
一种刀模加工方法.pdf

是飞****文章

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种刀模加工方法.pdf
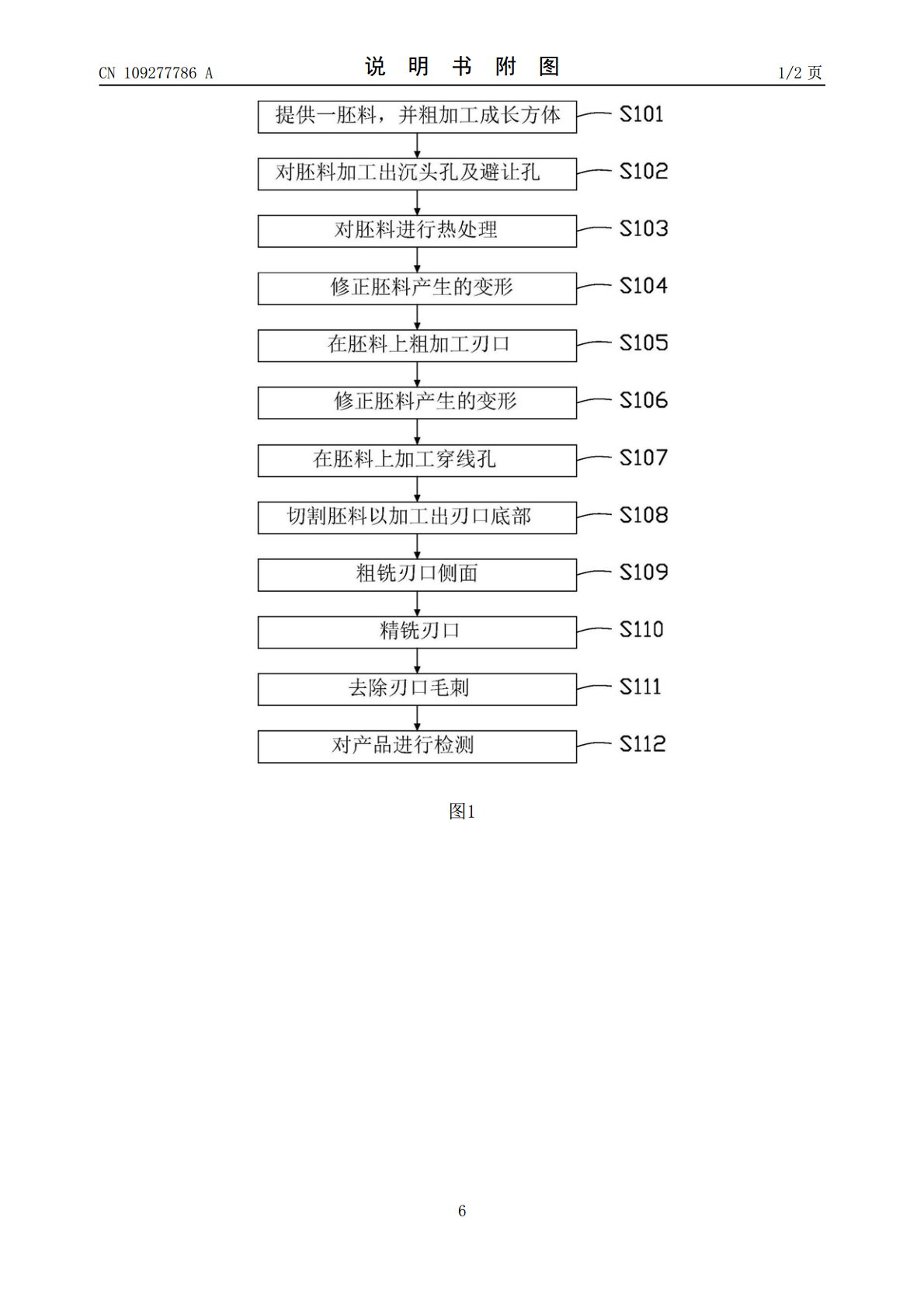
本发明提出一种刀模加工方法,一种刀模加工方法,该方法包括以下步骤:(1)提供一坯料,并粗加工成预设形状;(2)对该坯料加工出沉头孔及避让孔;(3)对该坯料进行热处理;(4)在该坯料上粗加工刃口;(5)在该坯料上加工穿线孔;(6)切割该坯料以加工出该刃口底部;(7)粗铣该刃口侧面,及(8)精铣该刃口。通过上述方法制备的刃口的刀尖轮廓曲线宽度、平面度较小,且刃口没有缺口、毛刺、卷刃等缺点。
一种滚筒刀模加工机及其加工方法.pdf
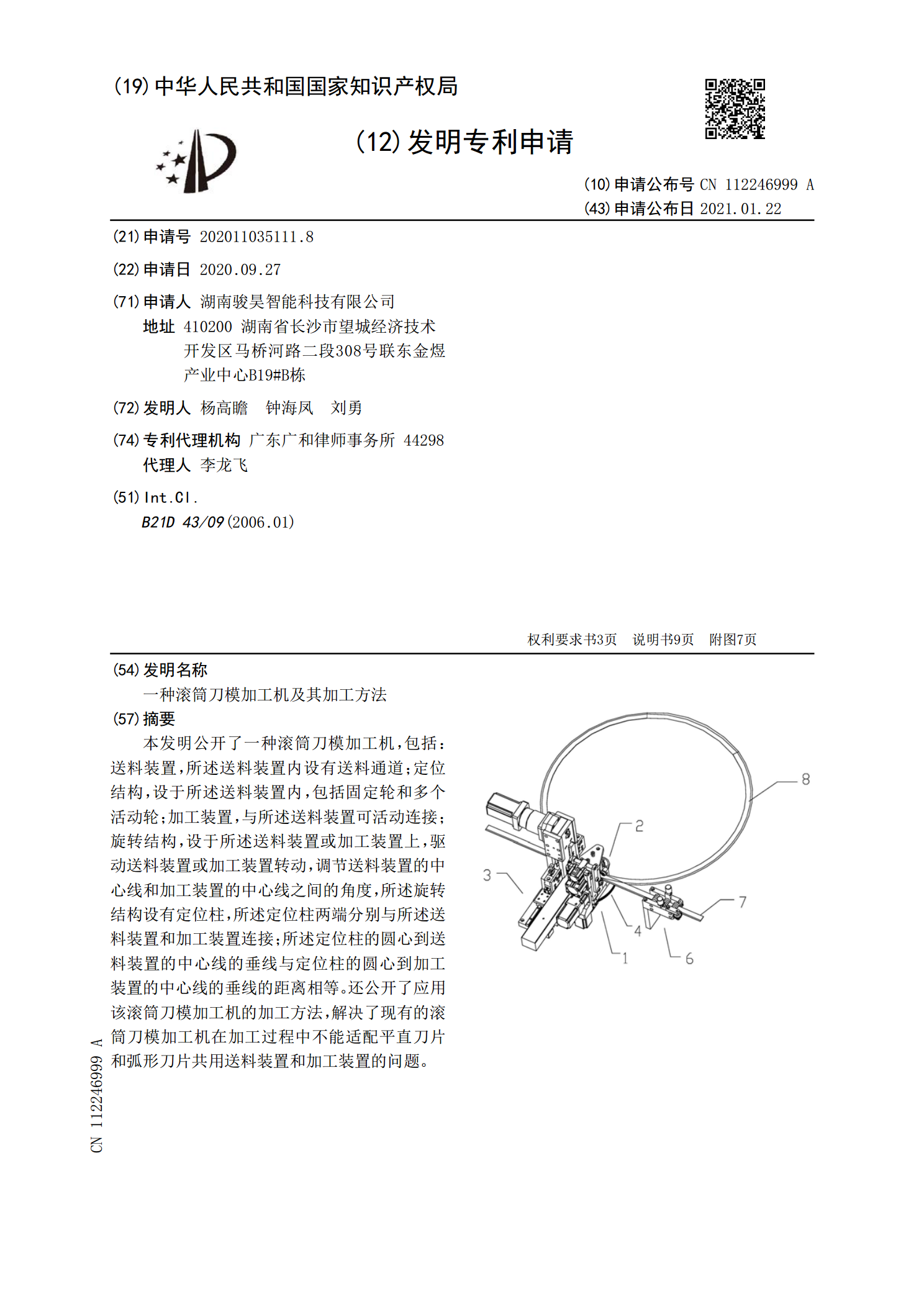
本发明公开了一种滚筒刀模加工机,包括:送料装置,所述送料装置内设有送料通道;定位结构,设于所述送料装置内,包括固定轮和多个活动轮;加工装置,与所述送料装置可活动连接;旋转结构,设于所述送料装置或加工装置上,驱动送料装置或加工装置转动,调节送料装置的中心线和加工装置的中心线之间的角度,所述旋转结构设有定位柱,所述定位柱两端分别与所述送料装置和加工装置连接;所述定位柱的圆心到送料装置的中心线的垂线与定位柱的圆心到加工装置的中心线的垂线的距离相等。还公开了应用该滚筒刀模加工机的加工方法,解决了现有的滚筒刀模加工
一种刀模钢淬火生产线、淬火方法及刀模钢加工方法.pdf
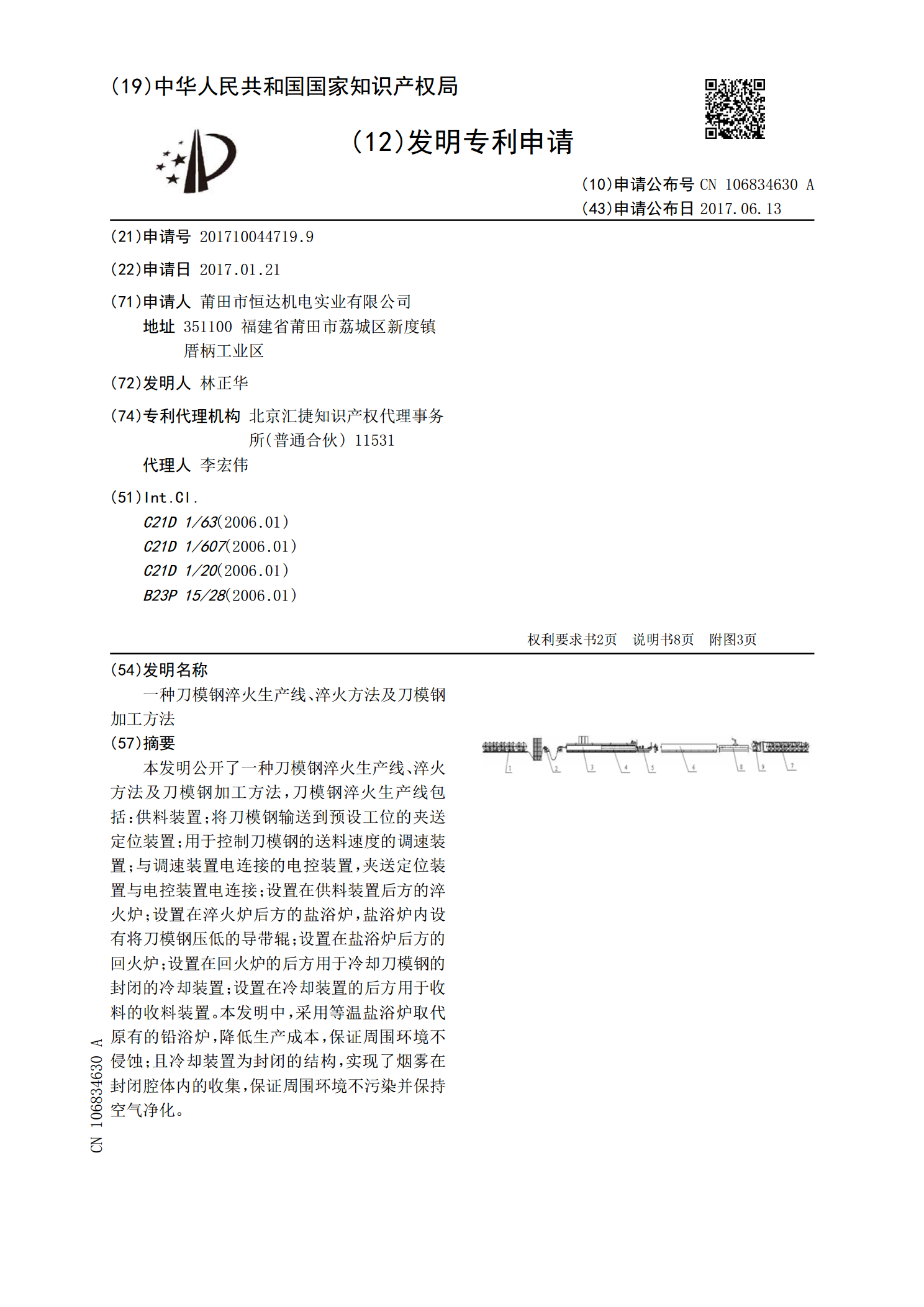
本发明公开了一种刀模钢淬火生产线、淬火方法及刀模钢加工方法,刀模钢淬火生产线包括:供料装置;将刀模钢输送到预设工位的夹送定位装置;用于控制刀模钢的送料速度的调速装置;与调速装置电连接的电控装置,夹送定位装置与电控装置电连接;设置在供料装置后方的淬火炉;设置在淬火炉后方的盐浴炉,盐浴炉内设有将刀模钢压低的导带辊;设置在盐浴炉后方的回火炉;设置在回火炉的后方用于冷却刀模钢的封闭的冷却装置;设置在冷却装置的后方用于收料的收料装置。本发明中,采用等温盐浴炉取代原有的铅浴炉,降低生产成本,保证周围环境不侵蚀;且冷却
圆模刀模板数控加工设备及数控加工方法.pdf
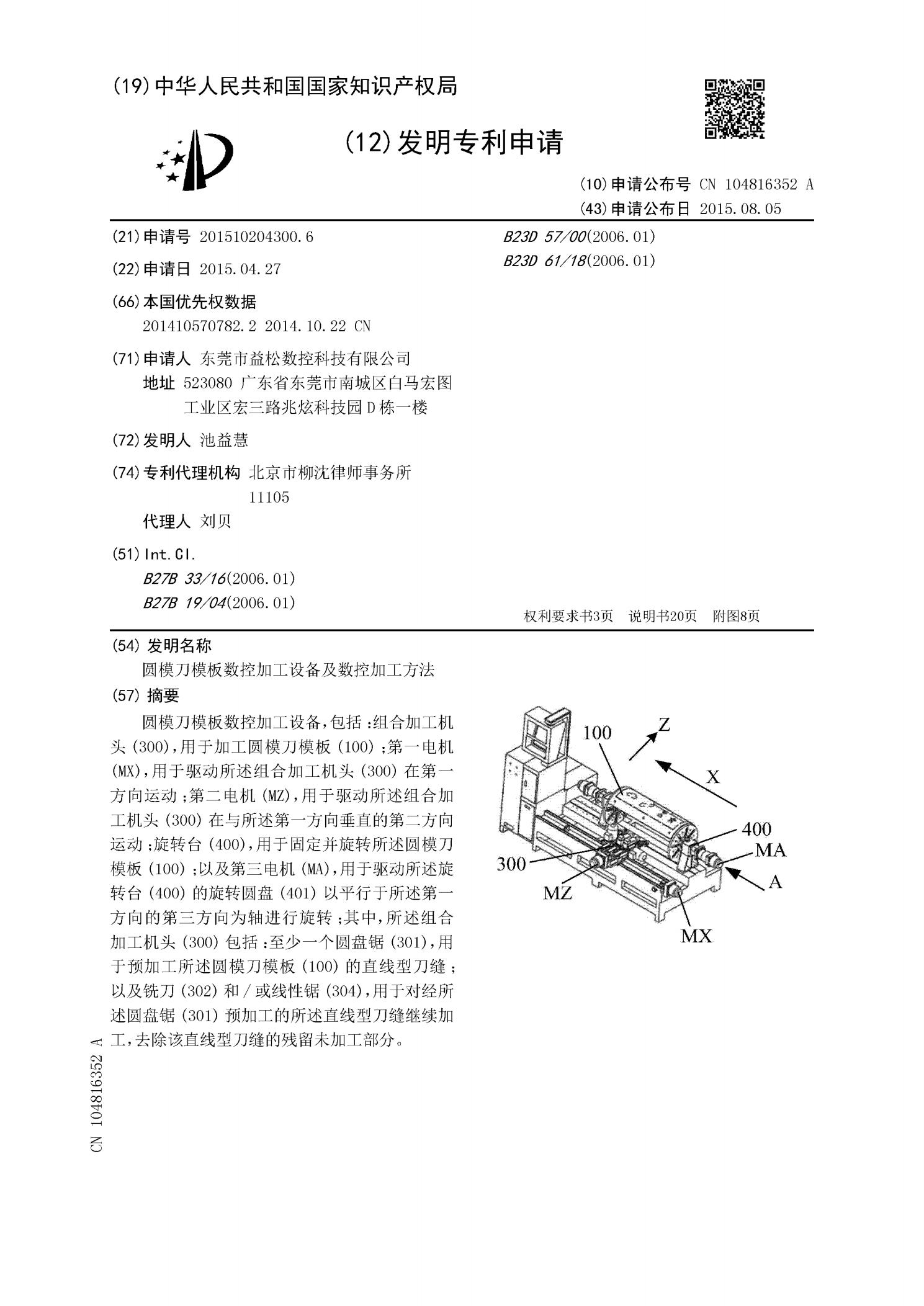
圆模刀模板数控加工设备,包括:组合加工机头(300),用于加工圆模刀模板(100);第一电机(MX),用于驱动所述组合加工机头(300)在第一方向运动;第二电机(MZ),用于驱动所述组合加工机头(300)在与所述第一方向垂直的第二方向运动;旋转台(400),用于固定并旋转所述圆模刀模板(100);以及第三电机(MA),用于驱动所述旋转台(400)的旋转圆盘(401)以平行于所述第一方向的第三方向为轴进行旋转;其中,所述组合加工机头(300)包括:至少一个圆盘锯(301),用于预加工所述圆模刀模板(100)

一种滚刀的加工方法.pdf
一种滚刀的加工方法,步骤如下:先对滚刀毛坯加工出所需的半成品滚刀;接着加工出与放大n倍后的滚刀齿形相匹配的样板;然后用样板加工出轧辊铣刀;再用轧辊铣刀加工出退火后的轧辊;接着用轧辊挤压出金刚石磨轮的轮齿;最后用金刚石磨轮的轮齿对半成品滚刀进行铲磨,加工获得所述滚刀的齿形,获得符合加工要求的合格滚刀。由于本发明在滚刀加工过程中,对滚刀刀具的成型采用先按比例放大,再按同比例缩小的加工方法,不仅提高了滚刀的加工精度,还使得滚刀加工的生产效率提高,滚刀加工过程中的机床调整更加方便,且得到的滚刀各前刀面的前角为零度