
用于辅助弯折FPC的治具以及对FPC进行弯折的方法.pdf

灵波****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于辅助弯折FPC的治具以及对FPC进行弯折的方法.pdf
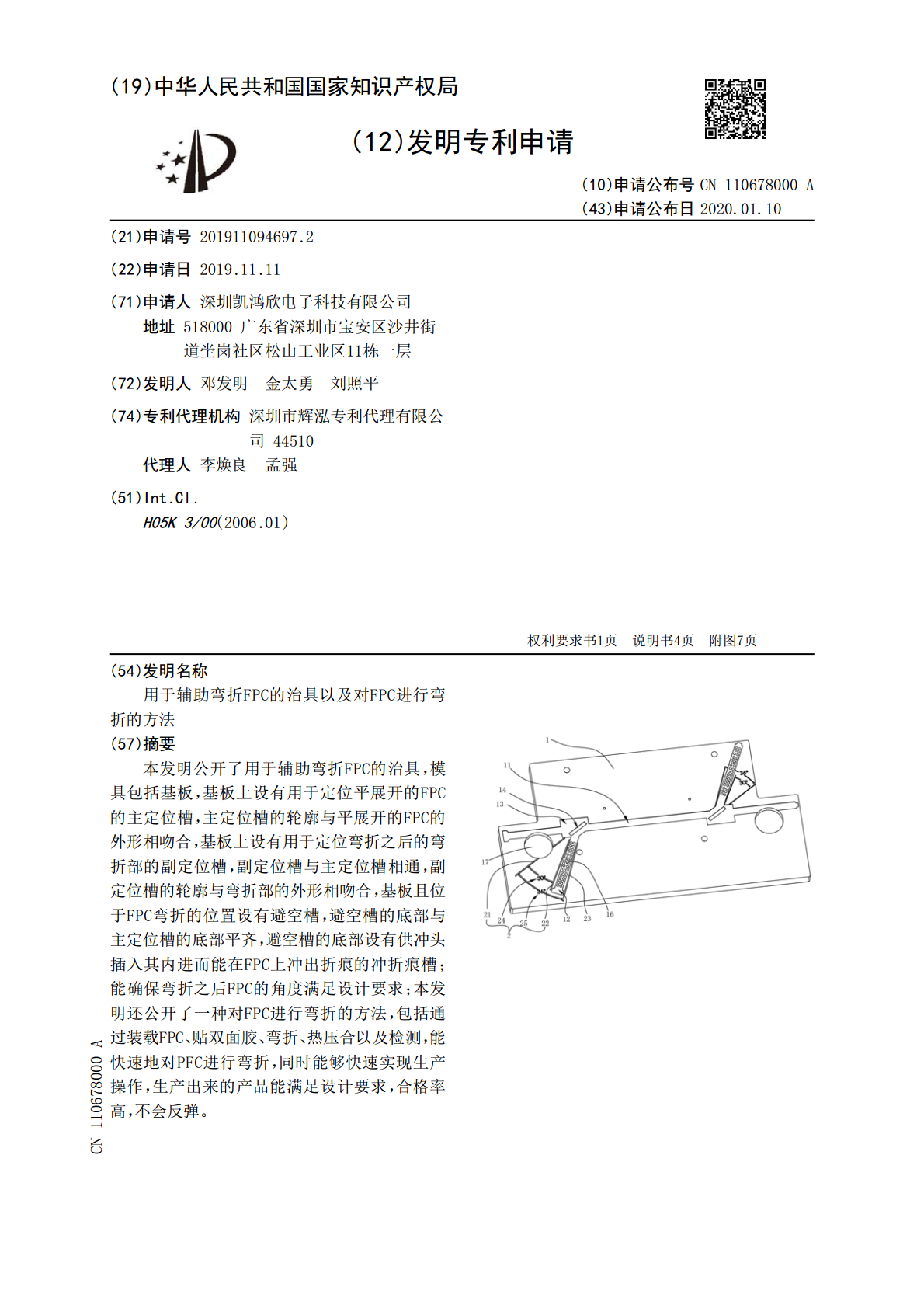
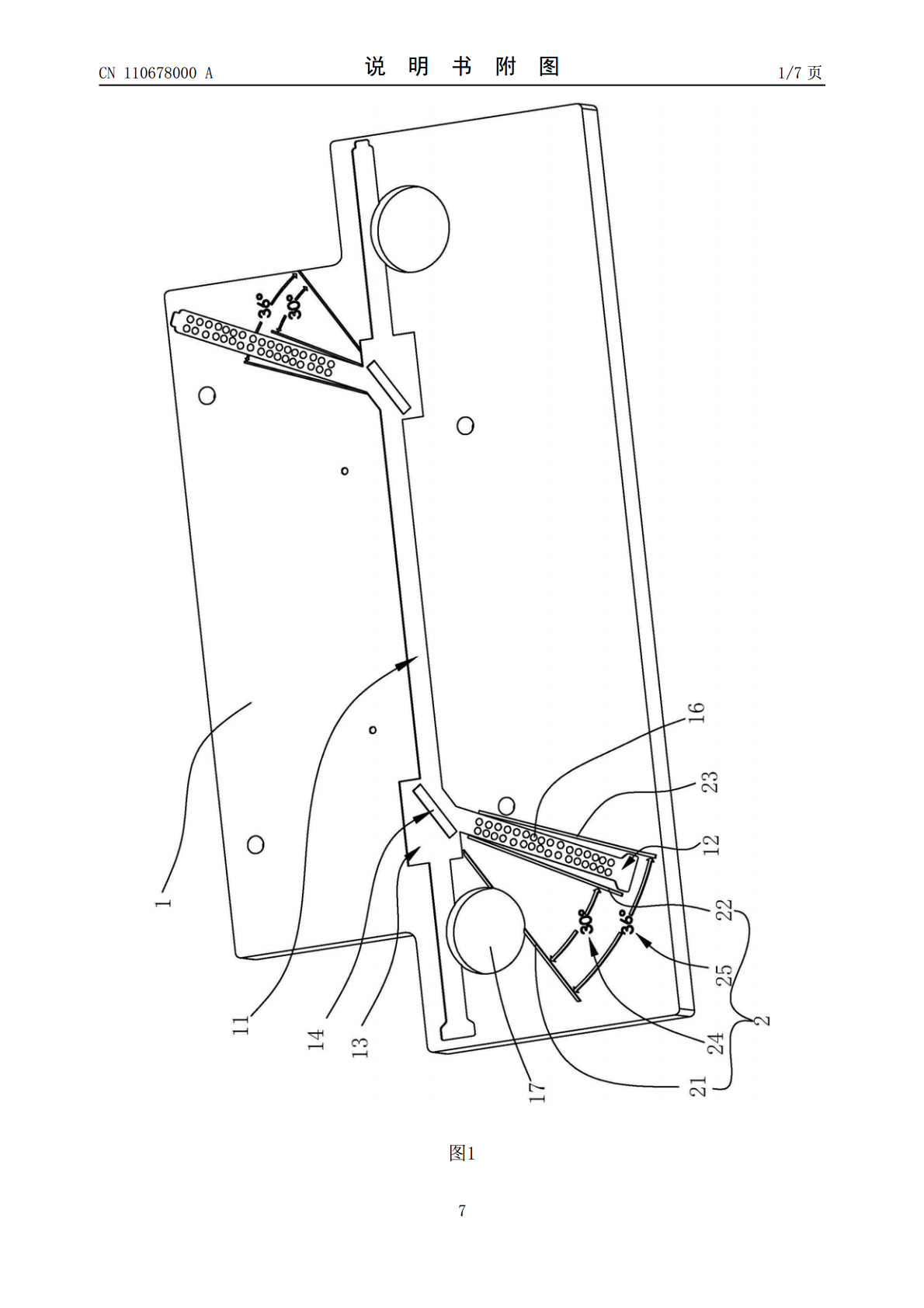
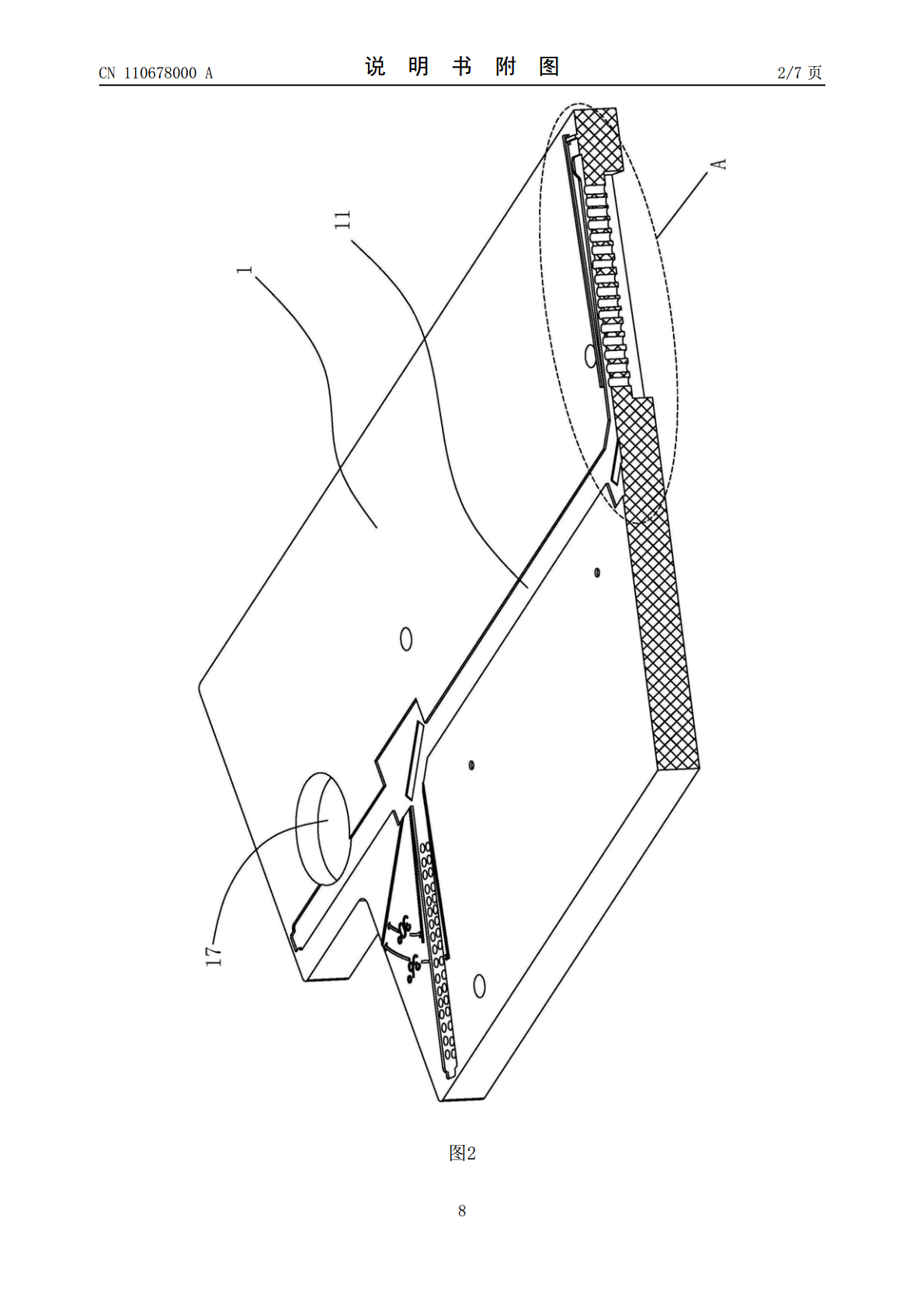
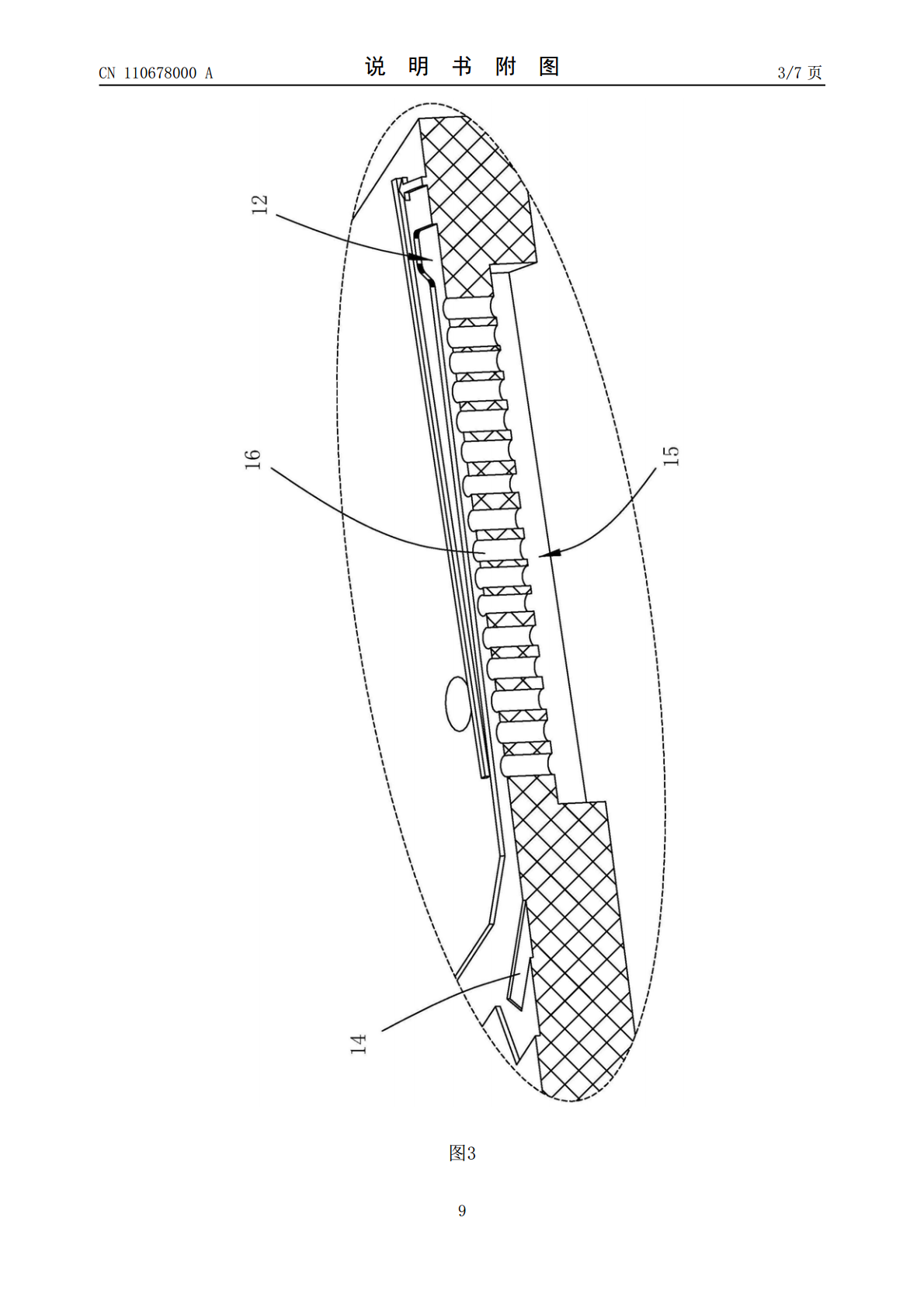
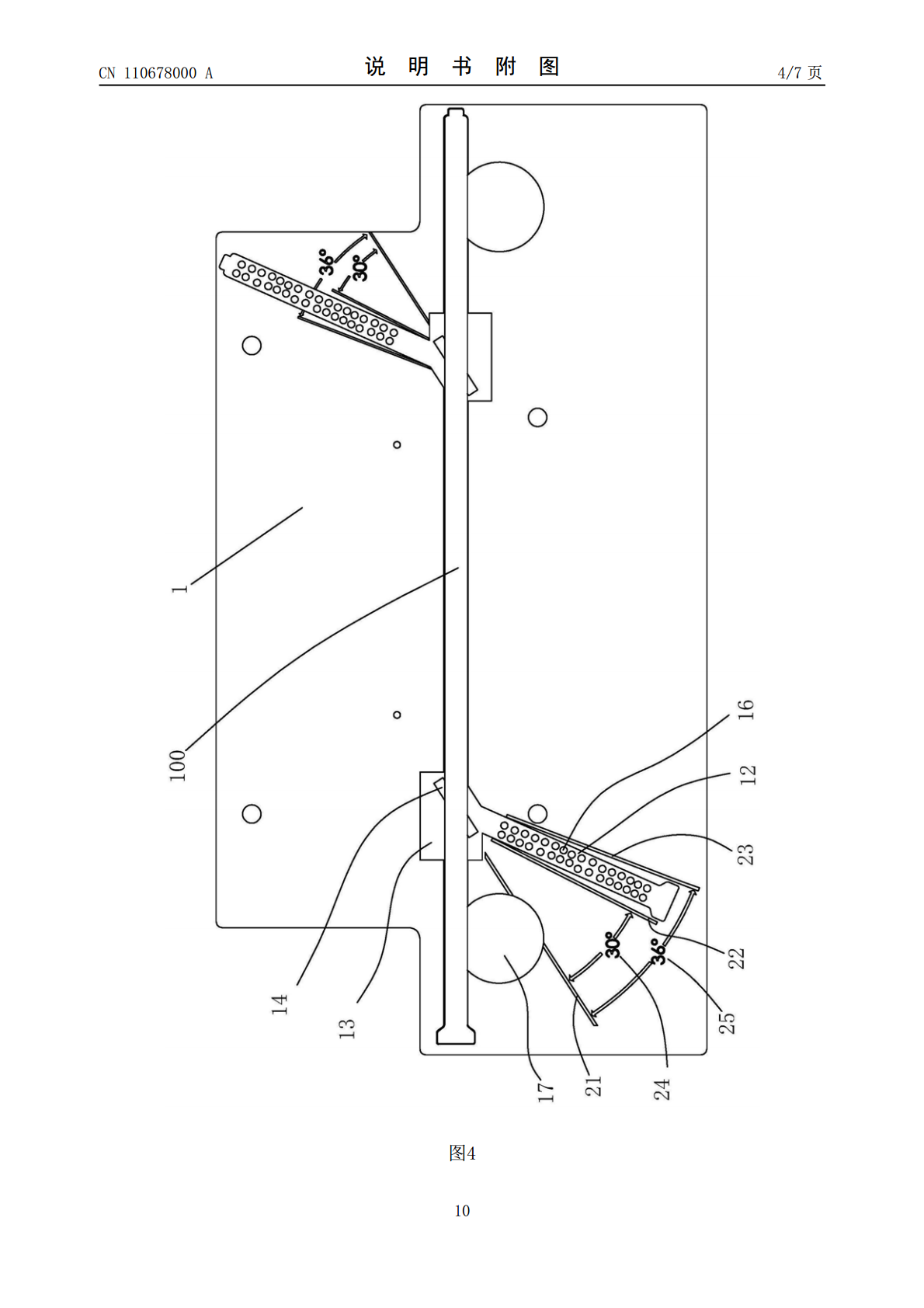
本发明公开了用于辅助弯折FPC的治具,模具包括基板,基板上设有用于定位平展开的FPC的主定位槽,主定位槽的轮廓与平展开的FPC的外形相吻合,基板上设有用于定位弯折之后的弯折部的副定位槽,副定位槽与主定位槽相通,副定位槽的轮廓与弯折部的外形相吻合,基板且位于FPC弯折的位置设有避空槽,避空槽的底部与主定位槽的底部平齐,避空槽的底部设有供冲头插入其内进而能在FPC上冲出折痕的冲折痕槽;能确保弯折之后FPC的角度满足设计要求;本发明还公开了一种对FPC进行弯折的方法,包括通过装载FPC、贴双面胶、弯折、热压合以

耐弯折FPC及其制造方法.pdf
本申请公开了一种耐弯折FPC及其制造方法,所述耐弯折FPC包括多个叠层,相邻叠层之间通过压合胶粘合,所述耐弯折FPC包括软板区和折弯区,对应所述折弯区处的相邻叠层之间预留无胶区。本申请耐弯折FPC及其制造方法在软板折弯区去除多层板之间的压合胶,从而达到减少折弯区板厚,增加软板部分的折弯性,减少断裂的风险;解决了传统快充多层电池保护板在软板折弯区域折弯效果差,易断裂的风险,大幅度提升软板折弯区的折弯性能。
弯折治具和弯折方法.pdf
本申请涉及发光显示领域,具体涉及一种弯折治具和弯折方法,该治具包括底座、设置在底座上的第一挡块,和设置在底座或第一挡块上的第二挡块。其中,第二挡块具有弧度与待弯折显示模组的目标弯折弧度相匹配的预设弧面。在对待弯折显示模组的待弯折结构进行弯折时,首先通过第一挡块固定待弯折显示模组,然后将待弯折结构紧贴在第二挡块上,逐步实现弯折,从而使待弯折结构弯折程度与第二挡块的弧面相吻合,也就是与目标弯折弧度相同,不会出现畸形弯折,而且因为第二挡块可以控制待弯折结构的起始弯折位置,所以针对不同生产批次的模组,通过改变第一
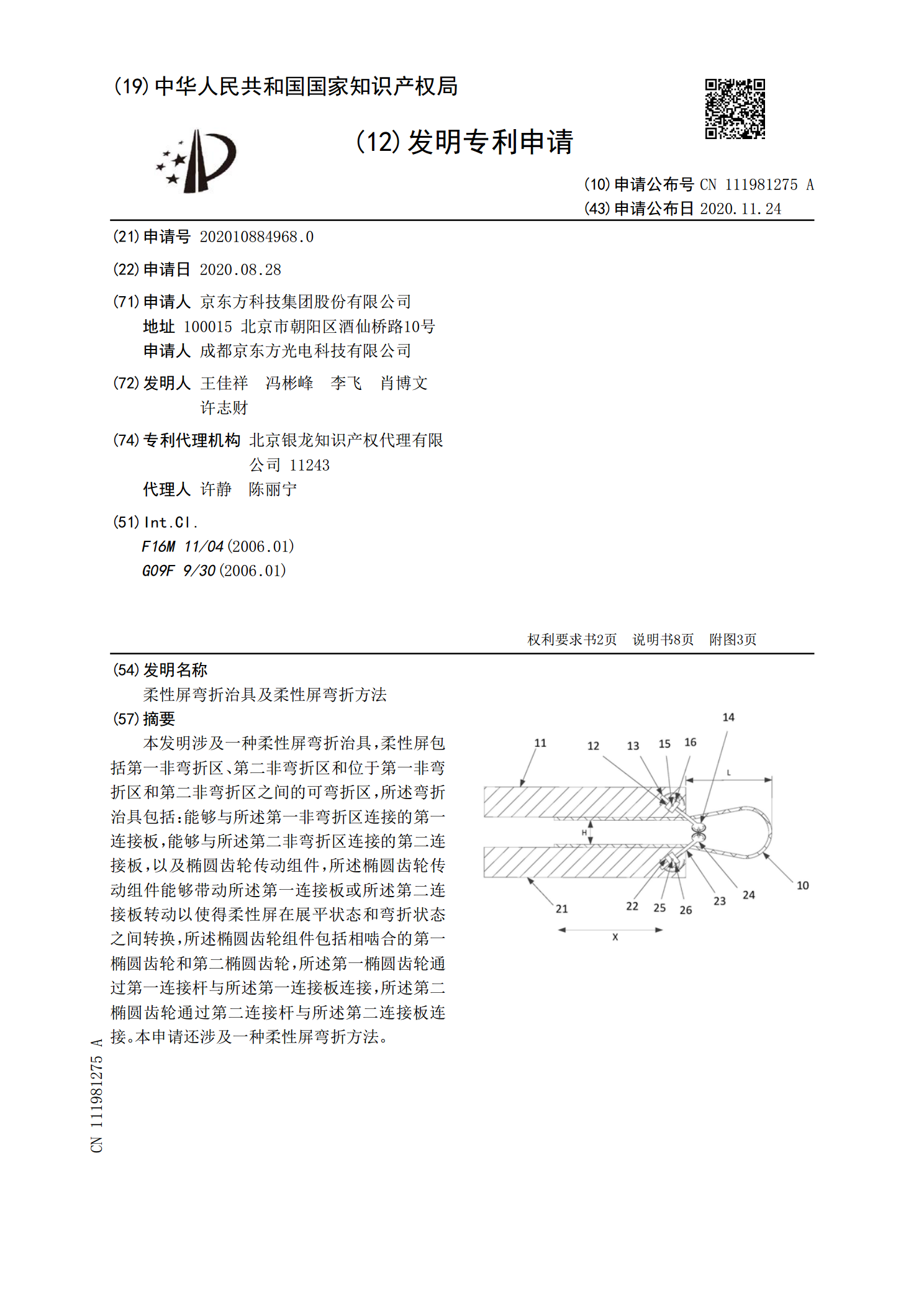
柔性屏弯折治具及柔性屏弯折方法.pdf
本发明涉及一种柔性屏弯折治具,柔性屏包括第一非弯折区、第二非弯折区和位于第一非弯折区和第二非弯折区之间的可弯折区,所述弯折治具包括:能够与所述第一非弯折区连接的第一连接板,能够与所述第二非弯折区连接的第二连接板,以及椭圆齿轮传动组件,所述椭圆齿轮传动组件能够带动所述第一连接板或所述第二连接板转动以使得柔性屏在展平状态和弯折状态之间转换,所述椭圆齿轮组件包括相啮合的第一椭圆齿轮和第二椭圆齿轮,所述第一椭圆齿轮通过第一连接杆与所述第一连接板连接,所述第二椭圆齿轮通过第二连接杆与所述第二连接板连接。本申请还涉及
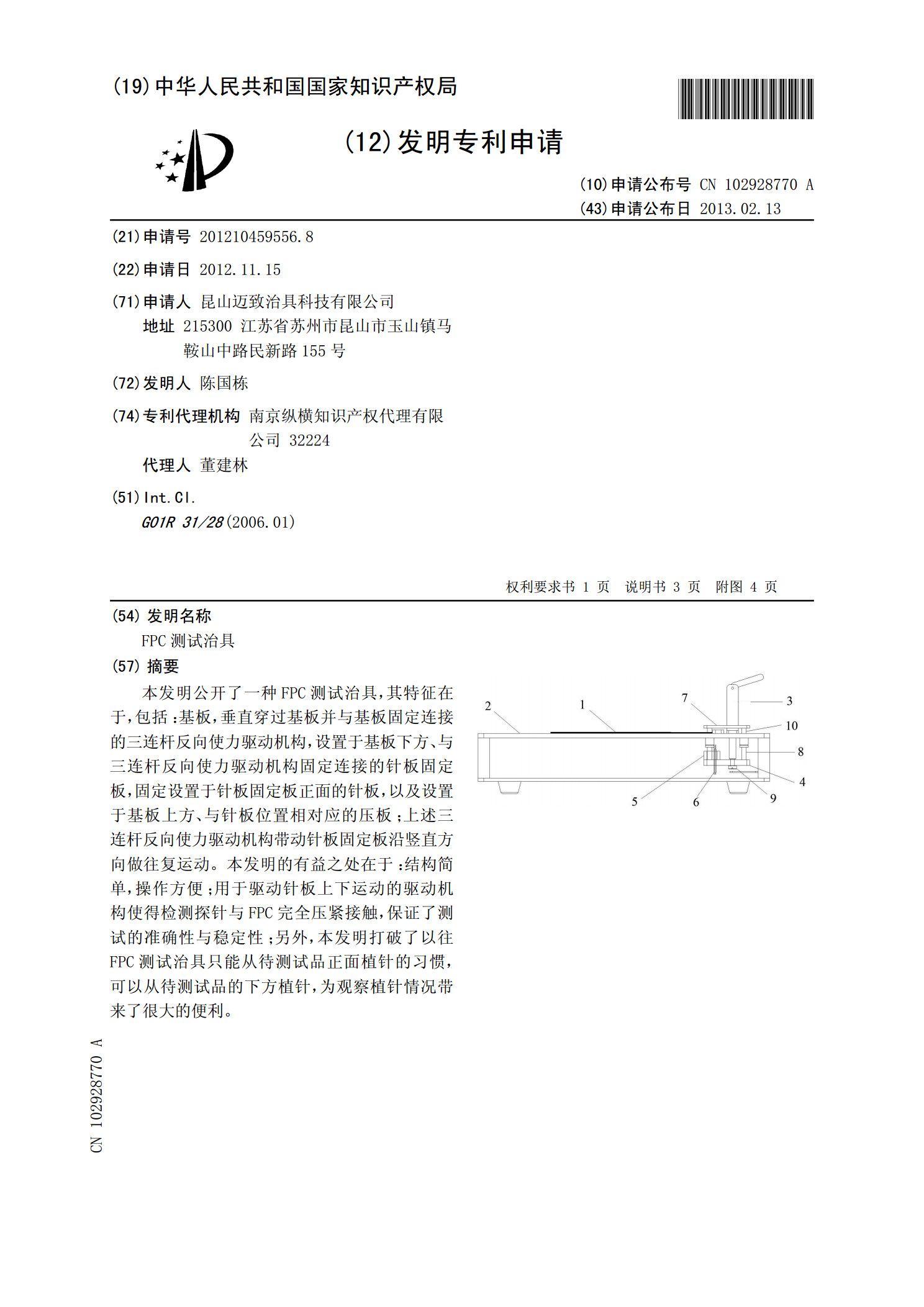
FPC测试治具.pdf
本发明公开了一种FPC测试治具,其特征在于,包括:基板,垂直穿过基板并与基板固定连接的三连杆反向使力驱动机构,设置于基板下方、与三连杆反向使力驱动机构固定连接的针板固定板,固定设置于针板固定板正面的针板,以及设置于基板上方、与针板位置相对应的压板;上述三连杆反向使力驱动机构带动针板固定板沿竖直方向做往复运动。本发明的有益之处在于:结构简单,操作方便;用于驱动针板上下运动的驱动机构使得检测探针与FPC完全压紧接触,保证了测试的准确性与稳定性;另外,本发明打破了以往FPC测试治具只能从待测试品正面植针的习惯,