
一种固体胶水制备成型工艺.pdf

论文****可爱


1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种固体胶水制备成型工艺.pdf
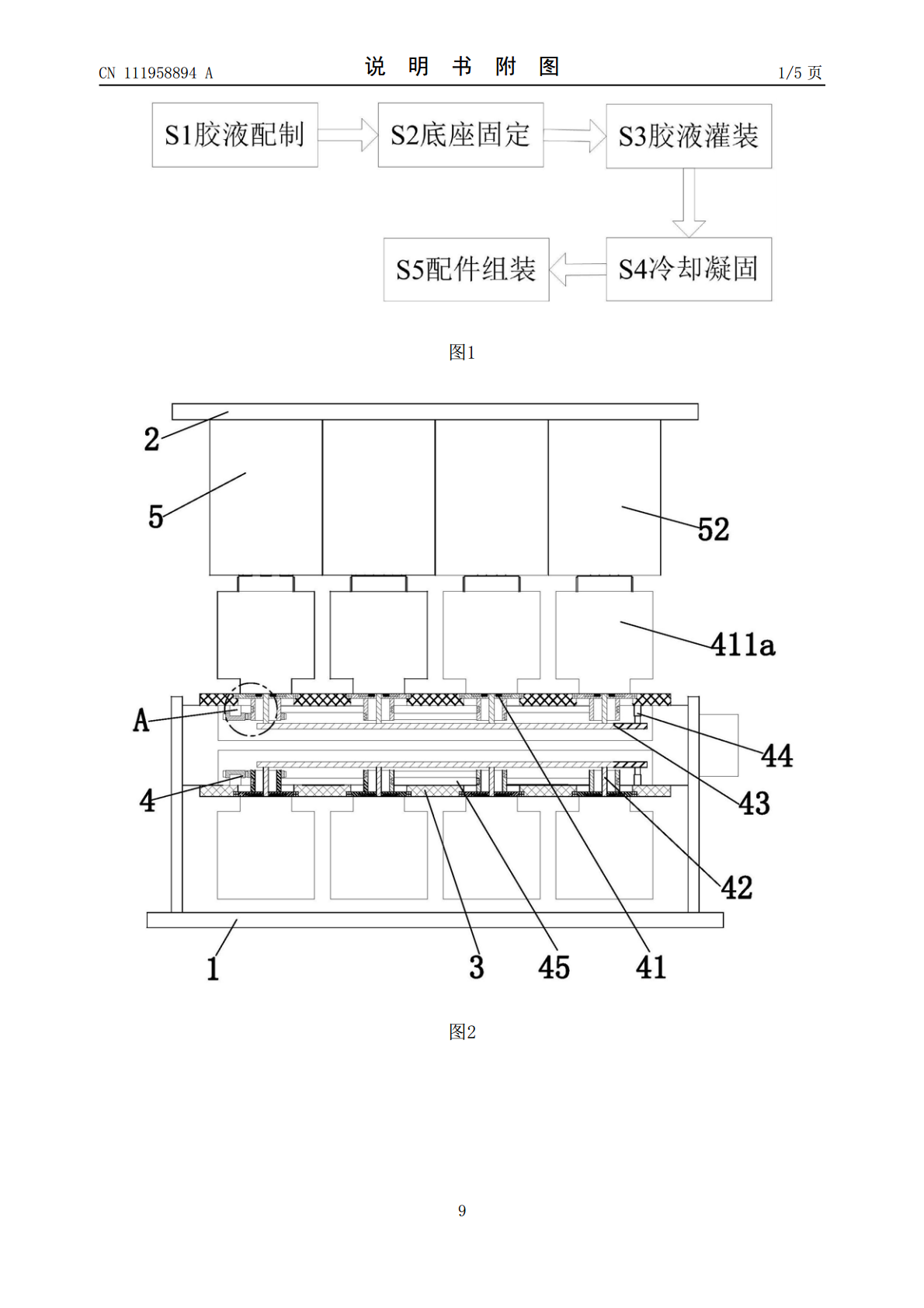
本发明涉及一种固体胶水制备成型工艺,其使用了一种成型设备,该成型设备包括底板、顶板、带式输送机、置料装置与灌装装置,采用上述成型设备对固体胶水进行成型处理时的具体工艺流程如下:胶液配制、底座固定、胶液灌装、冷却凝固与配件组装,置料装置包括置料座、升降杆、连接板、升降气缸、传动带、从动齿轮、驱动齿轮与驱动电机。本发明通过置料装置对底座进行固定后,底座能够随置料装置进行转动,以配合灌装装置将胶液均匀的灌装在托板上,在灌装过程中能够通过定型筒对胶液进行定位,保证胶液凝固后制得的胶棒表面的圆滑度,且能够通过间歇的
一种聚胺脂胶水及其制备工艺.pdf
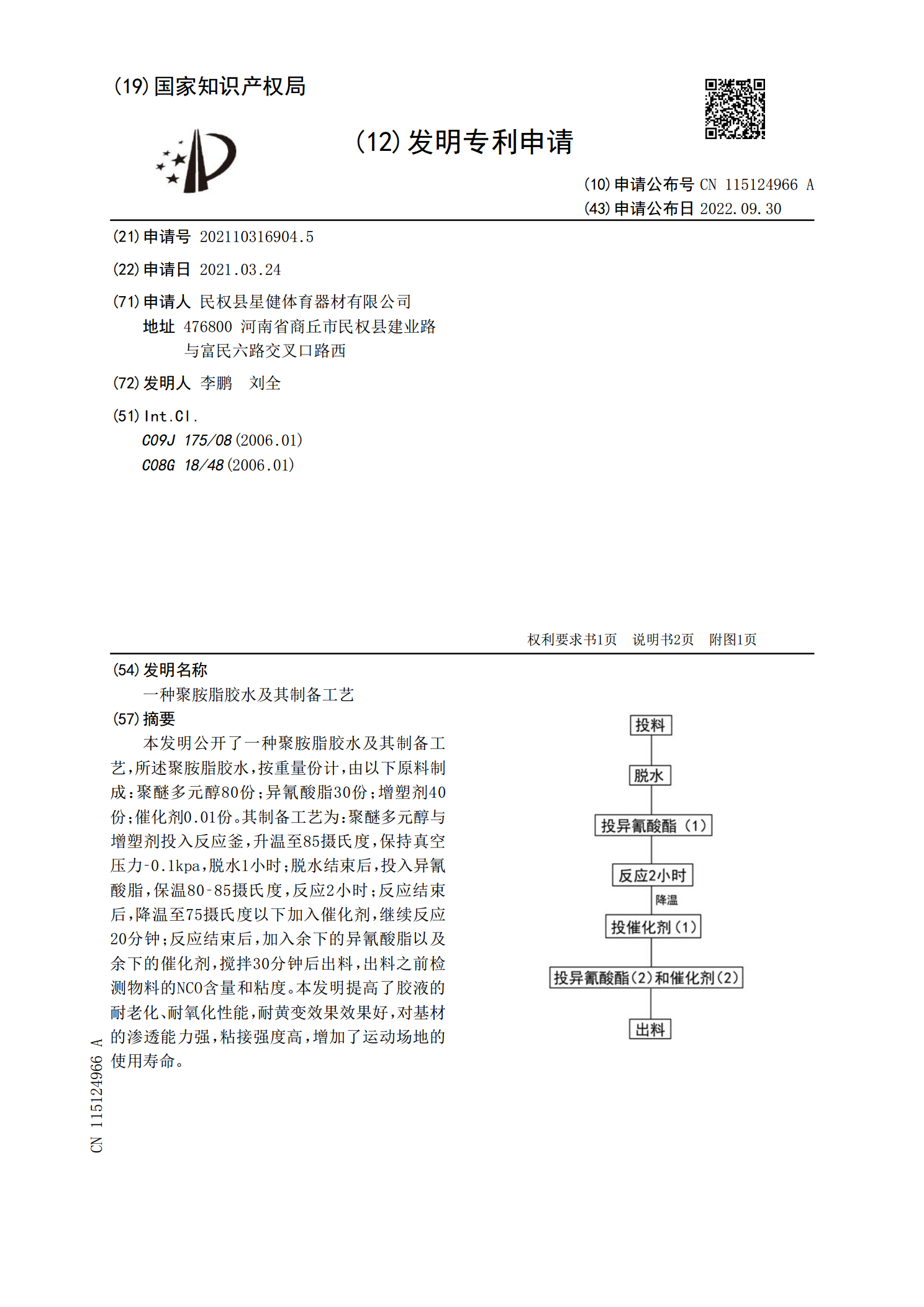
本发明公开了一种聚胺脂胶水及其制备工艺,所述聚胺脂胶水,按重量份计,由以下原料制成:聚醚多元醇80份;异氰酸脂30份;增塑剂40份;催化剂0.01份。其制备工艺为:聚醚多元醇与增塑剂投入反应釜,升温至85摄氏度,保持真空压力?0.1kpa,脱水1小时;脱水结束后,投入异氰酸脂,保温80?85摄氏度,反应2小时;反应结束后,降温至75摄氏度以下加入催化剂,继续反应20分钟;反应结束后,加入余下的异氰酸脂以及余下的催化剂,搅拌30分钟后出料,出料之前检测物料的NCO含量和粘度。本发明提高了胶液的耐老化、耐氧化
一种无醛胶水制备工艺.pdf
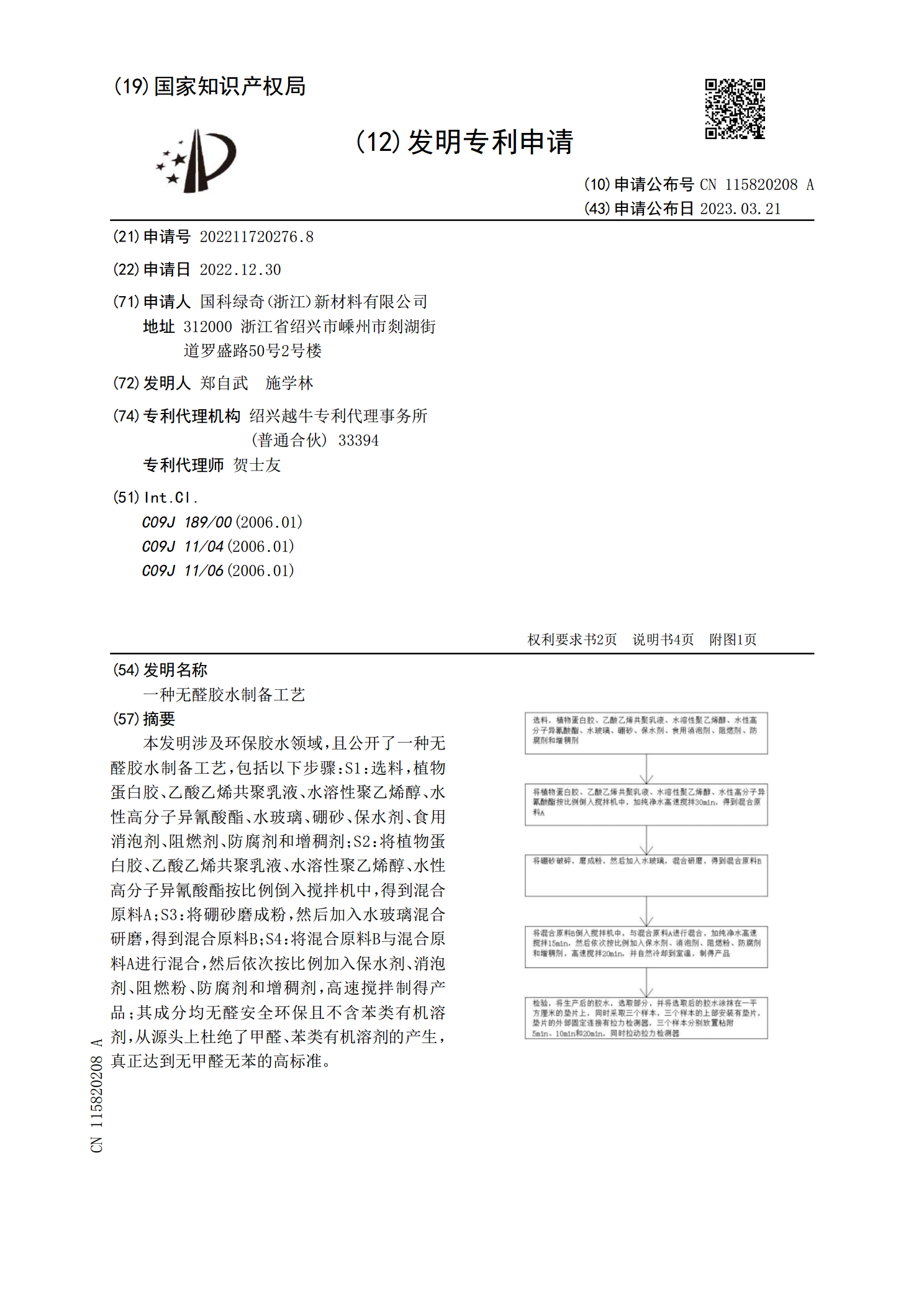
本发明涉及环保胶水领域,且公开了一种无醛胶水制备工艺,包括以下步骤:S1:选料,植物蛋白胶、乙酸乙烯共聚乳液、水溶性聚乙烯醇、水性高分子异氰酸酯、水玻璃、硼砂、保水剂、食用消泡剂、阻燃剂、防腐剂和增稠剂;S2:将植物蛋白胶、乙酸乙烯共聚乳液、水溶性聚乙烯醇、水性高分子异氰酸酯按比例倒入搅拌机中,得到混合原料A;S3:将硼砂磨成粉,然后加入水玻璃混合研磨,得到混合原料B;S4:将混合原料B与混合原料A进行混合,然后依次按比例加入保水剂、消泡剂、阻燃粉、防腐剂和增稠剂,高速搅拌制得产品;其成分均无醛安全环保且
一种聚氨酯密封胶水制备工艺.pdf
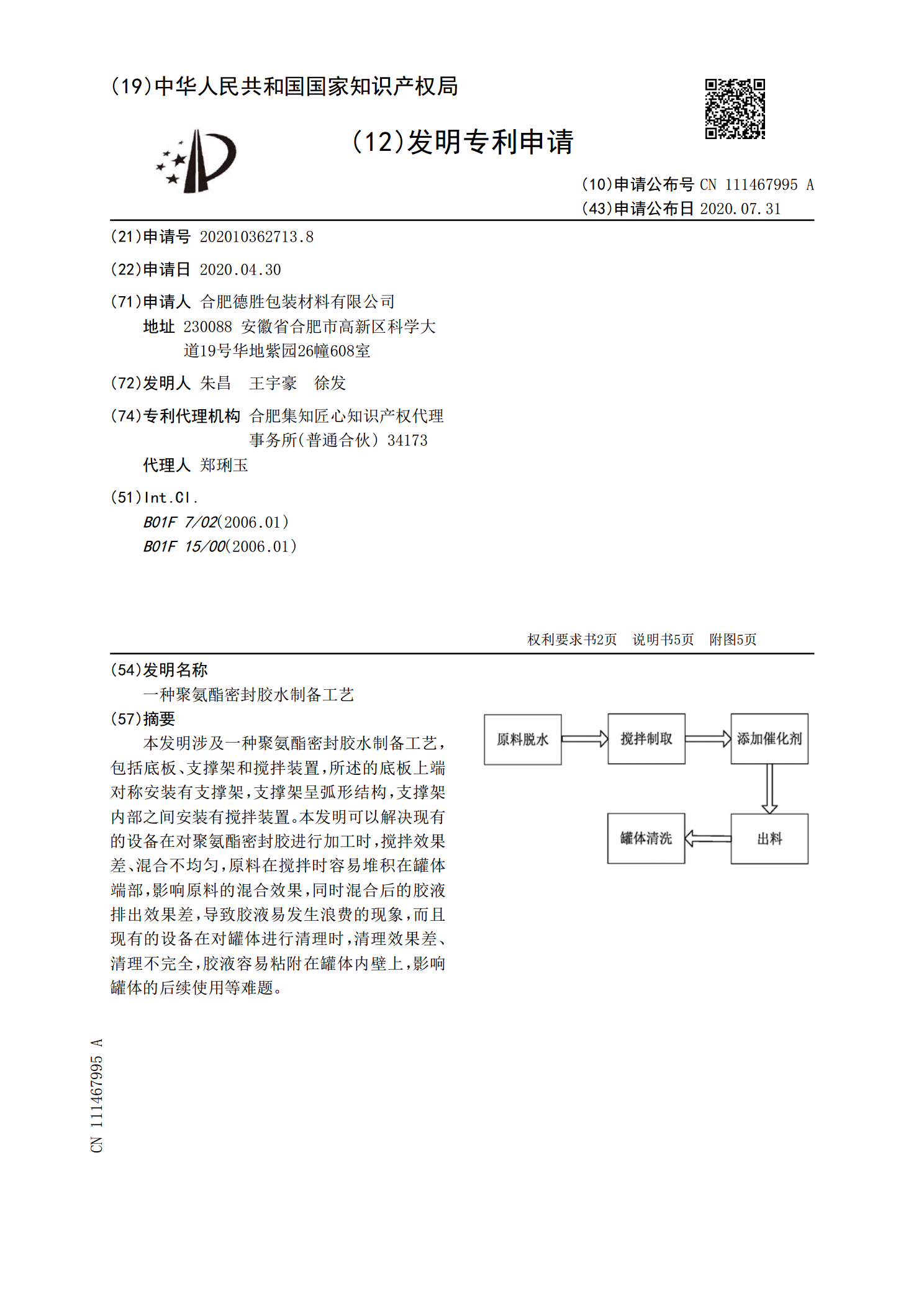
本发明涉及一种聚氨酯密封胶水制备工艺,包括底板、支撑架和搅拌装置,所述的底板上端对称安装有支撑架,支撑架呈弧形结构,支撑架内部之间安装有搅拌装置。本发明可以解决现有的设备在对聚氨酯密封胶进行加工时,搅拌效果差、混合不均匀,原料在搅拌时容易堆积在罐体端部,影响原料的混合效果,同时混合后的胶液排出效果差,导致胶液易发生浪费的现象,而且现有的设备在对罐体进行清理时,清理效果差、清理不完全,胶液容易粘附在罐体内壁上,影响罐体的后续使用等难题。

一种叠层固体推进剂成型模具及制备工艺.pdf
本发明公开了一种叠层固体推进剂成型模具及制备工艺。叠层固体推进剂成型模具采用不同规格的凹槽模与压模配合压制高氯酸铵薄片,提高制备薄片的生产效率。通过固化前在真空箱中抽取真空,有效避免推进剂的粘结剂层中残留大量气泡的现象发生。通过高度控制板控制粘结剂层的厚度;在固化叠层推进剂时,采用带有锯齿形固化板来避免推进剂与固化板粘连在一起,克服推进剂粘结在固化板上剥离易断的问题。通过在高度控制板上添加重物,消除抽真空后粘结剂层与高氯酸铵薄片之间的空隙。制备工艺流程可显著提高固体推进剂成型制作效率,为推进剂火焰结构观测