
一种有序微槽结构多层超硬磨料电镀砂轮.pdf

瀚玥****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种有序微槽结构多层超硬磨料电镀砂轮.pdf
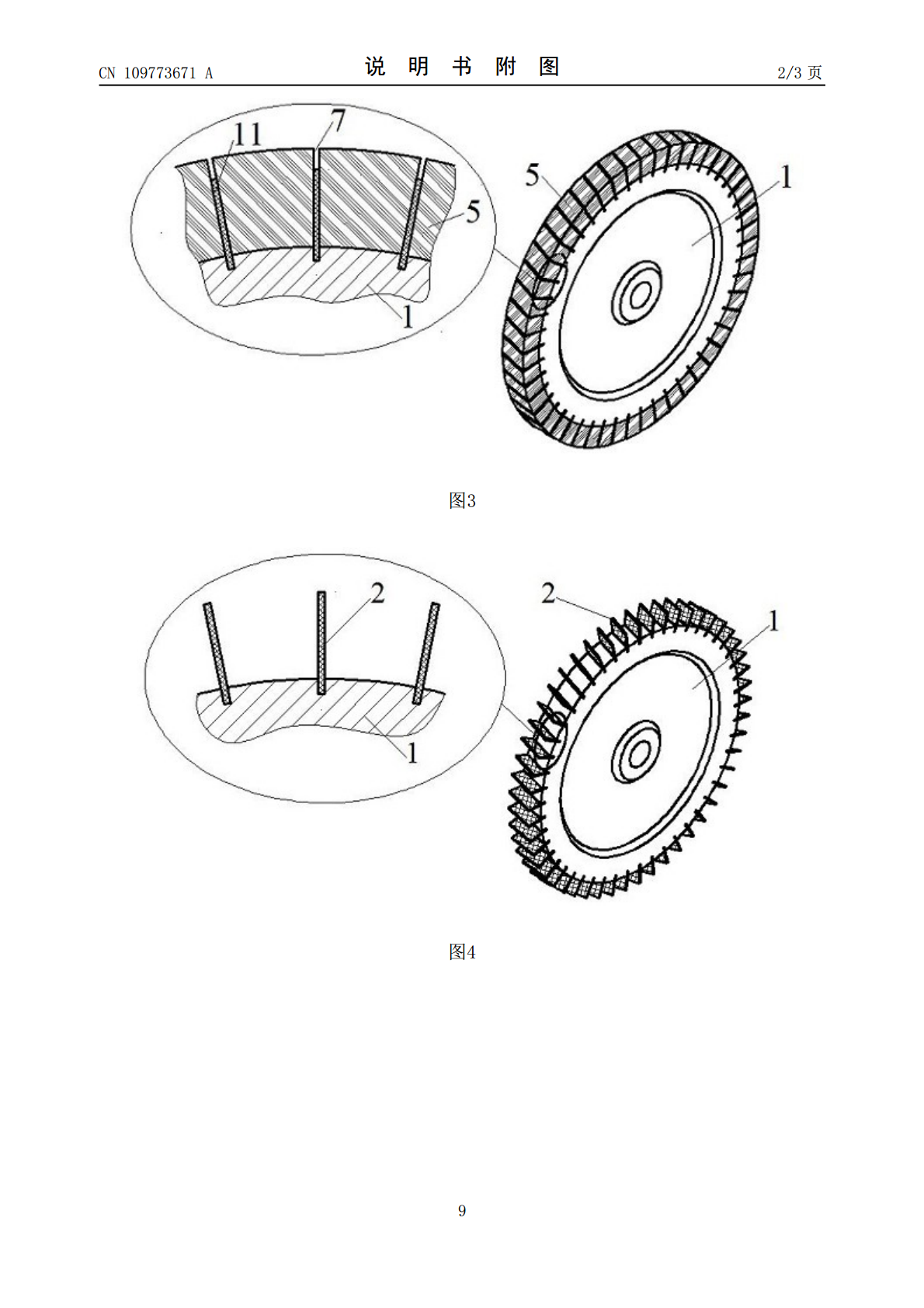
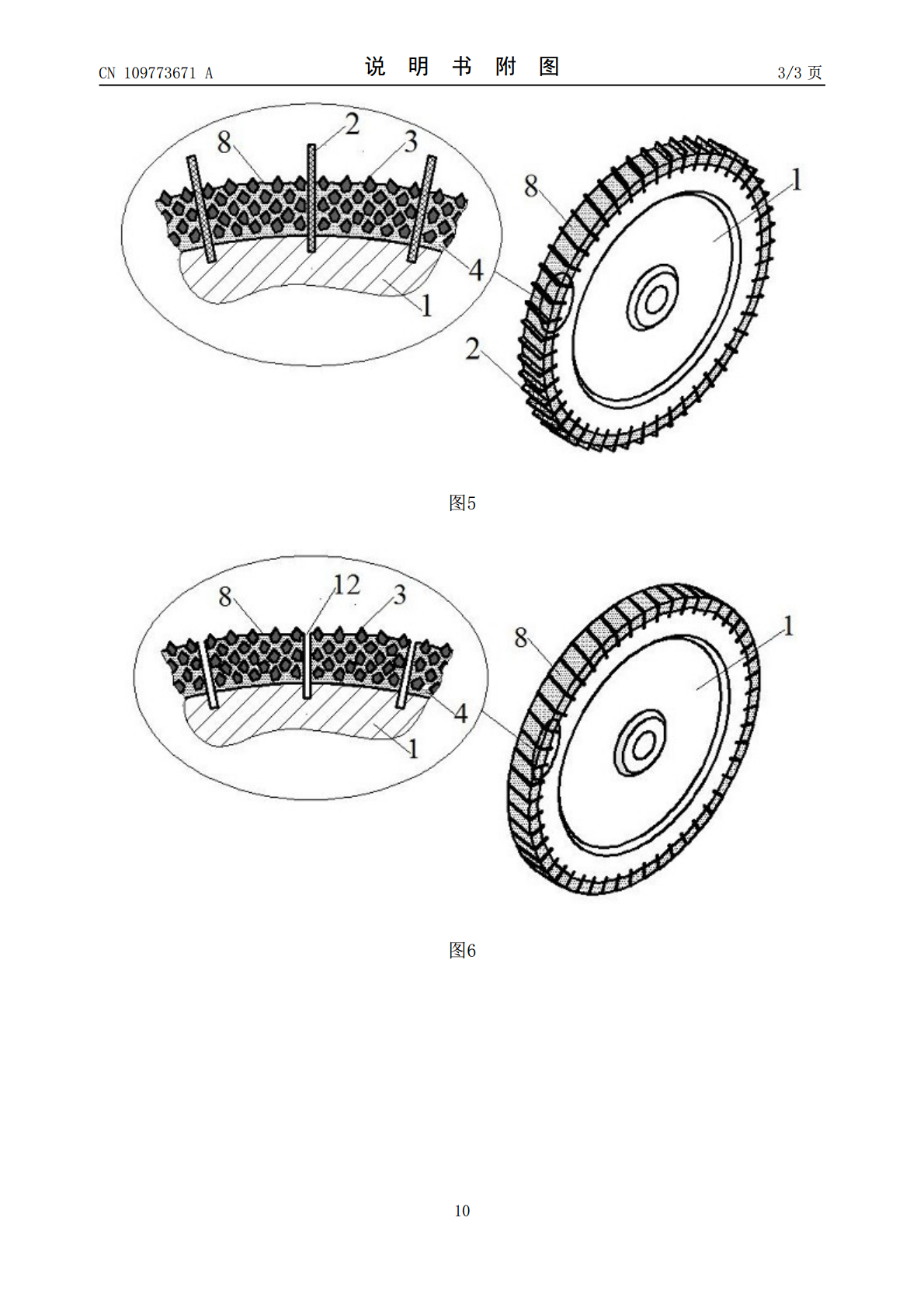
本发明公开了一种有序微槽结构多层超硬磨料电镀砂轮,其特征是在砂轮轮毂外圆周上有序排布着大量且包含有多层磨料的电镀超硬磨料层,相邻磨料层间存在有宽度仅为几十微米、深度为数百微米、长度与砂轮厚度相等、间距为几百微米的微槽。微槽的深宽比可以达到几十且微槽具有结构和尺寸一致性高的特点。本发明的砂轮有利于解决砂轮容易堵塞、磨削液难以进入磨削区、电镀多层磨料时相邻磨料层容易搭接、磨料层结构一致性差的问题,有效防止工件烧伤,显著地提高砂轮磨削效率和使用寿命,保证磨削质量。

一种有序微槽结构多层超硬磨料电镀砂轮及其制备方法.pdf
本发明公开了一种有序微槽结构多层超硬磨料电镀砂轮及其制备方法,其特征是在砂轮轮毂外圆周上有序排布着大量且包含有多层磨料的电镀超硬磨料层,相邻磨料层间存在有宽度仅为几十微米、深度为数百微米、长度与砂轮厚度相等、间距为几百微米的微槽。其制备方法为:在砂轮轮毂外圆周涂覆聚乙烯醇胶水并干燥成胶层,采用微水刀激光加工技术在胶层上加工出凹槽阵列,向凹槽内注入熔融聚乙烯并冷却成绝缘片,在沸水中溶解胶层后电镀多层磨料,最后熔除绝缘片。本发明的砂轮有利于解决砂轮容易堵塞、磨削液难以进入磨削区、电镀多层磨料时相邻磨料层容易搭
超硬磨料砂轮.pdf
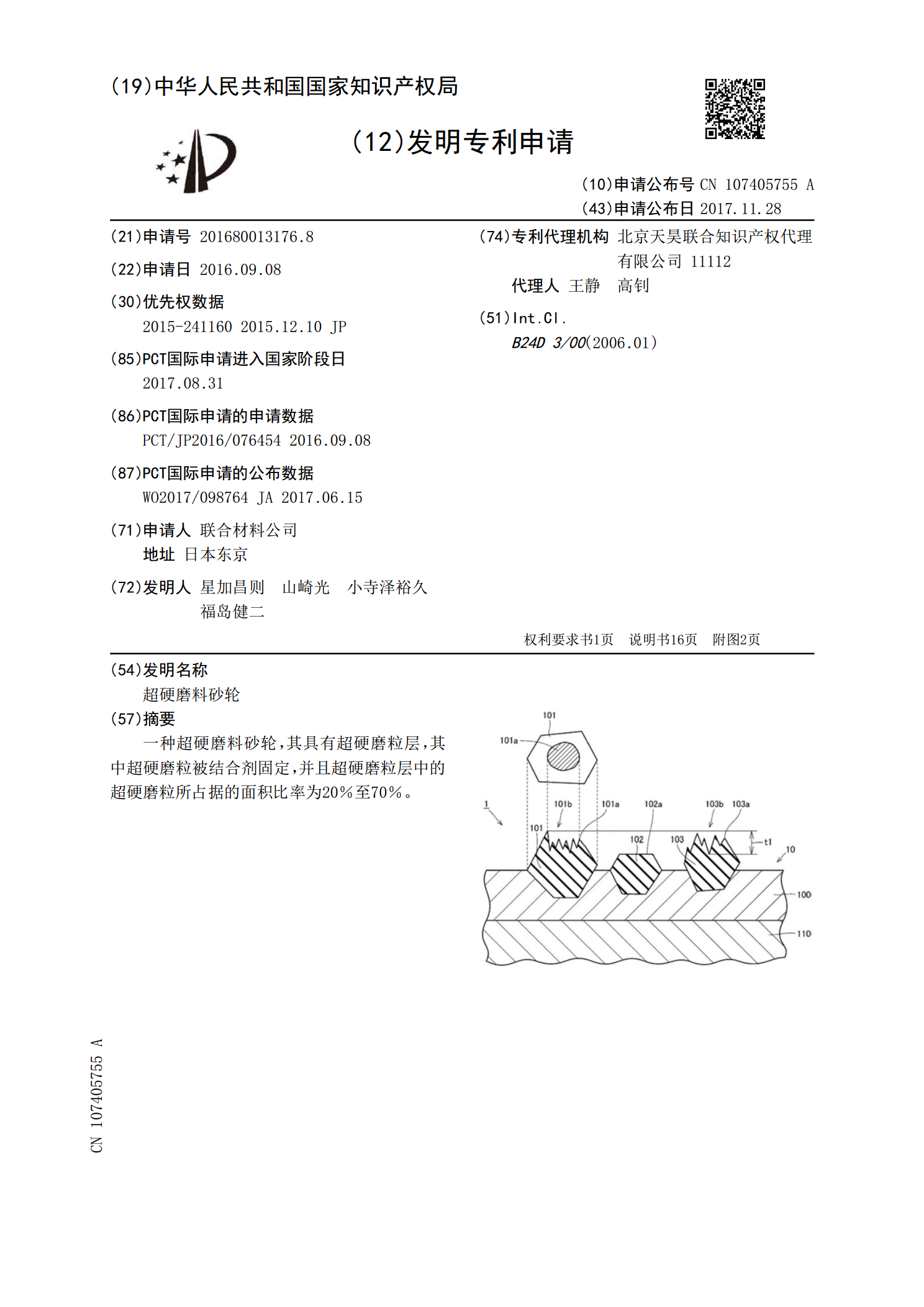
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。
超硬磨料砂轮.pdf
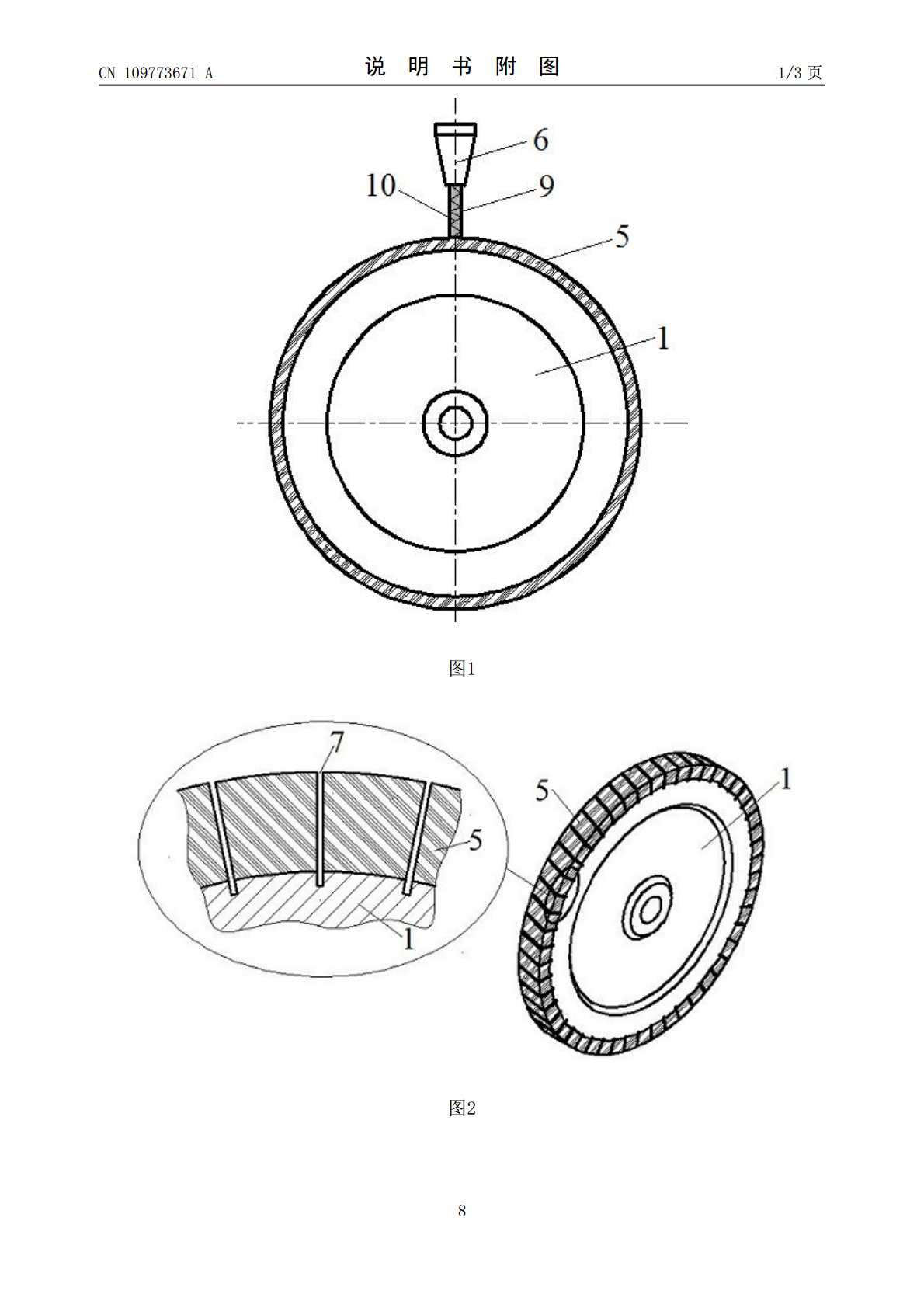
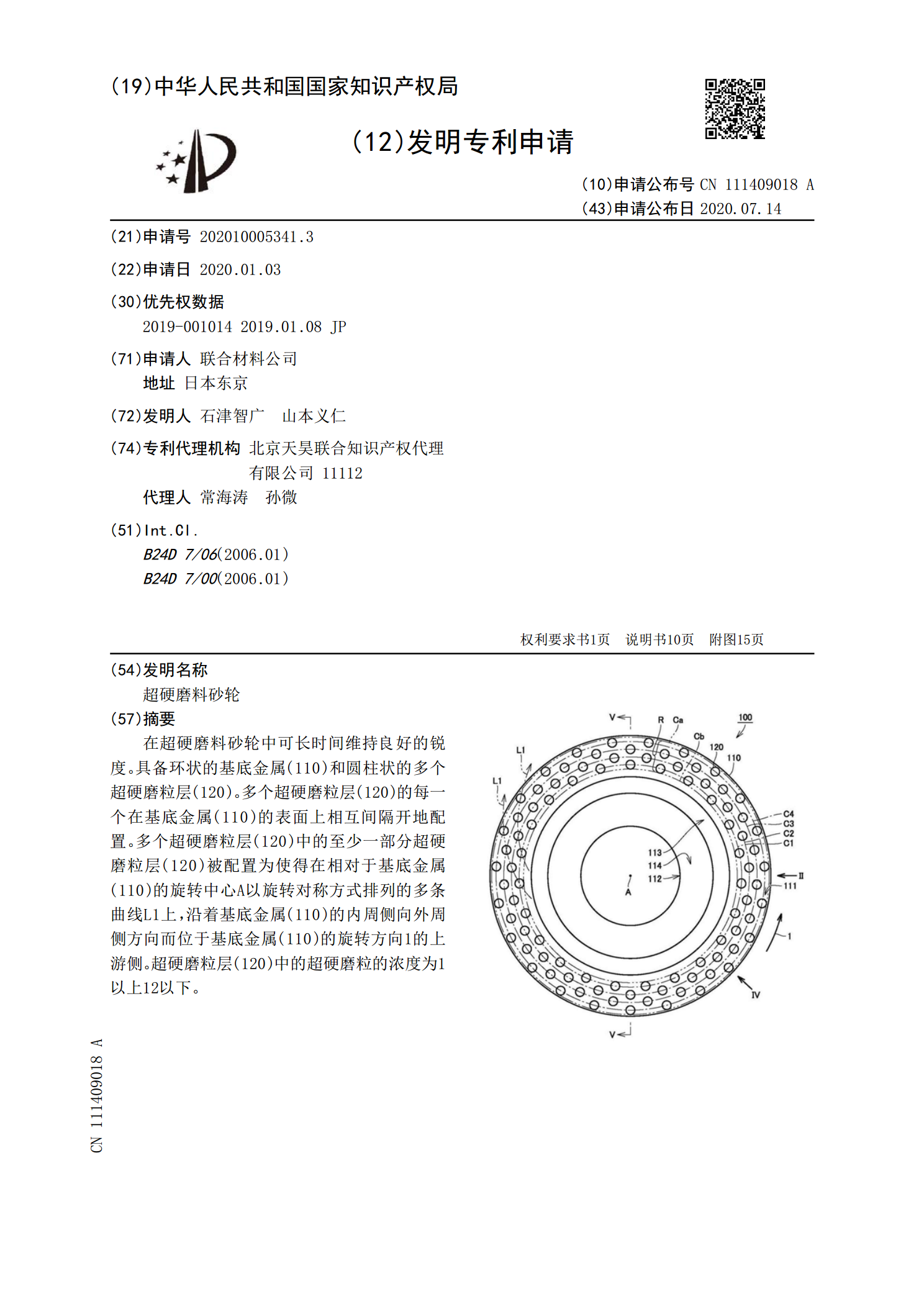
在超硬磨料砂轮中可长时间维持良好的锐度。具备环状的基底金属(110)和圆柱状的多个超硬磨粒层(120)。多个超硬磨粒层(120)的每一个在基底金属(110)的表面上相互间隔开地配置。多个超硬磨粒层(120)中的至少一部分超硬磨粒层(120)被配置为使得在相对于基底金属(110)的旋转中心A以旋转对称方式排列的多条曲线L1上,沿着基底金属(110)的内周侧向外周侧方向而位于基底金属(110)的旋转方向1的上游侧。超硬磨粒层(120)中的超硬磨粒的浓度为1以上12以下。
超硬磨料砂轮.pdf
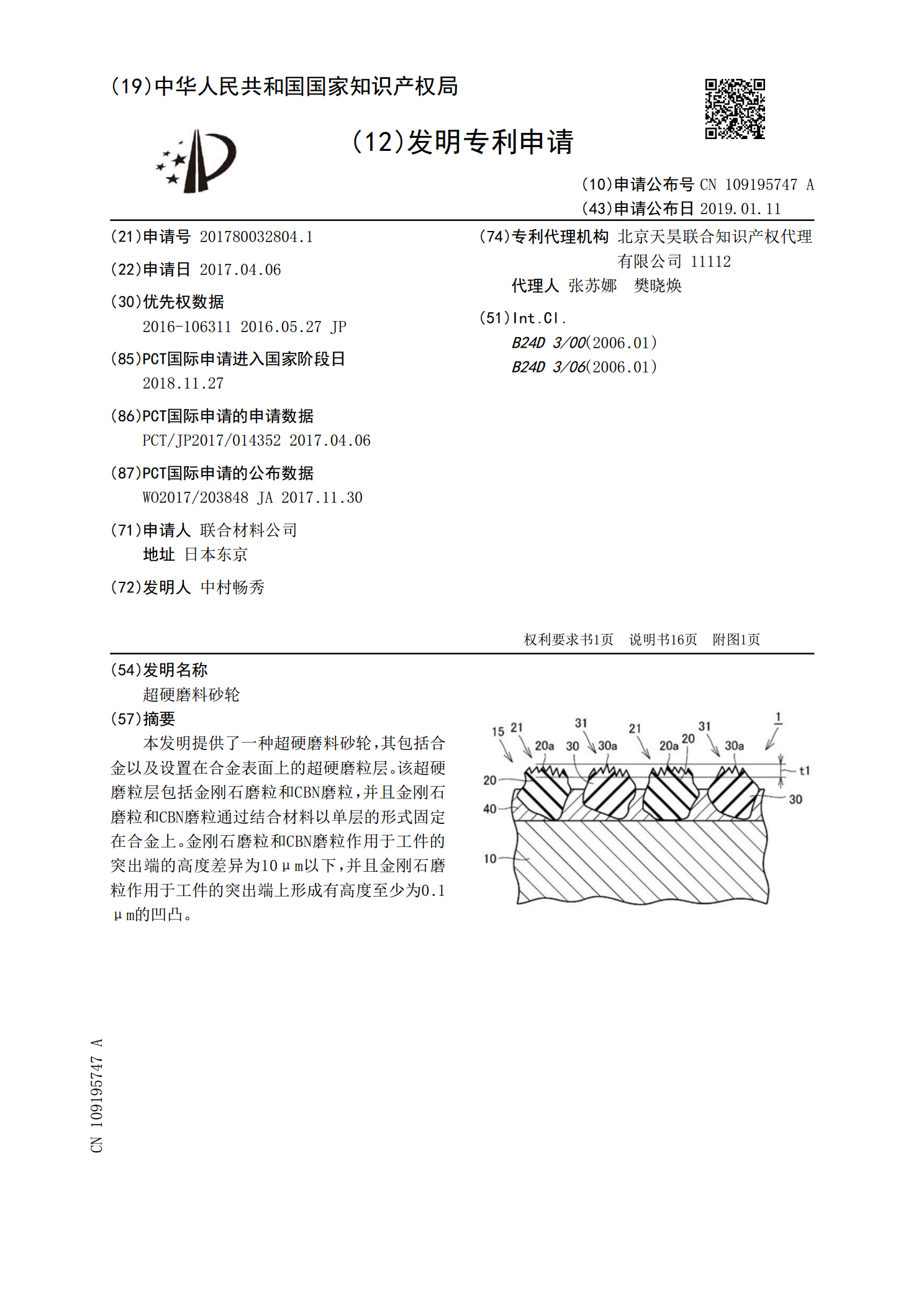
本发明提供了一种超硬磨料砂轮,其包括合金以及设置在合金表面上的超硬磨粒层。该超硬磨粒层包括金刚石磨粒和CBN磨粒,并且金刚石磨粒和CBN磨粒通过结合材料以单层的形式固定在合金上。金刚石磨粒和CBN磨粒作用于工件的突出端的高度差异为10μm以下,并且金刚石磨粒作用于工件的突出端上形成有高度至少为0.1μm的凹凸。