
打胶泵自动升降装置.pdf

沛芹****ng

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
打胶泵自动升降装置.pdf
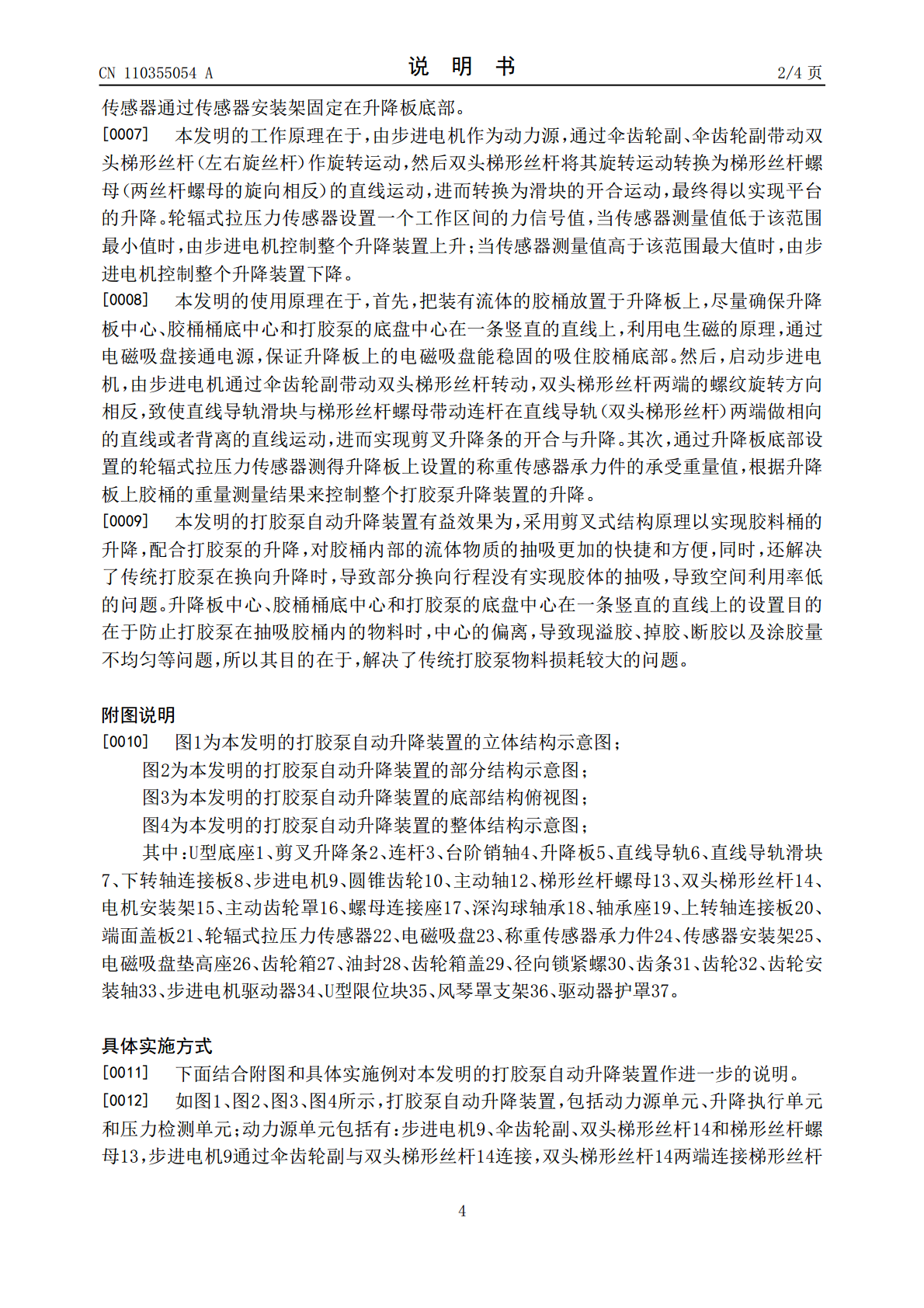
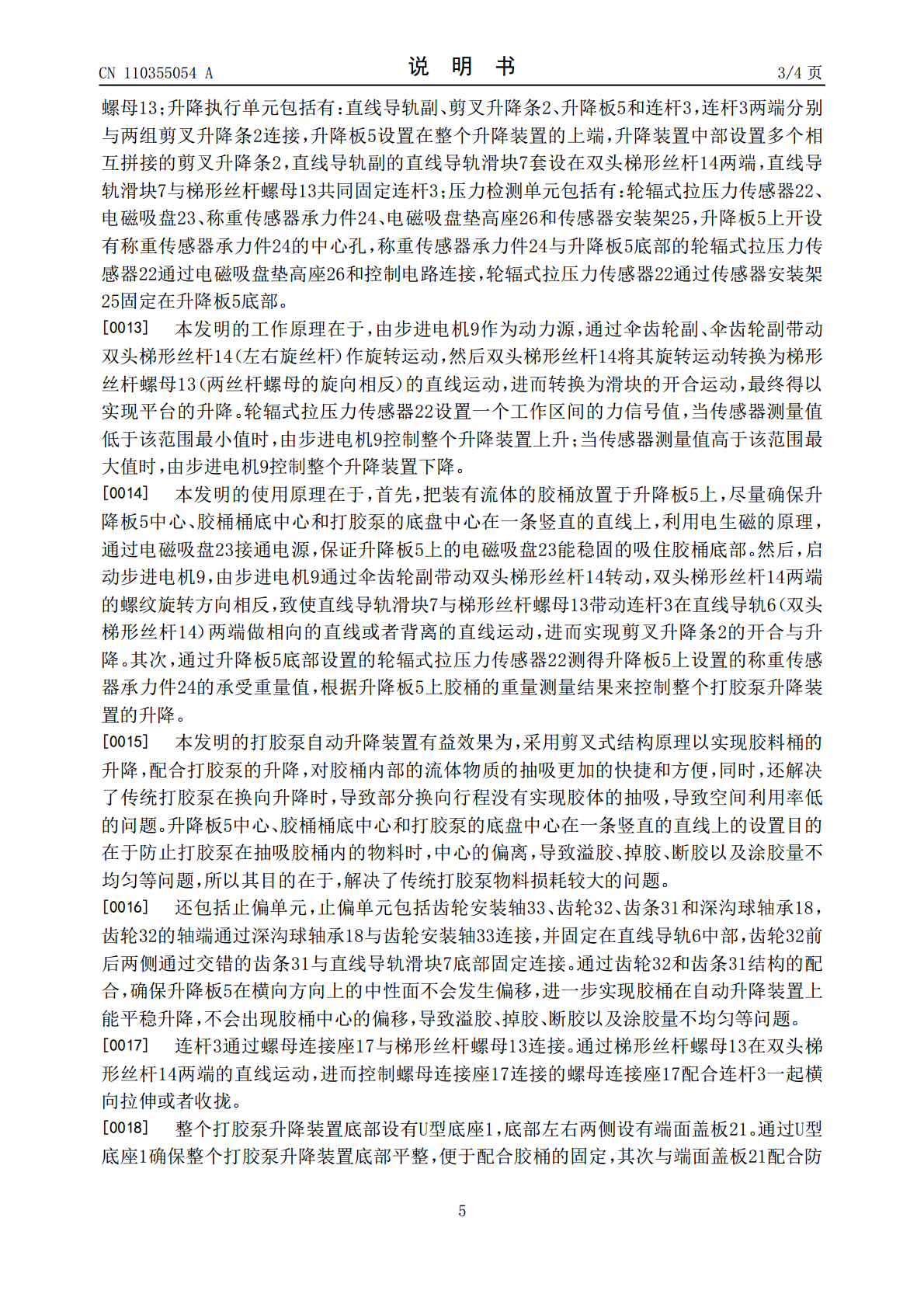
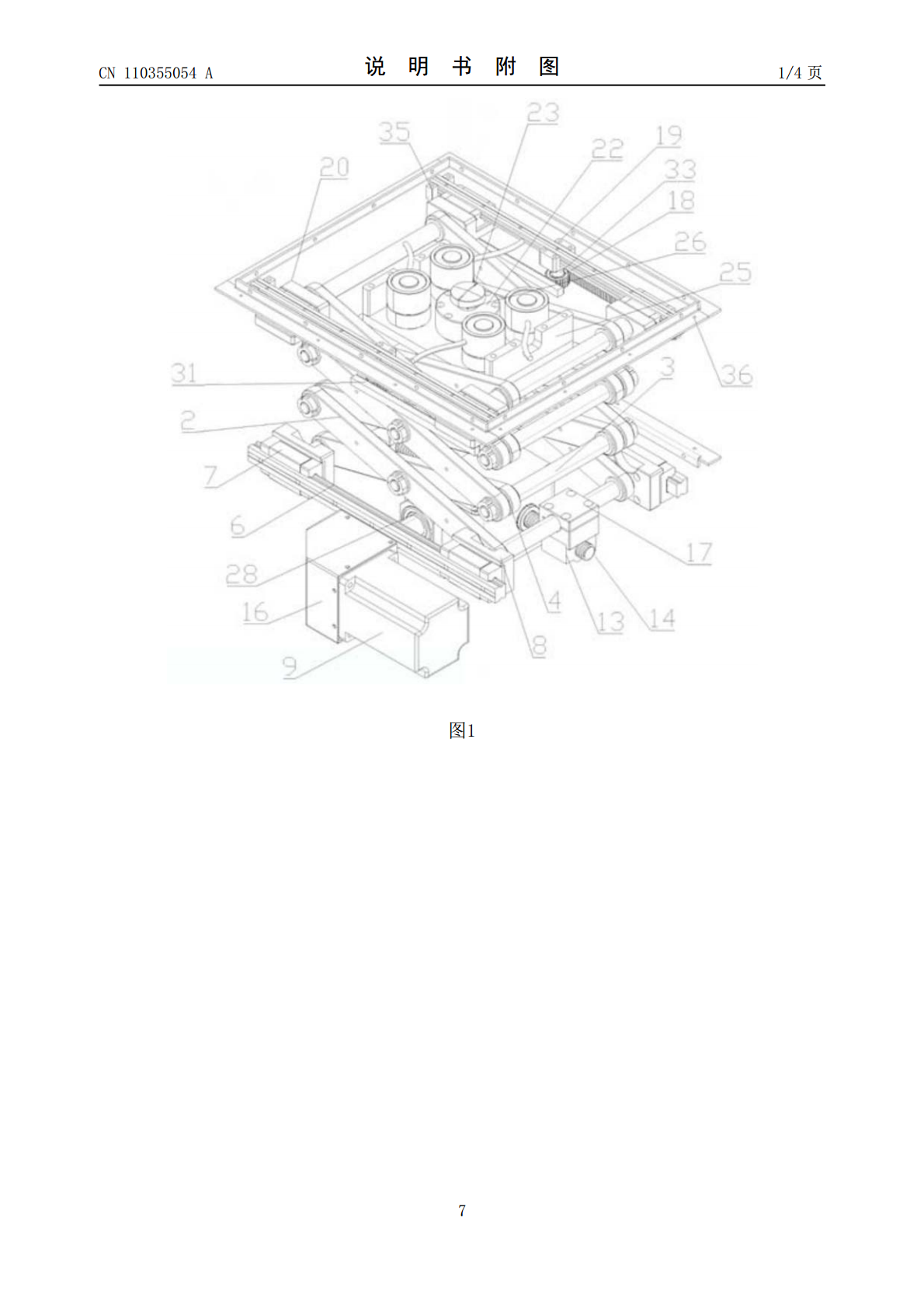
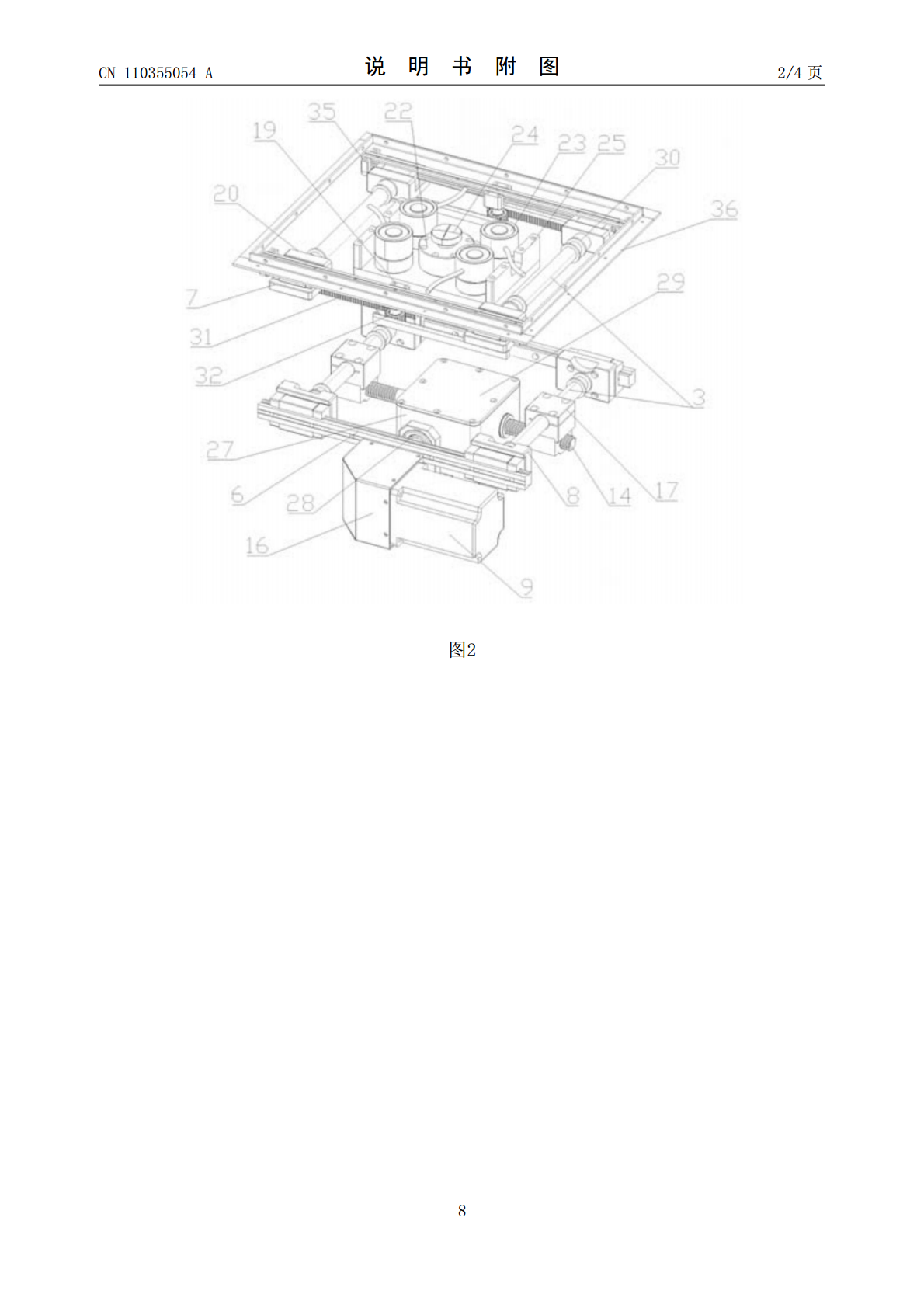
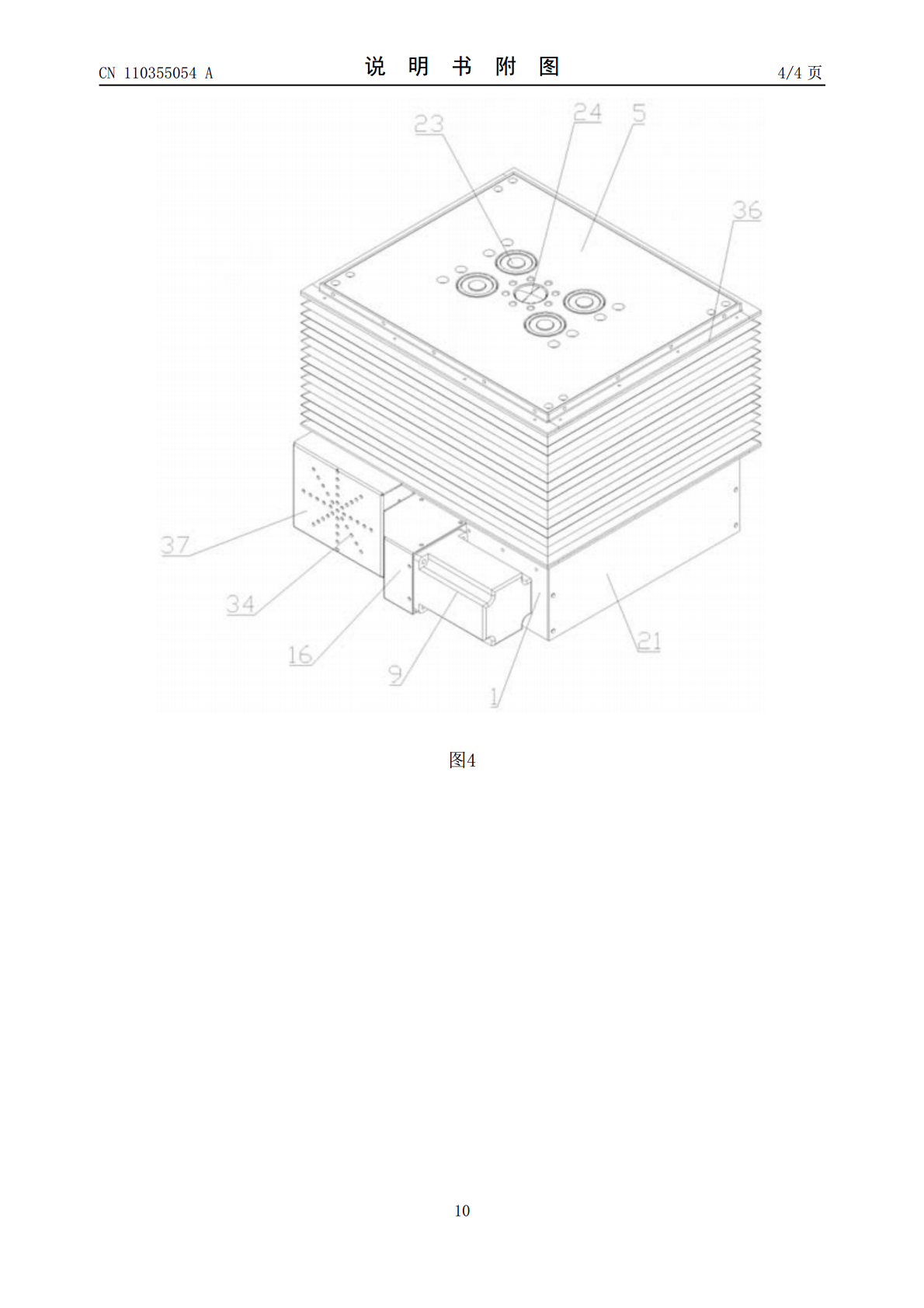
本发明涉及升降装置领域,本发明提出的打胶泵自动升降装置,包括动力源单元、升降执行单元、止偏单元和压力检测单元;动力源单元包括有:步进电机、伞齿轮副、双头梯形丝杆和梯形丝杆螺母,升降执行单元包括有:直线导轨副、剪叉升降条、升降板和连杆,压力检测单元包括有:轮辐式拉压力传感器,电磁吸盘,称重传感器承力件,电磁吸盘垫高座和传感器安装架。本发明目的是采用剪叉式结构原理以实现胶料桶的升降,解决了传统打胶泵物料损耗较大,空间利用率低的问题。
地板中梁自动上料打胶装置.pdf
本发明属于集装箱生产技术领域,具体公开了地板中梁自动上料打胶装置,包括分料设备和打胶设备。分料设备,其包括料架模组、分料模组、移动组件、移动台和料钩,钩能在存料台上方移动进行推料动作;输料设备,将分料设备输出的料件转移至地板中梁自动上料打胶装置;打胶设备,其包括打胶模组,其具有打胶部输送辊,料件防跳组件,用于对打胶部输送辊输送的料件进行防跳作业,打胶组件,位于打胶部输送辊、料件防跳组件之间,其打胶口位于打胶部输送辊输送路径。本发明能够实现自动话打胶作业,并且使得打胶过程更加平稳,且对胶条没有破坏性,能够将
一种自动钉柱打胶装置.pdf
本发明提供了一种自动钉柱打胶装置,属于玻璃加工设备技术领域。该自动钉柱打胶装置包括支撑架,所述支撑架上设有钉柱调整装置、打胶装置和机械手;所述支撑架的下方设有玻璃输送装置,所述玻璃输送装置的两侧设有磁力座和钉柱供料台。该自动钉柱打胶装置,通过机械手抓取并移动钉柱供料台上的钉柱,并移动至钉柱调整装置矫正钉柱方向,再移动至打胶装置进行打胶,打胶完毕后钉柱移动至玻璃上方对应磁力座的位置,在磁力座的作用下完成精确定位和粘连,实现自动钉柱打胶和粘接,提高钉柱粘连效率和精确性。

自动打胶机.pdf
本发明提供一种自动打胶机,在平台一侧倾斜设置有伺服马达,伺服马达与产品放置装置驱动连接,平台另一侧上通过第一支杆设置有气缸,气缸倾斜布置且与伺服马达在同一倾斜直线上,气缸与打胶装置传动连接,在平台上通过第二支杆设置有感应装置,用于感应产品放置装置上的产品,感应装置位于产品放置装置与打胶装置之间布置,打胶装置与打胶机相连接。本发明通过在伺服马达与气缸之间安装感应装置来监控产品放置装置与打胶装置的打胶次数和时间,将其打胶时间和次数精确化,提高精确度。

自动打胶机.pdf
本发明公开了一种自动打胶机,其特征是它包括安装在固定架(1)上的伺服电机(2),伺服电机(2)的输出端安装有主动齿轮(3),主动齿轮(3)与从动齿轮(4)啮合连接,从动齿轮(4)通过轴承(5)定位在所述固定架(1)上,所述从动齿轮(4)的中心处设有内螺纹孔,该内螺纹孔中安装有丝杆(6),所述丝杆(6)的一端连接顶套(7),在固定架(1)上还安装有用于安装玻璃胶瓶的玻璃胶套筒(8),所述顶套(7)可在所述玻璃胶套筒(8)内部来回运动。本发明结构合理、简单实用,使用方便,对玻璃胶的出胶量控制精确,实现自动打胶