
钢丝折弯机及用该机进行钢丝折弯的方法.pdf

梦影****主a

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢丝折弯机及用该机进行钢丝折弯的方法.pdf
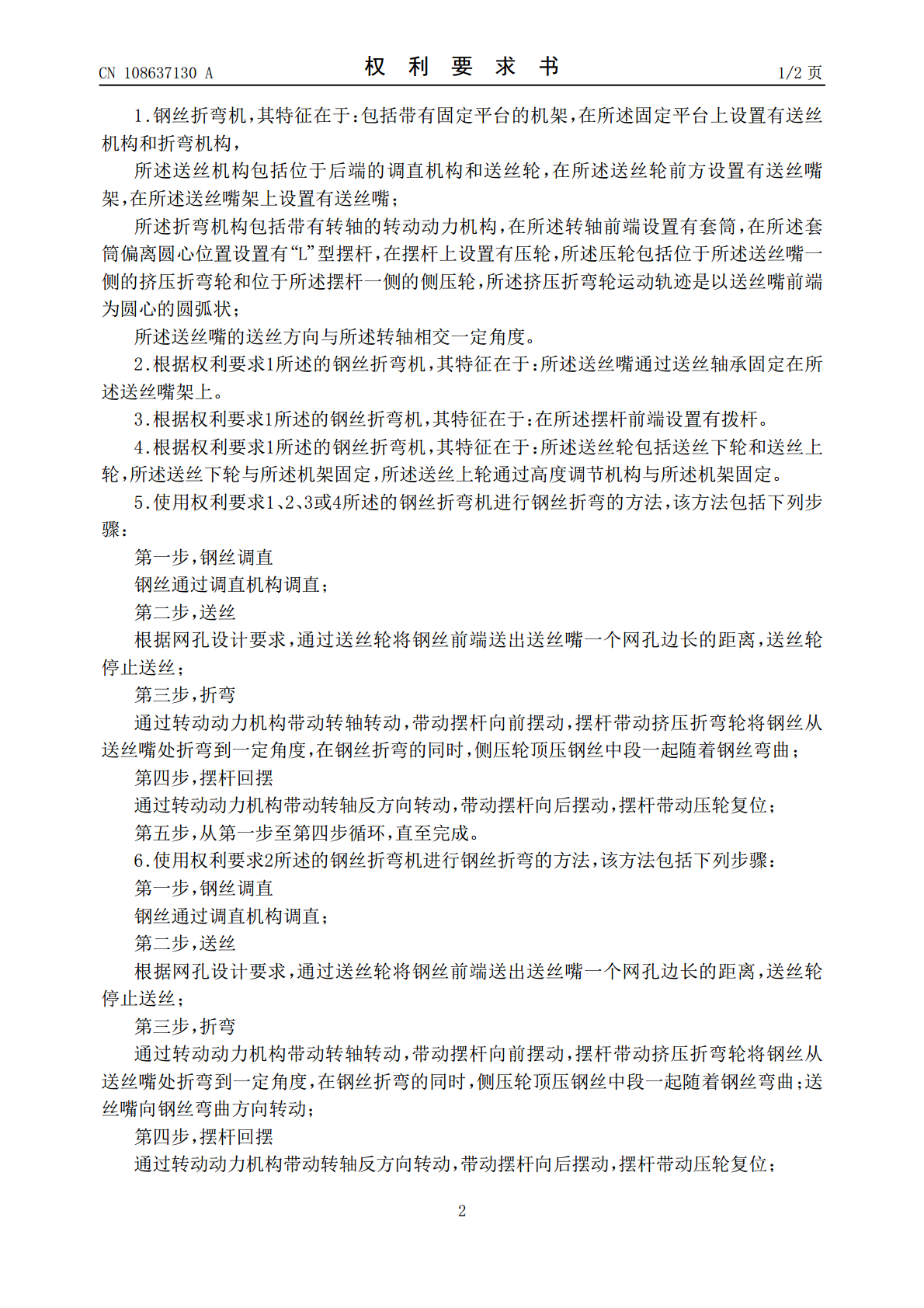
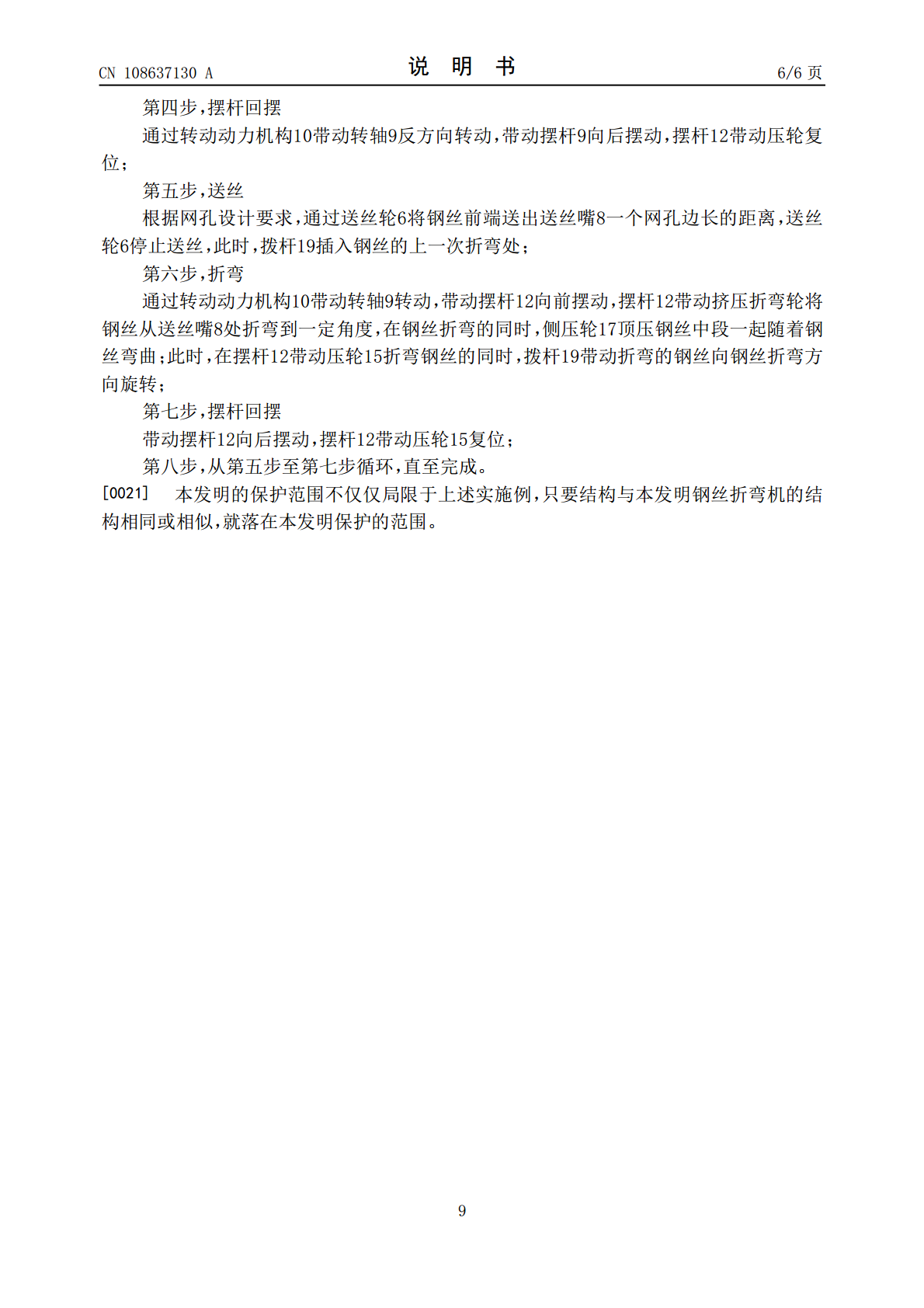
本发明属于钢丝折弯机技术领域,具体地讲涉及钢丝折弯机以及钢丝折弯方法,其主要技术特征为:包括带有固定平台的机架,在固定平台上设置有送丝机构和折弯机构;送丝机构包括位于后端的调直机构和送丝轮,在送丝轮前方设置有送丝嘴架,在送丝嘴架上设置有送丝嘴;折弯机构包括带有转轴的转动动力机构,在转轴前端设置有套筒,在套筒偏离圆心位置设置有“L”型摆杆,在摆杆上设置有压轮,压轮包括位于所述送丝嘴一侧的挤压折弯轮和位于所述摆杆一侧的侧压轮,挤压折弯轮运动轨迹是以送丝嘴前端为圆心的圆弧状;送丝嘴的送丝方向与转轴相交一定角度。

钢丝网折弯机.pdf
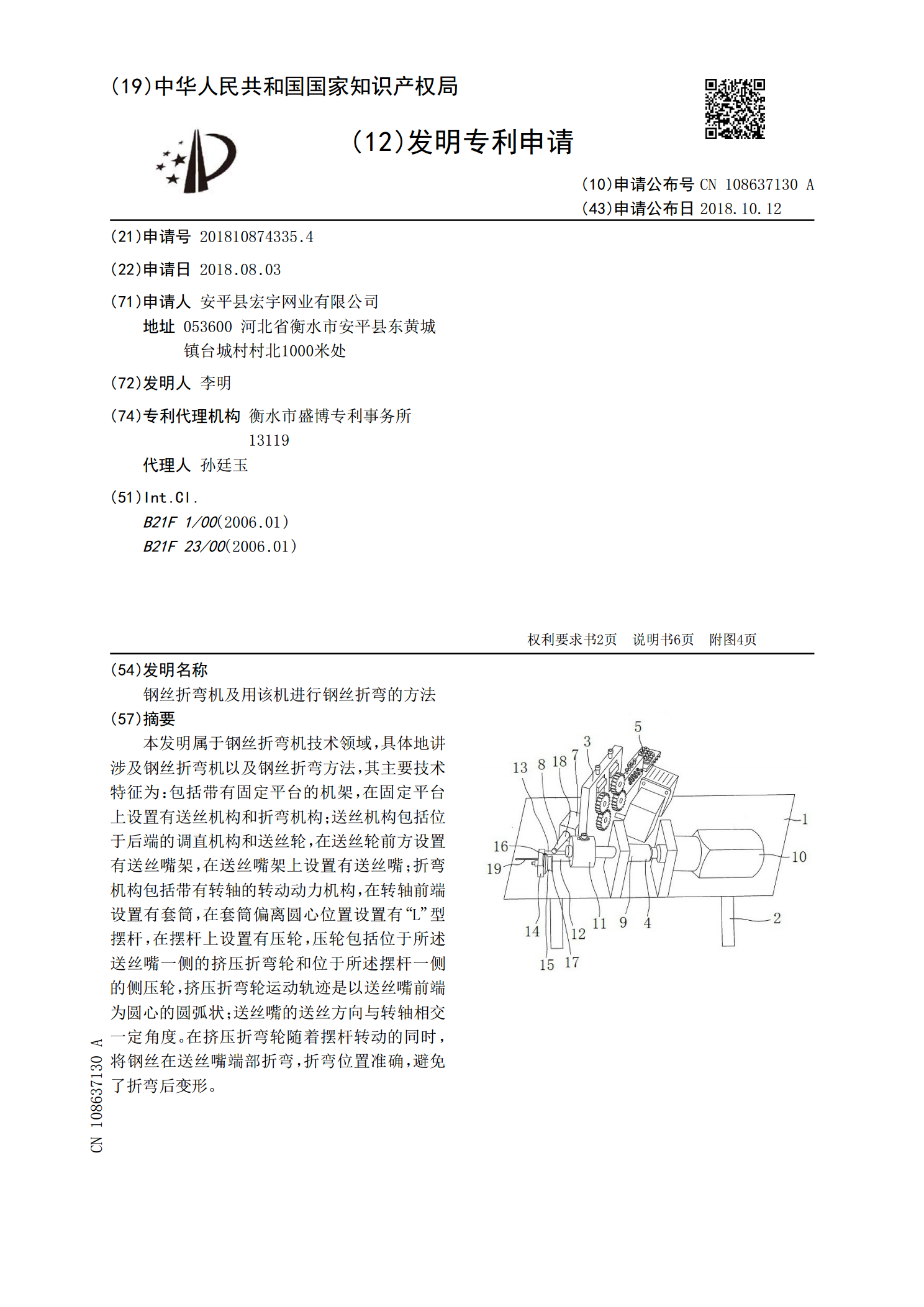
本发明涉及钢丝网加工设备领域,提供了一种钢丝网折弯机,包括机架和动力装置,机架包括第一侧支撑板和第二侧支撑板,第一侧支撑板和第二侧支撑板围成成型通道;成型通道的一端为钢丝网进料端,另一端为钢丝网出料端;从钢丝网进料端到钢丝网出料端,依次设有动力辊和成型辊,动力辊和成型辊分别与第一侧支撑板和第二侧支撑板转动配合;每对动力辊的上动力辊与下动力辊之间设有钢丝网进料通道;每对成型辊设有上压轮和下压轮;在钢丝网前进方向上,上压轮的外径和下压轮的外径依次递增,相邻两下压轮之间的距离减小;动力装置与动力辊传动连接。本钢
钢丝网折弯机.pdf
本发明涉及钢丝网加工设备领域,提供了一种钢丝网折弯机,包括机架和动力装置,机架包括第一侧支撑板和第二侧支撑板,第一侧支撑板和第二侧支撑板围成成型通道;成型通道的一端为钢丝网进料端,另一端为钢丝网出料端;从钢丝网进料端到钢丝网出料端,依次设有动力辊和成型辊,动力辊和成型辊分别与第一侧支撑板和第二侧支撑板转动配合;每对动力辊的上动力辊与下动力辊之间设有钢丝网进料通道;每对成型辊设有上压轮和下压轮;在钢丝网前进方向上,上压轮的外径和下压轮的外径依次递增,相邻两下压轮之间的距离减小;动力装置与动力辊传动连接。本钢
全自动钢丝折弯机.pdf
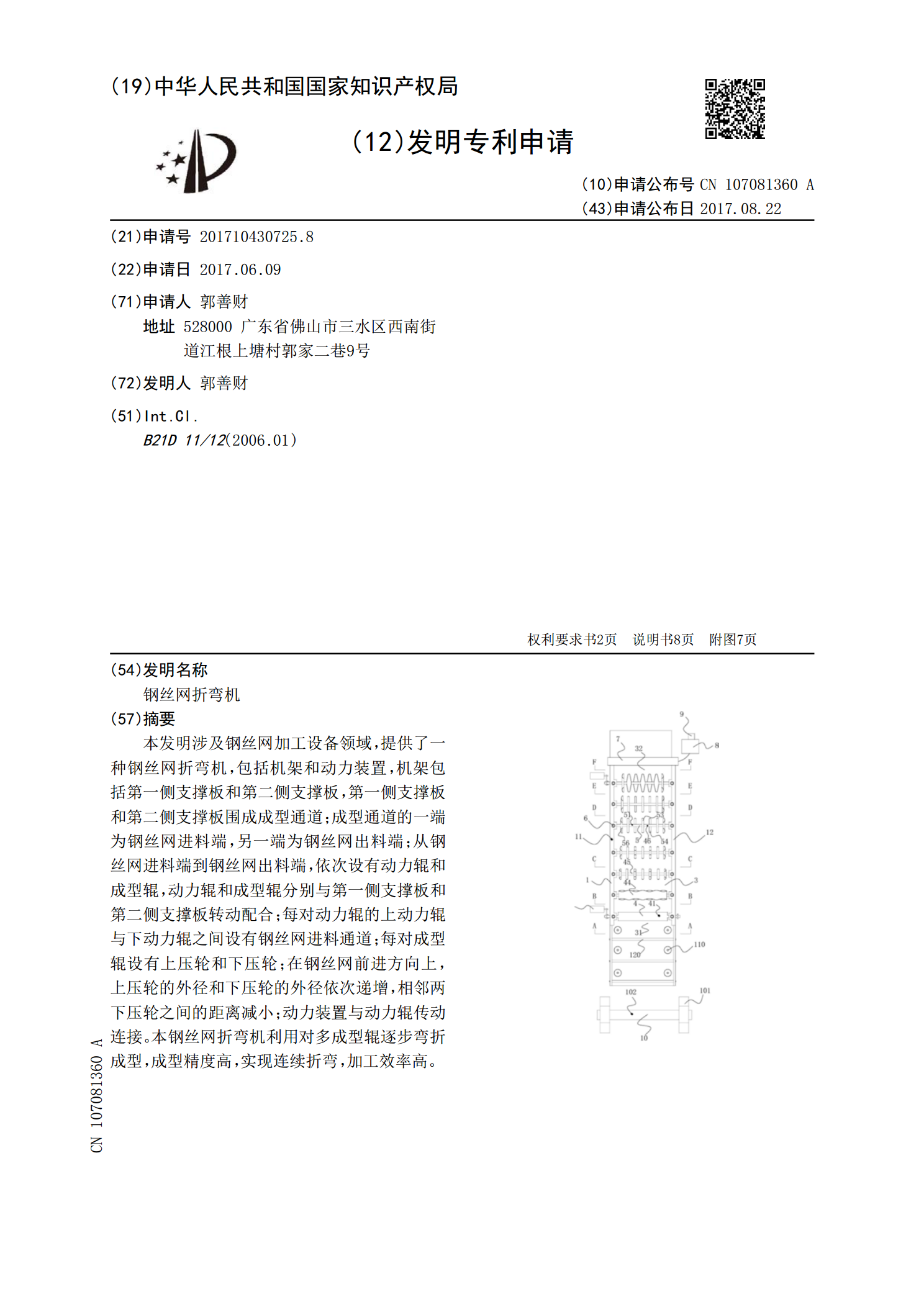
本发明涉及一种全自动钢丝折弯机,具有机架,并包括有送丝装置、折弯装置、移送装置、包扣装置、集丝出丝装置及编程控制器。送丝装置用于向折弯装置逐根给送钢丝,折弯装置用于对钢丝进行折弯加工,移送装置用于将折弯装置上折好的钢丝移送至包扣装置,包扣装置对折好的钢丝进行端头包扣加工以使端头部连接固定,集丝出丝装置用于收集、送出加工好的钢丝,编程控制器用于统一控制整机所有装置中的各个气缸、传感器、步进电机等的运作。相比于目前的钢丝折弯加工设备,该全自动钢丝折弯机具有更高更强的自动化运行程度与运行效率,能够有效实现省工省
一种能够将钢丝顶紧的方形钢丝折弯机构.pdf
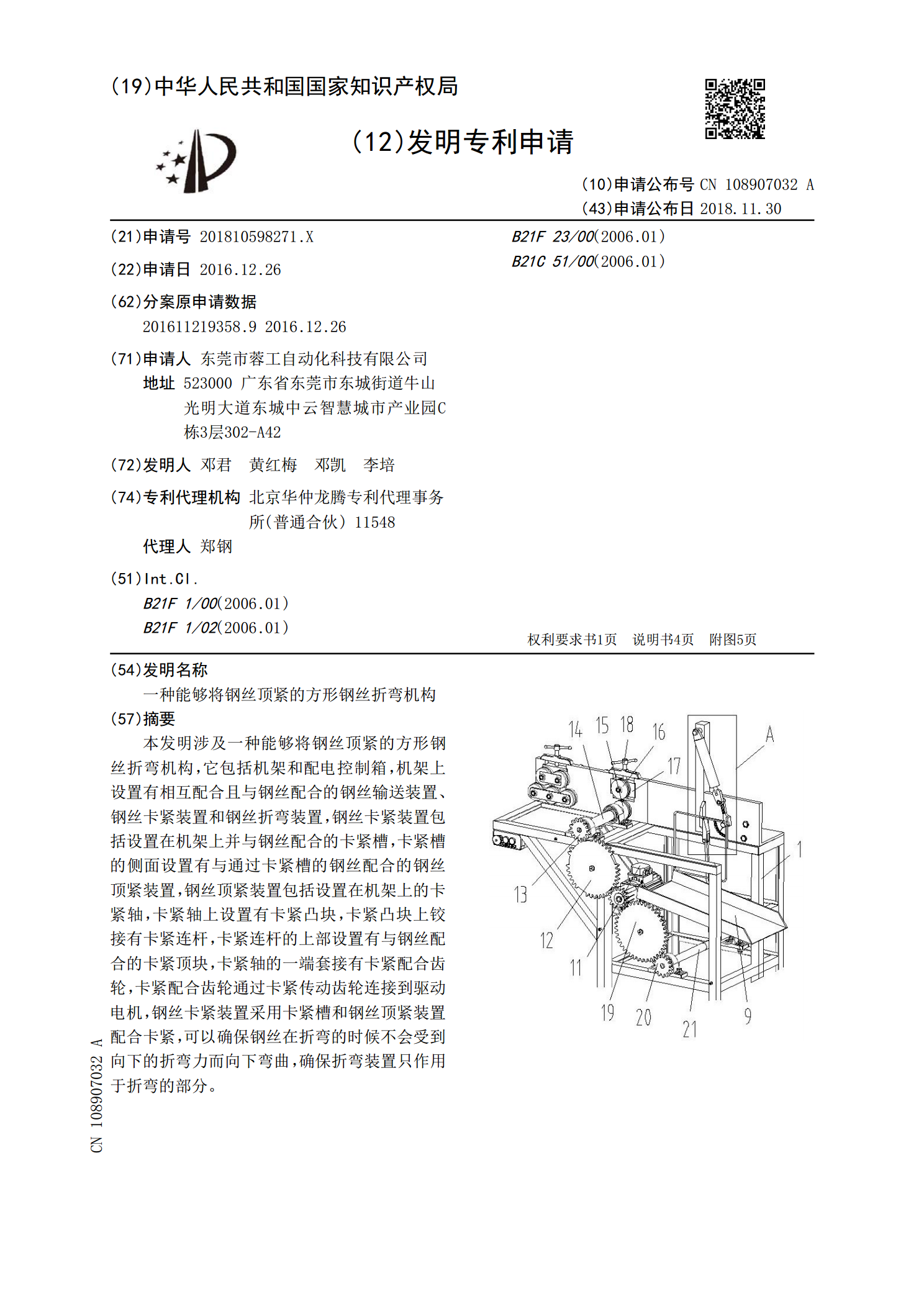
本发明涉及一种能够将钢丝顶紧的方形钢丝折弯机构,它包括机架和配电控制箱,机架上设置有相互配合且与钢丝配合的钢丝输送装置、钢丝卡紧装置和钢丝折弯装置,钢丝卡紧装置包括设置在机架上并与钢丝配合的卡紧槽,卡紧槽的侧面设置有与通过卡紧槽的钢丝配合的钢丝顶紧装置,钢丝顶紧装置包括设置在机架上的卡紧轴,卡紧轴上设置有卡紧凸块,卡紧凸块上铰接有卡紧连杆,卡紧连杆的上部设置有与钢丝配合的卡紧顶块,卡紧轴的一端套接有卡紧配合齿轮,卡紧配合齿轮通过卡紧传动齿轮连接到驱动电机,钢丝卡紧装置采用卡紧槽和钢丝顶紧装置配合卡紧,可以