
一种砂布轮.pdf

书生****35

1/9
2/9
3/9

4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂布轮.pdf
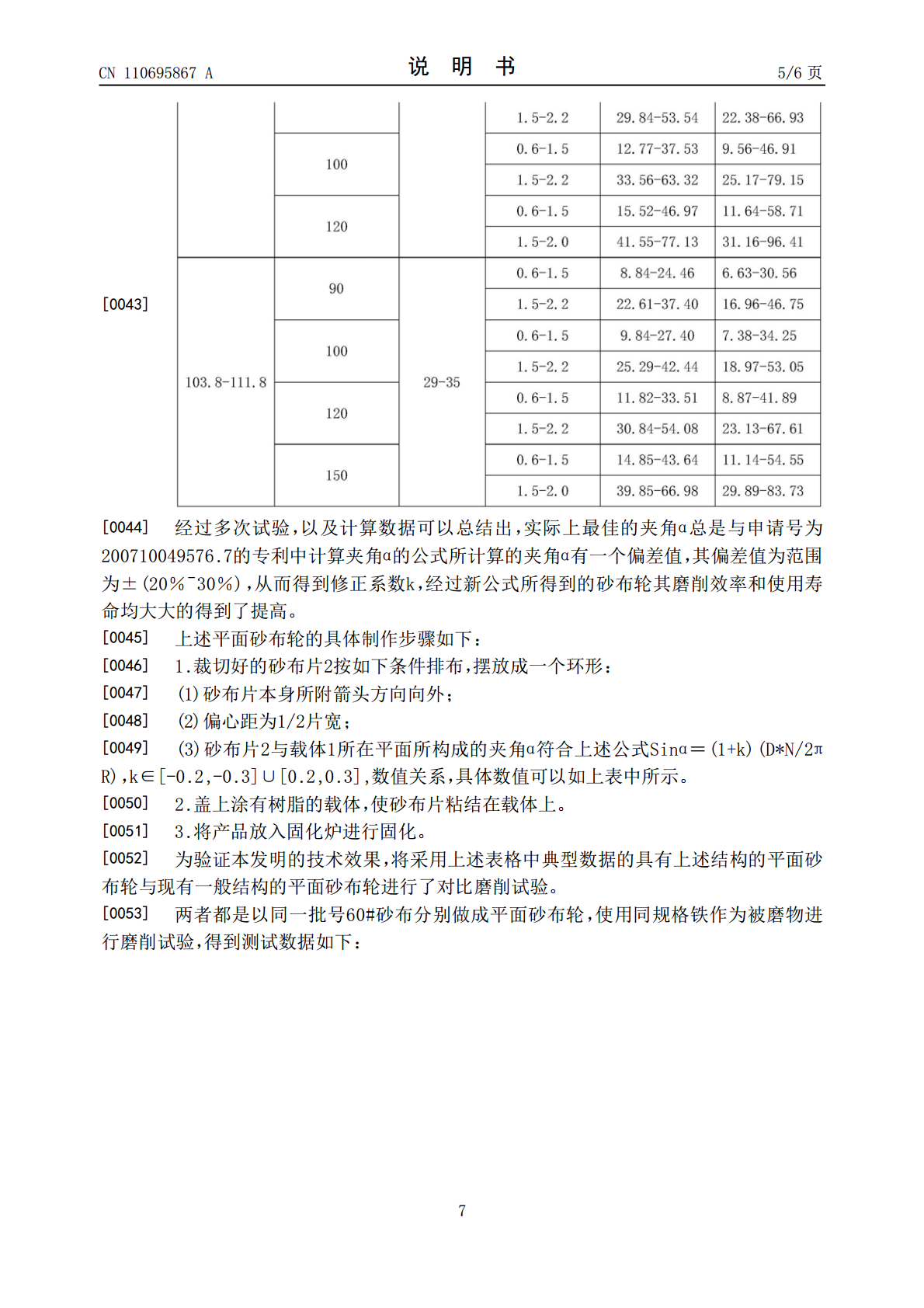
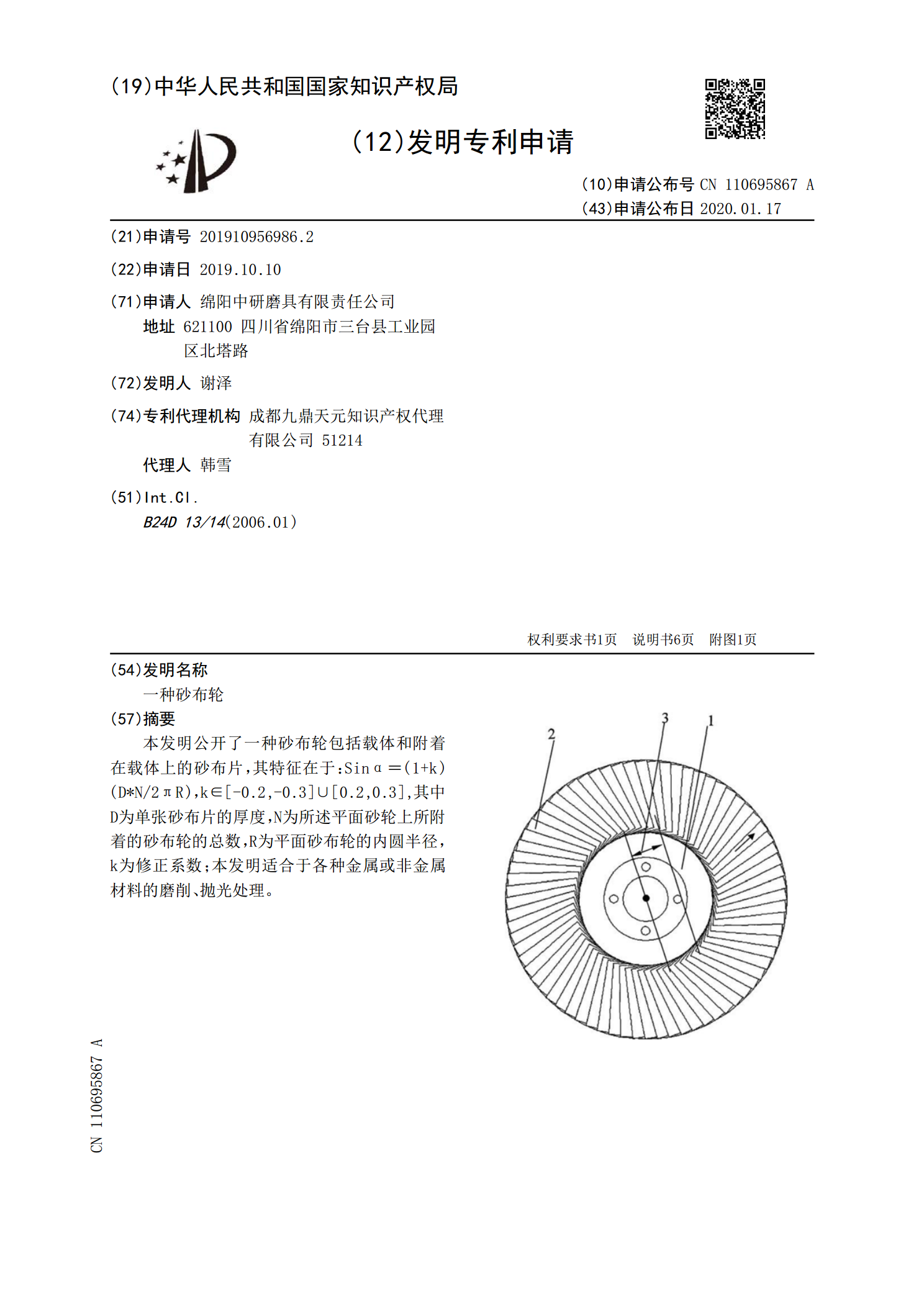
本发明公开了一种砂布轮包括载体和附着在载体上的砂布片,其特征在于:Sinα=(1+k)(D*N/2πR),k∈[‑0.2,‑0.3]∪[0.2,0.3],其中D为单张砂布片的厚度,N为所述平面砂轮上所附着的砂布轮的总数,R为平面砂布轮的内圆半径,k为修正系数;本发明适合于各种金属或非金属材料的磨削、抛光处理。
一种砂布轮基盖及其使用该基盖的砂布轮.pdf
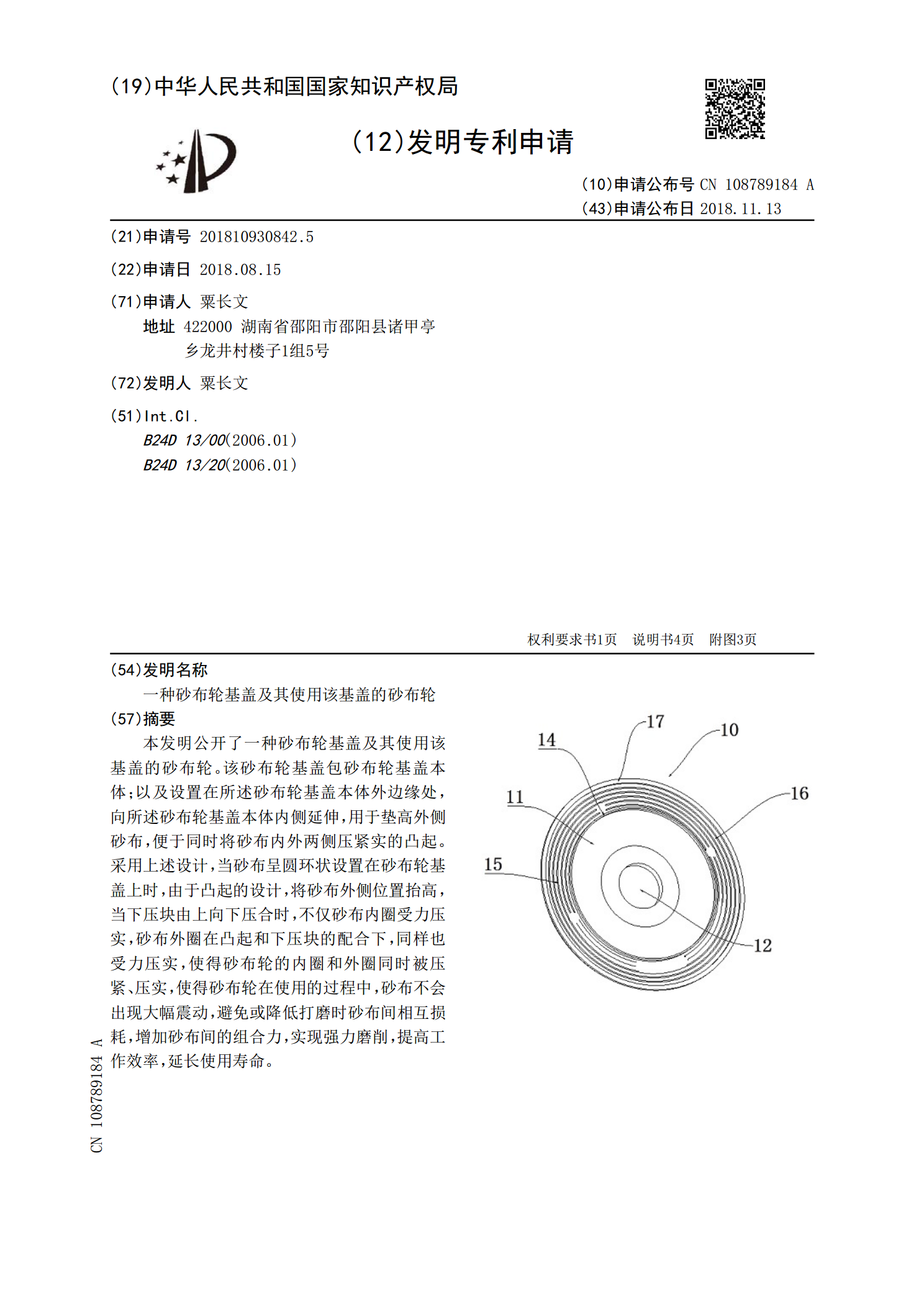
本发明公开了一种砂布轮基盖及其使用该基盖的砂布轮。该砂布轮基盖包砂布轮基盖本体;以及设置在所述砂布轮基盖本体外边缘处,向所述砂布轮基盖本体内侧延伸,用于垫高外侧砂布,便于同时将砂布内外两侧压紧实的凸起。采用上述设计,当砂布呈圆环状设置在砂布轮基盖上时,由于凸起的设计,将砂布外侧位置抬高,当下压块由上向下压合时,不仅砂布内圈受力压实,砂布外圈在凸起和下压块的配合下,同样也受力压实,使得砂布轮的内圈和外圈同时被压紧、压实,使得砂布轮在使用的过程中,砂布不会出现大幅震动,避免或降低打磨时砂布间相互损耗,增加砂布

一种散热型砂布轮.pdf
本发明公开了一种散热型砂布轮,包括托盘、砂布叶片、金属圈,托盘的一侧设有若干砂布叶片,砂布叶片粘结在托盘上形成环形砂布轮;托盘的中心处设有开孔,托盘的开孔处设有金属圈,金属圈的中心处设有轴承孔,托盘的另一侧固定连接固定盘,固定盘为锥形固定盘,固定盘的中心处设有固定孔,金属圈也固定连接固定盘,且金属圈、固定盘、托盘之间留有空气流通通道,托盘上设有通孔,固定盘上也设有通孔。本发明公开了一种散热型砂布轮,散热型砂布轮实现良好的降温,保持较高的打磨效率;同时使得散热型砂布轮与转轴的连接更为稳固,不易打滑。

一种砂布轮的组合结构.pdf
本发明涉及工业设备技术领域,且公开一种砂布轮的组合结构,包括底座,所述底座的顶部固定安装有低速电机,所述低速电机的输出轴上固定套装有齿轮,所述齿轮的侧面固定套装有丝杆,所述丝杆的中部固定套装有传动板,所述传动板的顶部固定安装有高速电机,所述高速电机的输出轴上固定套装有位于高速电机背面的砂布轮。该砂布轮的组合结构,通过伸缩弹簧和转动杆的配合,避免传动板一直向右侧滑动,通过挡板和传动杆的配合,避免减震板来回晃动,再通过导轨和滑动块的配合,提高了砂布轮打磨距离的可控性,通过限位槽和限位块的配合,防止砂布轮调节距

一种砂布轮用胶水.pdf
本发明涉及一种砂布轮用胶水,以重量份计,它的原料配方如下:环氧树脂40~100份;固化剂10~20份;滑石粉10~20份;硅微粉10~20份;它的配制方法包括以下步骤:(1)将配方量的硅微粉添加到配方量的固化剂中,超声分散得第一混合物;将配方量的滑石粉添加到配方量的环氧树脂中,超声分散得第二混合物;(2)将所述第一混合物分成质量相同的5~10小份,取一小份所述第一混合物加入所述第二混合物中超声分散5~15分钟,随后加入另一小份所述第一混合物超声分散5~15分钟,至所述第一混合物全部加入所述第二混合物中,超