
一种轴承套圈车加工轮廓检测方法.pdf

一条****彩妍

1/9
2/9

3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承套圈车加工轮廓检测方法.pdf
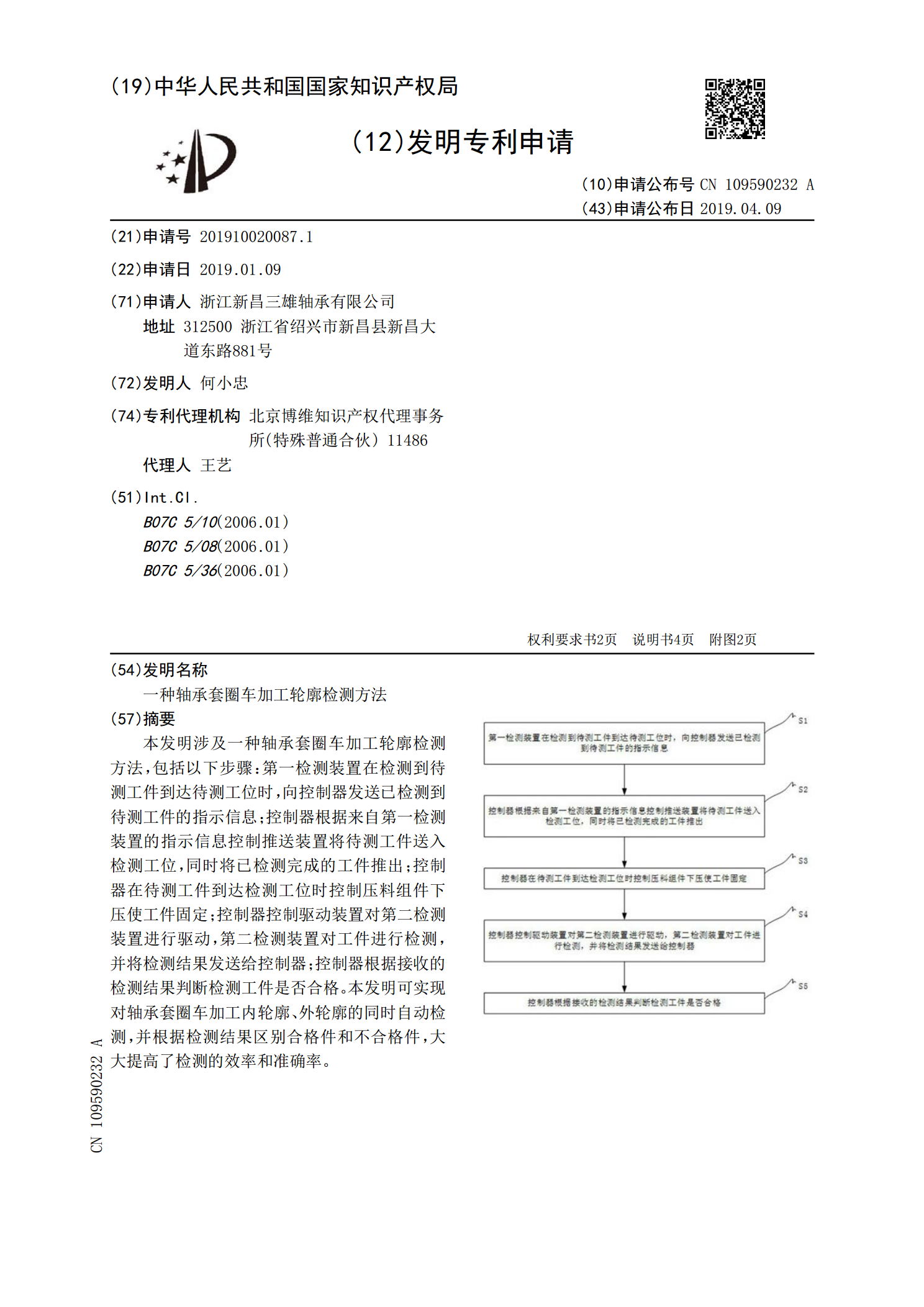
本发明涉及一种轴承套圈车加工轮廓检测方法,包括以下步骤:第一检测装置在检测到待测工件到达待测工位时,向控制器发送已检测到待测工件的指示信息;控制器根据来自第一检测装置的指示信息控制推送装置将待测工件送入检测工位,同时将已检测完成的工件推出;控制器在待测工件到达检测工位时控制压料组件下压使工件固定;控制器控制驱动装置对第二检测装置进行驱动,第二检测装置对工件进行检测,并将检测结果发送给控制器;控制器根据接收的检测结果判断检测工件是否合格。本发明可实现对轴承套圈车加工内轮廓、外轮廓的同时自动检测,并根据检测结
一种轴承套圈车加工轮廓检测装置.pdf
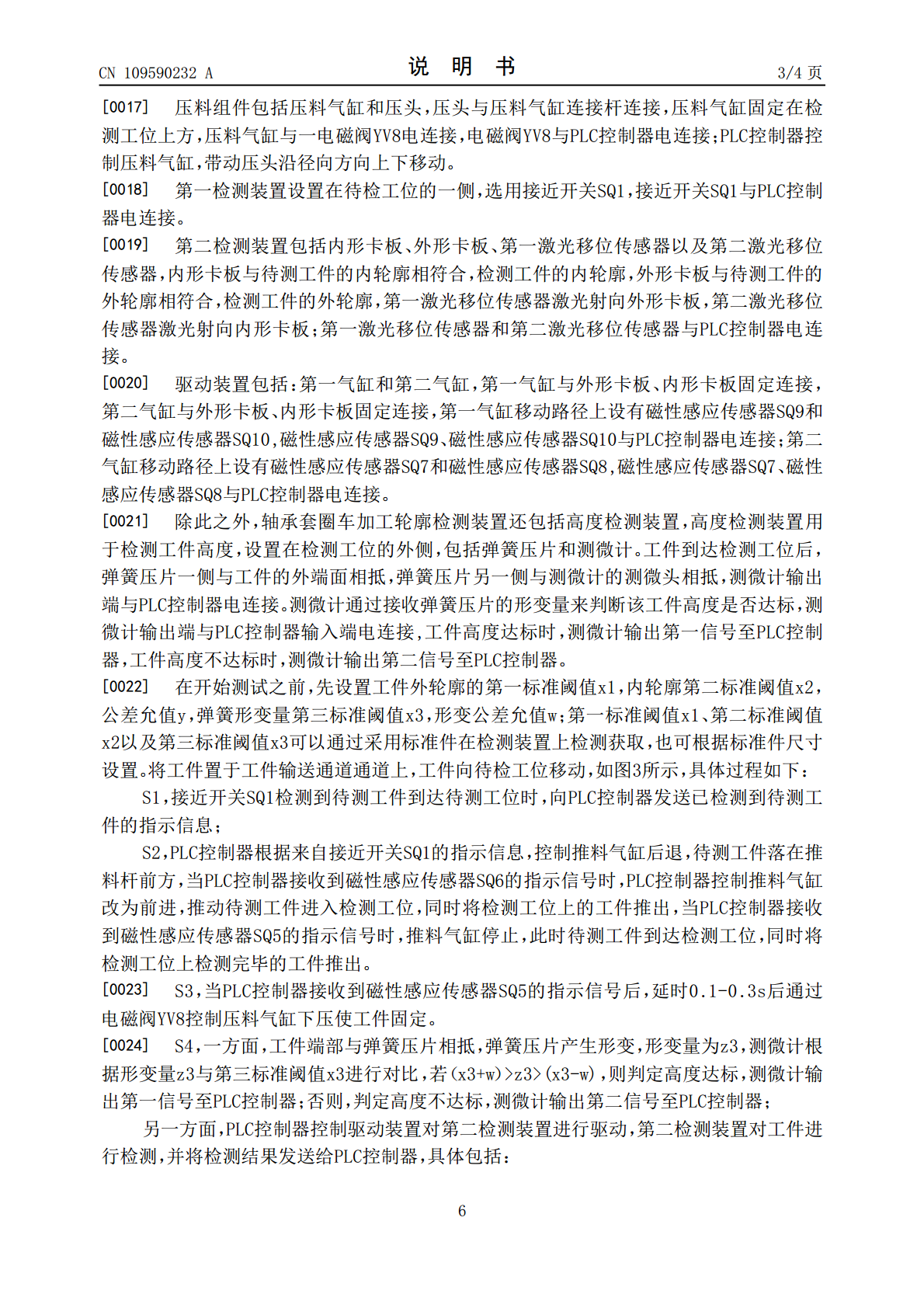
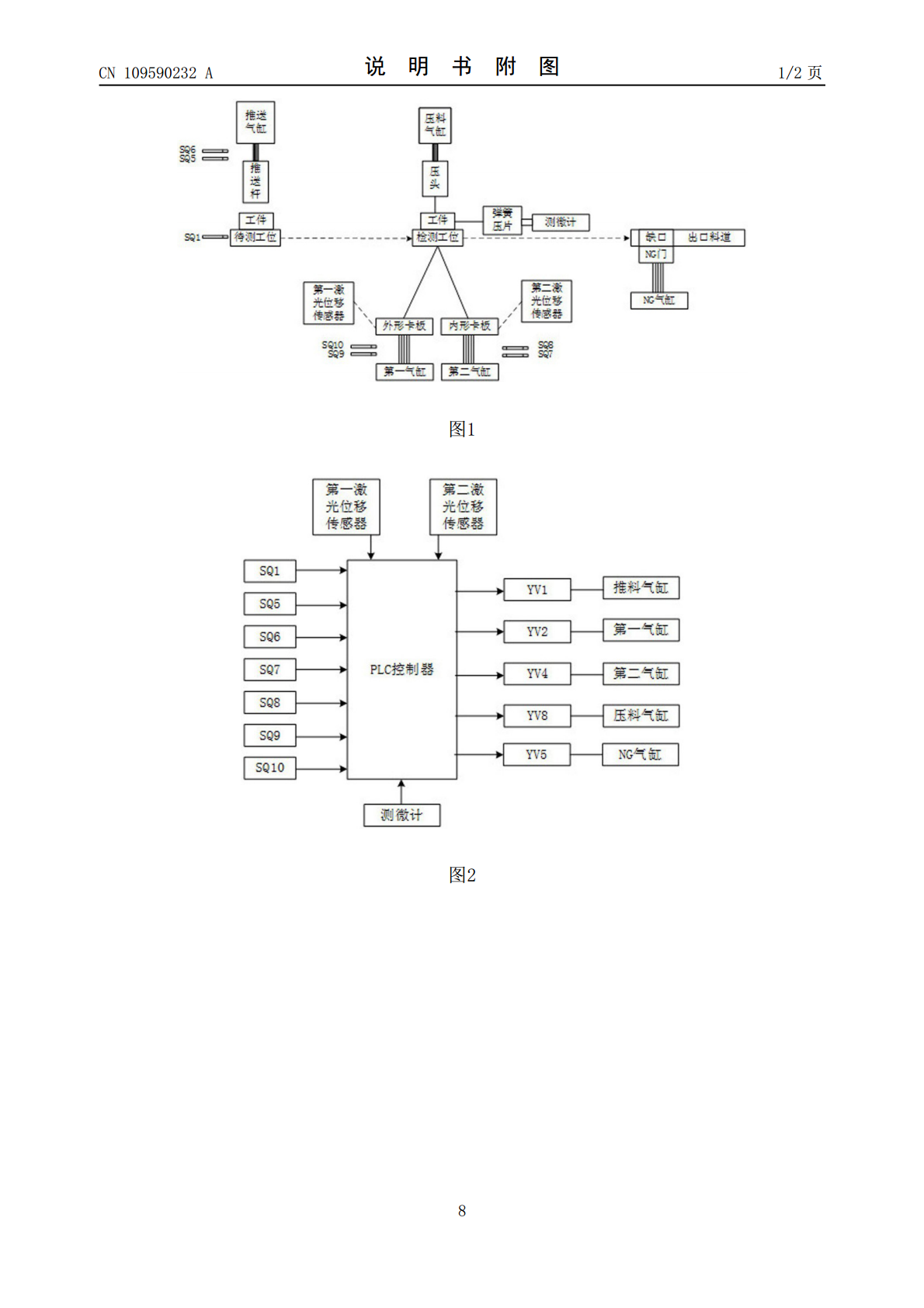
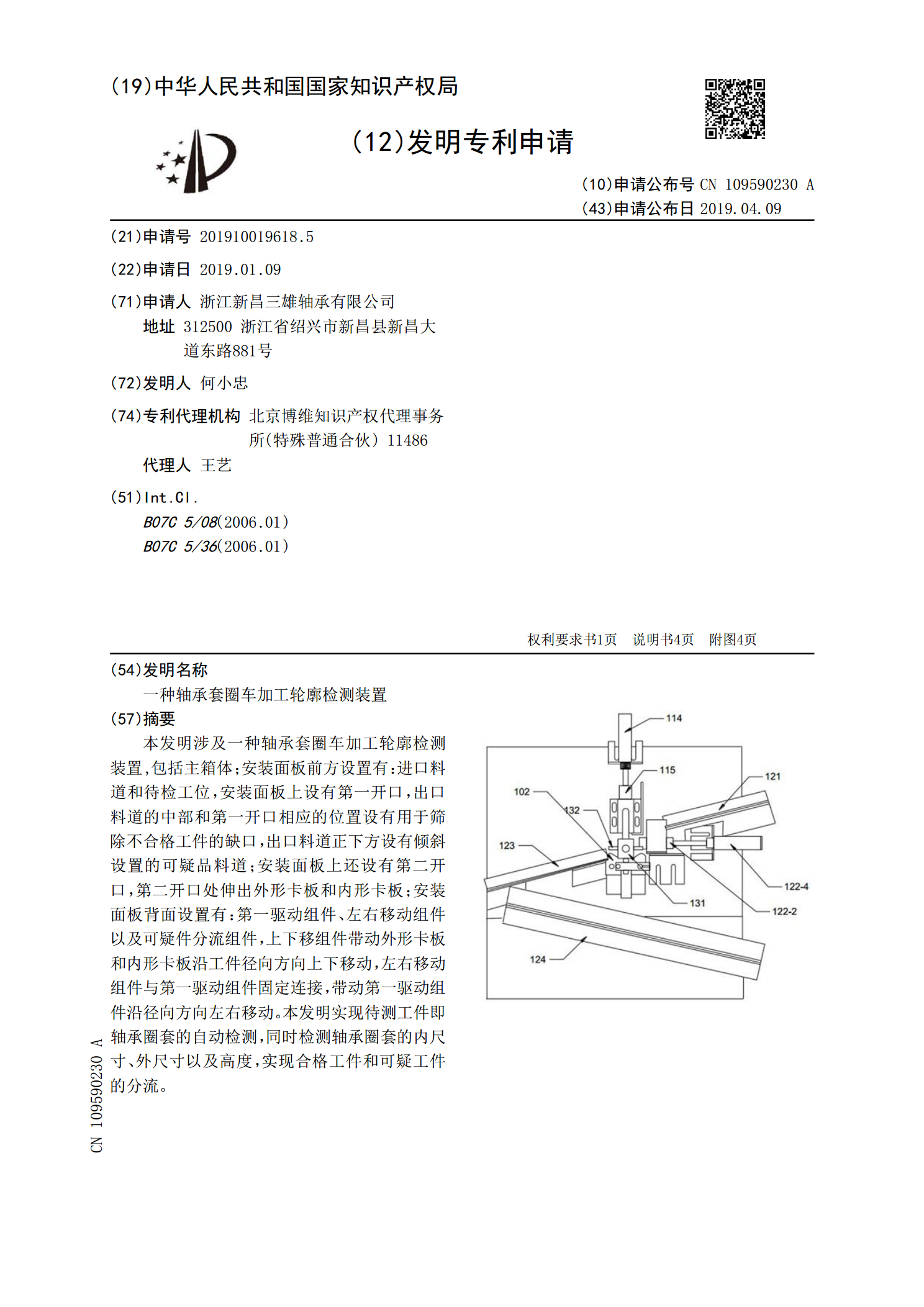
本发明涉及一种轴承套圈车加工轮廓检测装置,包括主箱体;安装面板前方设置有:进口料道和待检工位,安装面板上设有第一开口,出口料道的中部和第一开口相应的位置设有用于筛除不合格工件的缺口,出口料道正下方设有倾斜设置的可疑品料道;安装面板上还设有第二开口,第二开口处伸出外形卡板和内形卡板;安装面板背面设置有:第一驱动组件、左右移动组件以及可疑件分流组件,上下移组件带动外形卡板和内形卡板沿工件径向方向上下移动,左右移动组件与第一驱动组件固定连接,带动第一驱动组件沿径向方向左右移动。本发明实现待测工件即轴承圈套的自动
一种轴承套圈车加工轮廓检测控制系统.pdf
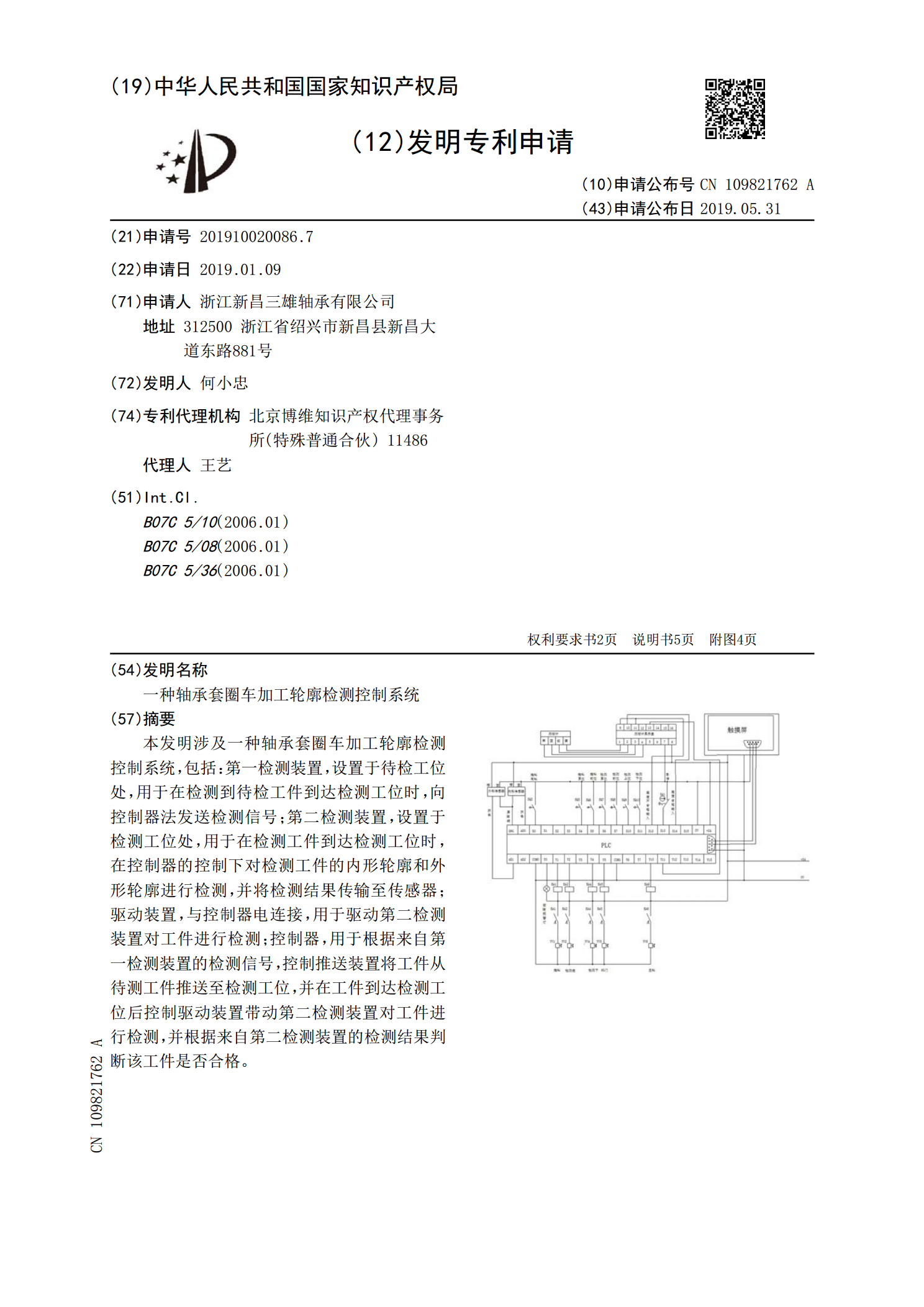
本发明涉及一种轴承套圈车加工轮廓检测控制系统,包括:第一检测装置,设置于待检工位处,用于在检测到待检工件到达检测工位时,向控制器法发送检测信号;第二检测装置,设置于检测工位处,用于在检测工件到达检测工位时,在控制器的控制下对检测工件的内形轮廓和外形轮廓进行检测,并将检测结果传输至传感器;驱动装置,与控制器电连接,用于驱动第二检测装置对工件进行检测;控制器,用于根据来自第一检测装置的检测信号,控制推送装置将工件从待测工件推送至检测工位,并在工件到达检测工位后控制驱动装置带动第二检测装置对工件进行检测,并根据

一种轴承套圈车加工设备.pdf
本发明公开了一种轴承套圈车加工设备,包括工作台,所述工作台上固定连接有第一驱动箱,所述工作台上固定连接有第二驱动箱,所述第一驱动箱上设有两个切割头,所述第二驱动箱上固定连接有驱动电机,所述驱动电机的驱动轴上连接有旋转组件,所述第二驱动箱中设有两个转动组件,两个所述转动组件分别与旋转组件传动连接,两个所述转动组件的一端均连接有旋转座。本发明中可以使轴承套圈随之得到加工,处于上方的轴承套圈能够再一次的加工成半成品,而处于下方的轴承套圈能够再一次加工成完整品,这样能够使装置在同一时间能够对轴承套圈进行预加工,从
一种轴承套圈组件轮廓质量激光检测装置.pdf
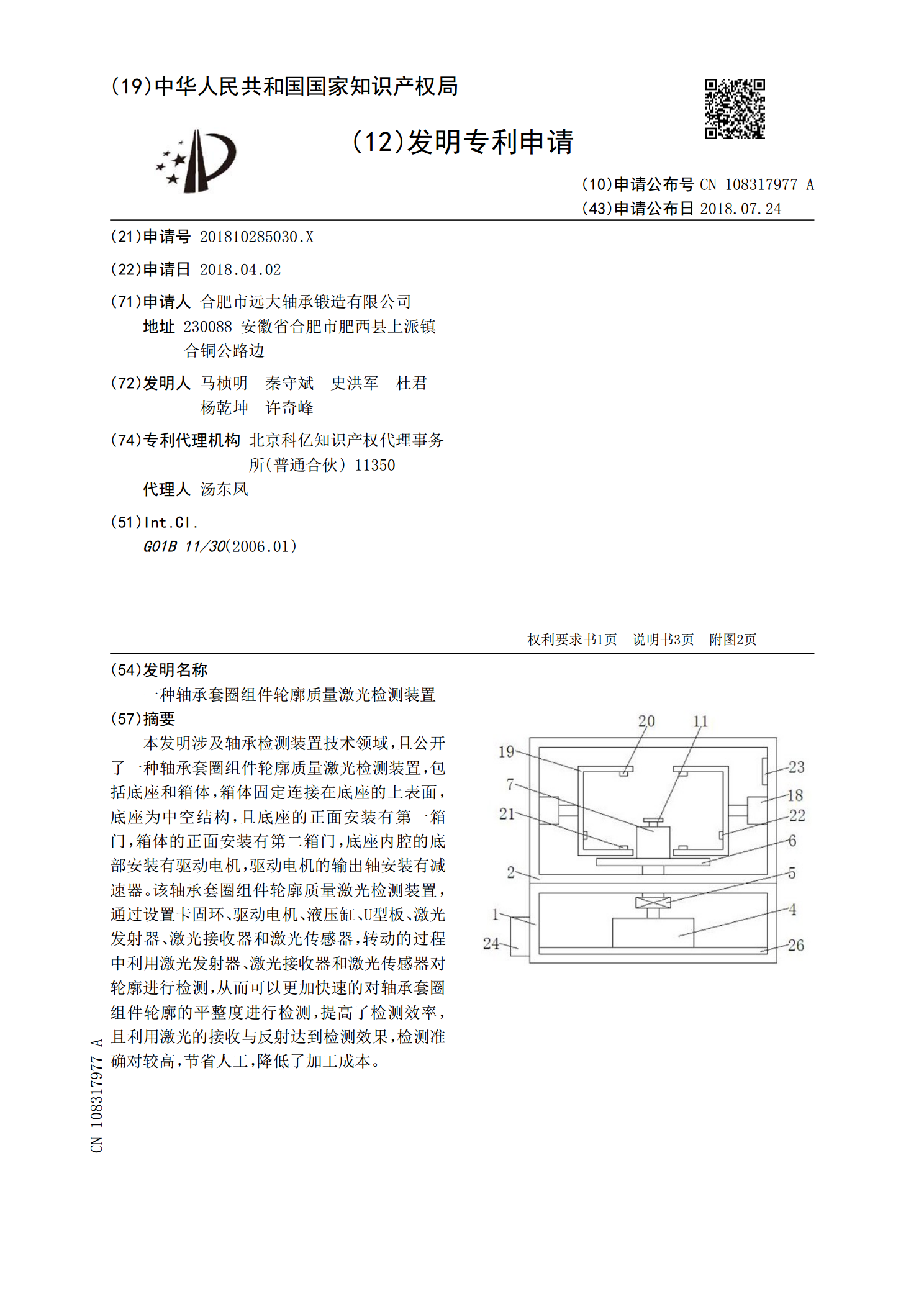
本发明涉及轴承检测装置技术领域,且公开了一种轴承套圈组件轮廓质量激光检测装置,包括底座和箱体,箱体固定连接在底座的上表面,底座为中空结构,且底座的正面安装有第一箱门,箱体的正面安装有第二箱门,底座内腔的底部安装有驱动电机,驱动电机的输出轴安装有减速器。该轴承套圈组件轮廓质量激光检测装置,通过设置卡固环、驱动电机、液压缸、U型板、激光发射器、激光接收器和激光传感器,转动的过程中利用激光发射器、激光接收器和激光传感器对轮廓进行检测,从而可以更加快速的对轴承套圈组件轮廓的平整度进行检测,提高了检测效率,且利用激