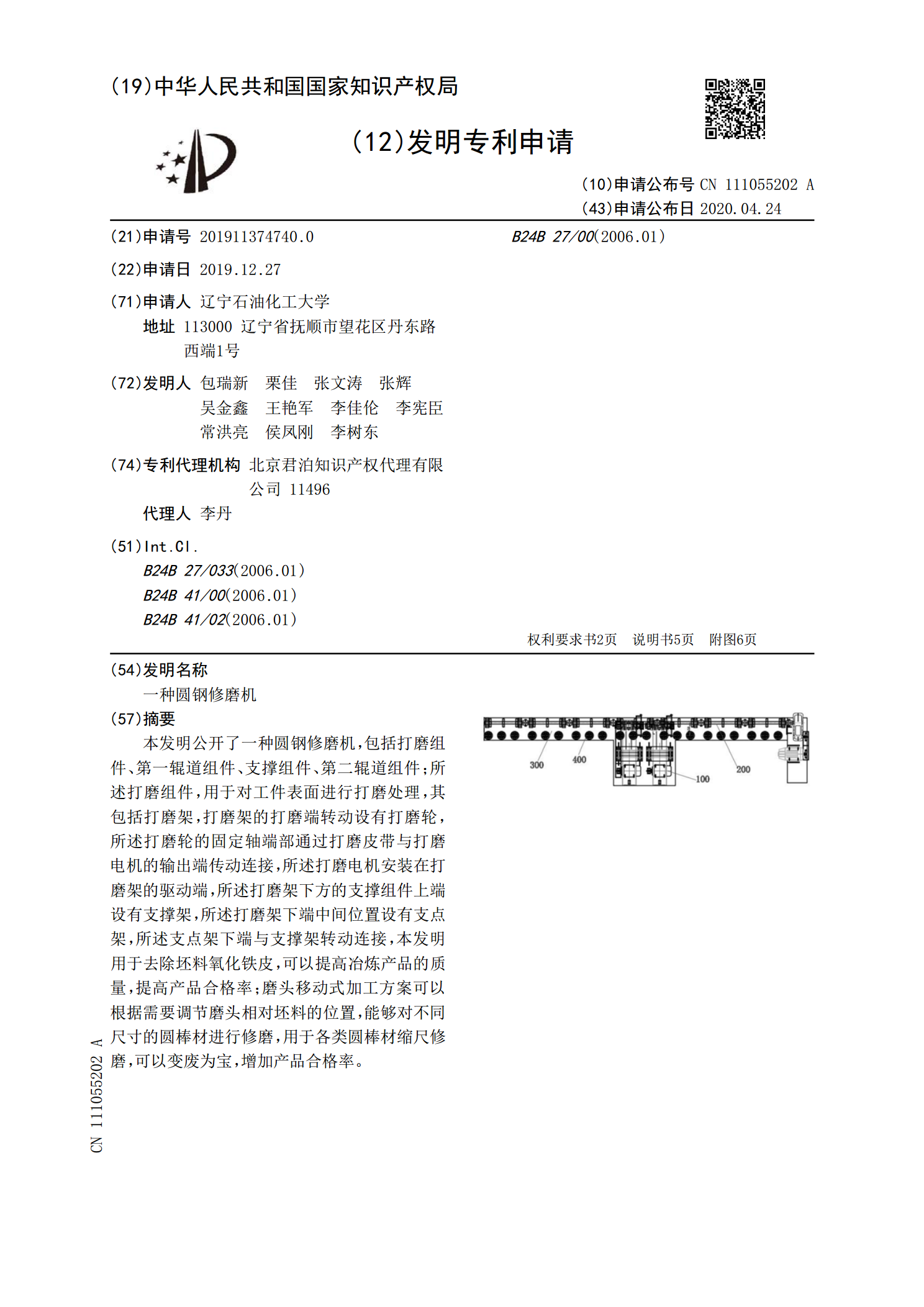
本发明公开了一种圆钢修磨机,包括打磨组件、第一辊道组件、支撑组件、第二辊道组件;所述打磨组件,用于对工件表面进行打磨处理,其包括打磨架,打磨架的打磨端转动设有打磨轮,所述打磨轮的固定轴端部通过打磨皮带与打磨电机的输出端传动连接,所述打磨电机安装在打磨架的驱动端,所述打磨架下方的支撑组件上端设有支撑架,所述打磨架下端中间位置设有支点架,所述支点架下端与支撑架转动连接,本发明用于去除坯料氧化铁皮,可以提高冶炼产品的质量,提高产品合格率;磨头移动式加工方案可以根据需要调节磨头相对坯料的位置,能够对不同尺寸的圆棒

一种辊面在线修磨方法及装置.pdf
本发明公开了一种辊面在线修磨方法及装置。该方法可在真空炉内浇铸过程中不间断地对铜辊表面进行打磨。该装置包括集尘壳,为一端开口、一端封闭且内部中空结构,且开口端朝向对应的铜辊所在位置;修磨轮,相切于铜辊,且安装于集尘壳内部;抽气管路,抽气端穿过集尘壳的上端伸入集尘壳内部,沿气流方向依次设置有过滤收集器和抽气泵;吹气管路,出气端连接于集尘壳的下端,进气端与抽气泵相连。本发明可实现在浇铸过程中进行辊面实时在线修磨,保证产品生产过程中辊面的平整及光滑,进而获得高质量的快淬带材,该装置自动化程度高、精度高且成本低,
一种带钢边部修磨装置.pdf
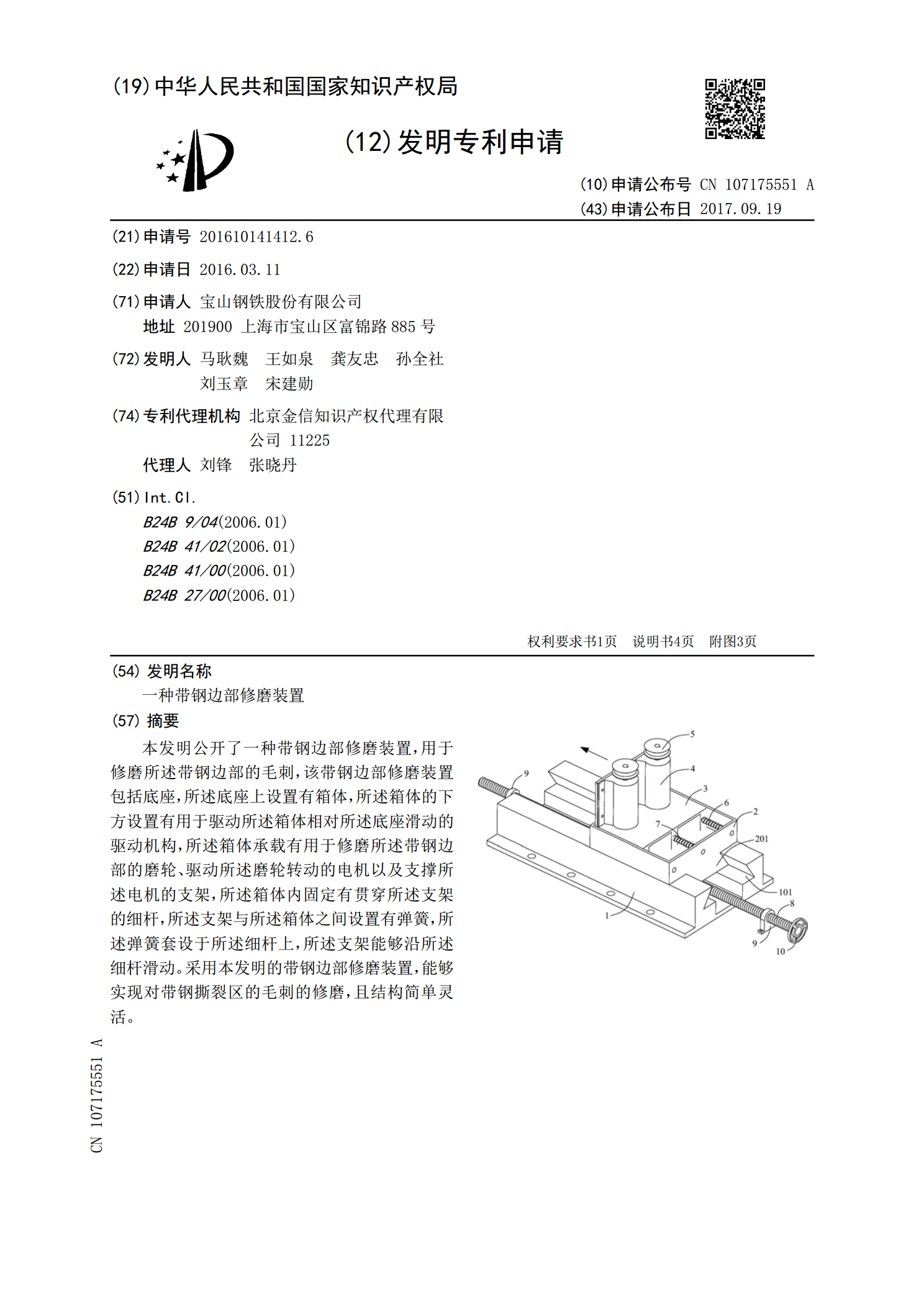
本发明公开了一种带钢边部修磨装置,用于修磨所述带钢边部的毛刺,该带钢边部修磨装置包括底座,所述底座上设置有箱体,所述箱体的下方设置有用于驱动所述箱体相对所述底座滑动的驱动机构,所述箱体承载有用于修磨所述带钢边部的磨轮、驱动所述磨轮转动的电机以及支撑所述电机的支架,所述箱体内固定有贯穿所述支架的细杆,所述支架与所述箱体之间设置有弹簧,所述弹簧套设于所述细杆上,所述支架能够沿所述细杆滑动。采用本发明的带钢边部修磨装置,能够实现对带钢撕裂区的毛刺的修磨,且结构简单灵活。