
离心压缩机的叶轮叶片二次精加工方法及叶轮叶片.pdf

小新****ou

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
离心压缩机的叶轮叶片二次精加工方法及叶轮叶片.pdf
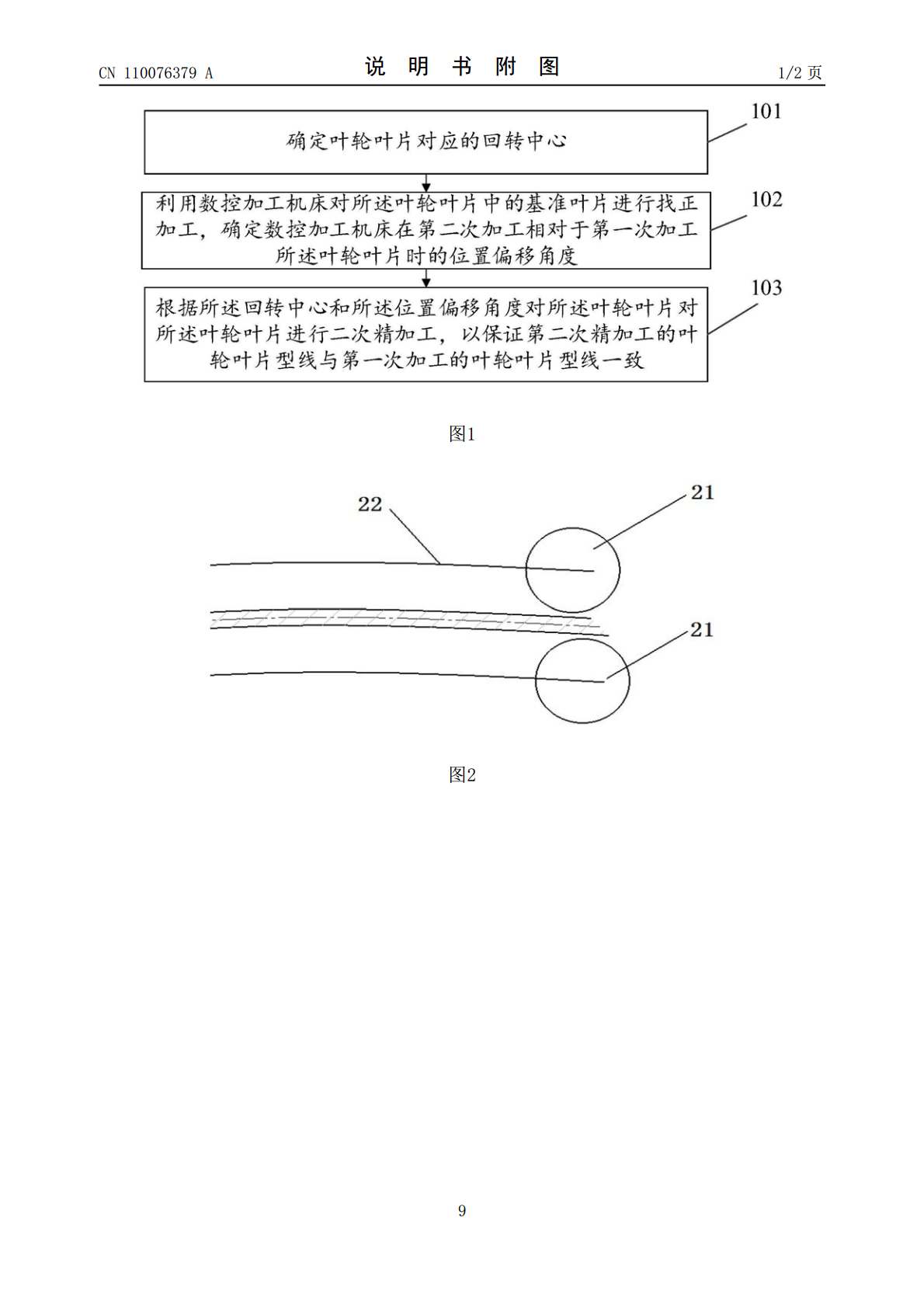
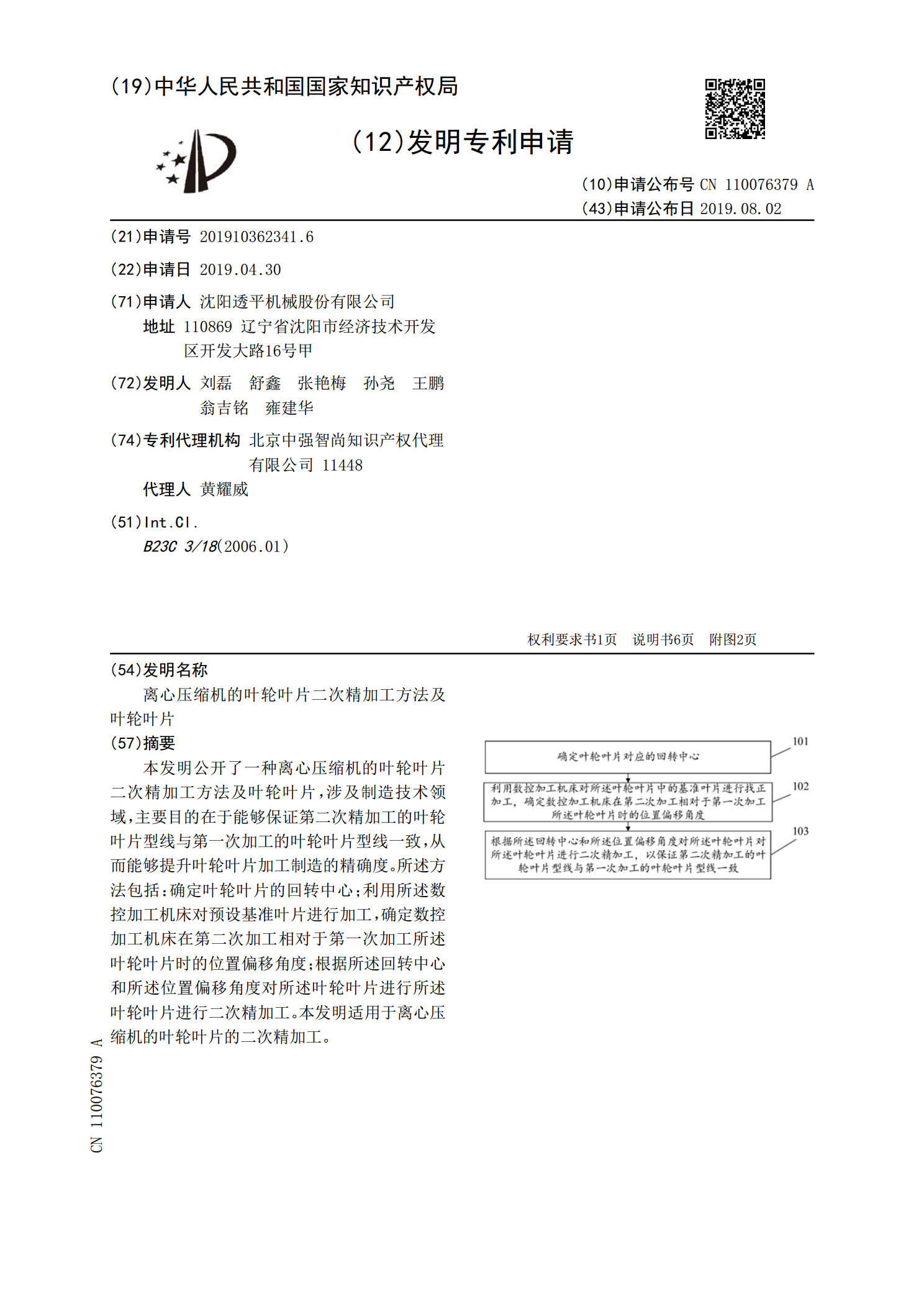
本发明公开了一种离心压缩机的叶轮叶片二次精加工方法及叶轮叶片,涉及制造技术领域,主要目的在于能够保证第二次精加工的叶轮叶片型线与第一次加工的叶轮叶片型线一致,从而能够提升叶轮叶片加工制造的精确度。所述方法包括:确定叶轮叶片的回转中心;利用所述数控加工机床对预设基准叶片进行加工,确定数控加工机床在第二次加工相对于第一次加工所述叶轮叶片时的位置偏移角度;根据所述回转中心和所述位置偏移角度对所述叶轮叶片进行所述叶轮叶片进行二次精加工。本发明适用于离心压缩机的叶轮叶片的二次精加工。

离心叶轮导流叶片及离心叶轮.pdf
本发明还公开了一种离心叶轮及其上的离心叶片,包括内导流壁和形成于所述内导流壁上的若干离心叶片,所述离心叶片的一侧形成有导流壁,所述离心叶片与所述导流壁相对的另一侧从前端向末端逐渐远离所述导流壁,以使所述离心叶片的厚度逐渐增加。且若干所述离心叶片分布于所述离心叶轮的轴心的四周,所述离心叶片的前端临近所述轴心,末端远离所述轴心。与现有技术相比,本发明的离心叶片厚度从前向后逐渐增加,使得叶片的结构稳定,且作为离心叶轮的叶片时,不但不会影响空气在离心叶轮的流道中的流动,还可使得离心叶轮的风道前端向后的逐渐缩小,风
离心叶轮叶片及构型方法与离心压气机.pdf
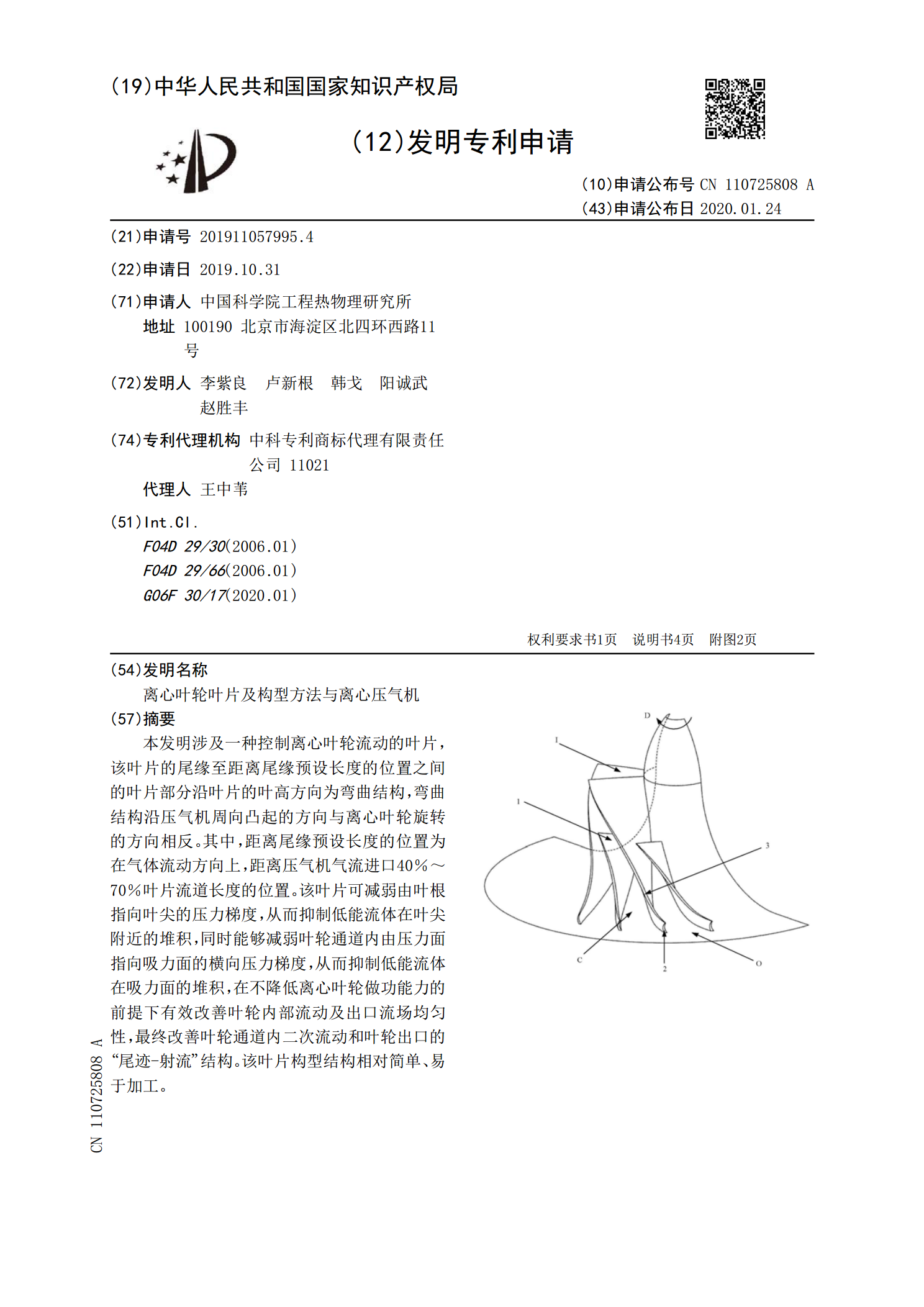
本发明涉及一种控制离心叶轮流动的叶片,该叶片的尾缘至距离尾缘预设长度的位置之间的叶片部分沿叶片的叶高方向为弯曲结构,弯曲结构沿压气机周向凸起的方向与离心叶轮旋转的方向相反。其中,距离尾缘预设长度的位置为在气体流动方向上,距离压气机气流进口40%~70%叶片流道长度的位置。该叶片可减弱由叶根指向叶尖的压力梯度,从而抑制低能流体在叶尖附近的堆积,同时能够减弱叶轮通道内由压力面指向吸力面的横向压力梯度,从而抑制低能流体在吸力面的堆积,在不降低离心叶轮做功能力的前提下有效改善叶轮内部流动及出口流场均匀性,最终改善

二次分流叶片式离心叶轮.pdf
本发明公开了一种二次分流叶片式离心叶轮,包括从叶轮进口延伸至叶轮出口的长叶片,该长叶片的吸力面与相邻长叶片的压力面构成一个完整的气流通道,其特征在于,两个长叶片之间均设置有一个中叶片形成第一次分流叶片;中叶片两侧各设置有一个短叶片形成第二次分流叶片;中叶片的进口向所述气流通道内的吸力面一侧偏转;短叶片的轮盘侧进口向所述气流通道内的吸力面一侧偏转,短叶片的轮盖侧进口向所述气流通道内的压力面一侧偏转;长、中、短叶片数目比为1∶1∶2;长、中、短叶片在叶轮出口周向均匀分布。本发明离心叶轮逐次增加分流
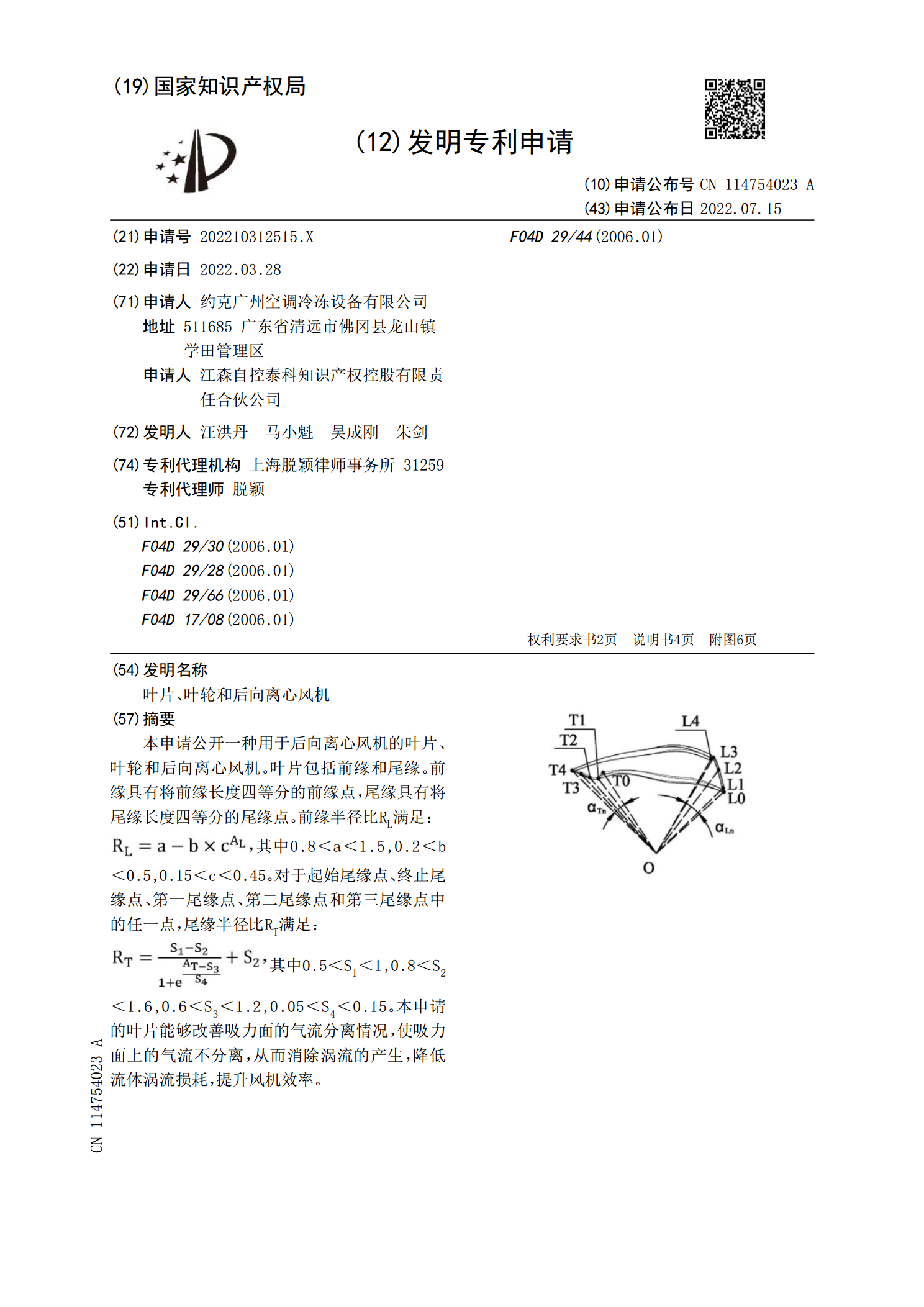
叶片、叶轮和后向离心风机.pdf
本申请公开一种用于后向离心风机的叶片、叶轮和后向离心风机。叶片包括前缘和尾缘。前缘具有将前缘长度四等分的前缘点,尾缘具有将尾缘长度四等分的尾缘点。前缘半径比R<base:Sub>L</base:Sub>满足:<base:Imagehe=@70@wi=@390@file=@DDA0003567637730000011.JPG@imgContent=@drawing@imgFormat=@JPEG@orientation=@portrait@inline=@yes@/>其中0.8<a<1.5,0.2<b<0.