
一种提手带刷胶设备及其加工工艺.pdf

小琛****82

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种提手带刷胶设备及其加工工艺.pdf
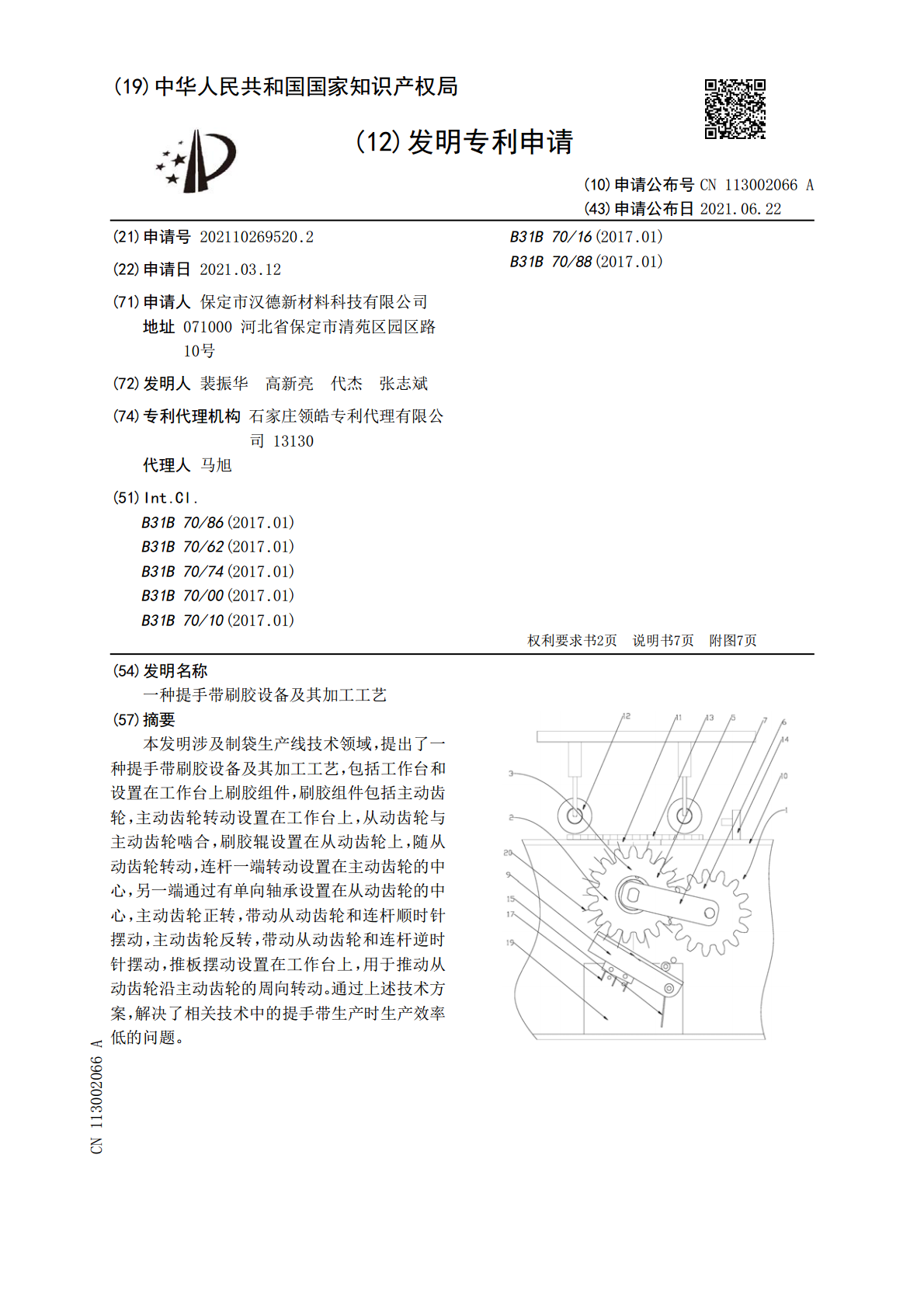
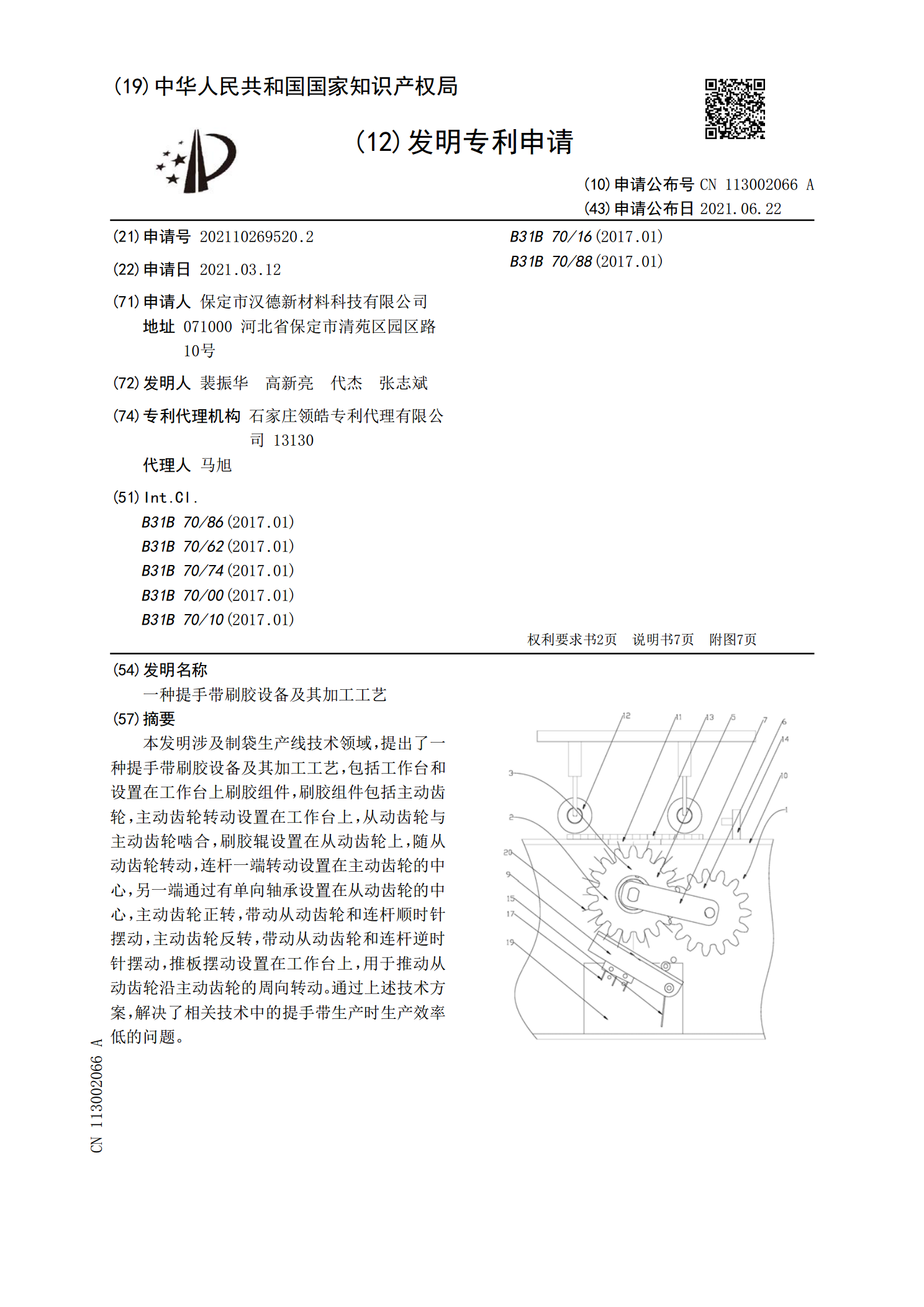
本发明涉及制袋生产线技术领域,提出了一种提手带刷胶设备及其加工工艺,包括工作台和设置在工作台上刷胶组件,刷胶组件包括主动齿轮,主动齿轮转动设置在工作台上,从动齿轮与主动齿轮啮合,刷胶辊设置在从动齿轮上,随从动齿轮转动,连杆一端转动设置在主动齿轮的中心,另一端通过有单向轴承设置在从动齿轮的中心,主动齿轮正转,带动从动齿轮和连杆顺时针摆动,主动齿轮反转,带动从动齿轮和连杆逆时针摆动,推板摆动设置在工作台上,用于推动从动齿轮沿主动齿轮的周向转动。通过上述技术方案,解决了相关技术中的提手带生产时生产效率低的问题。

一种厚胶涂布工艺及其加工设备.pdf
本发明提供一种厚胶涂布工艺,其特征在于,包括如下步骤:一、将第一离型膜上涂布硅油层,所述第一离型膜的两侧预留有长度相等的无硅油层带条;二、将胶水涂布在第一离型膜上;三、将涂布好胶水的第一离型膜送入烘箱烘干;四、将第二离型膜覆在所述烘干胶水的上方进行压合。本发明在离型膜的两侧边预留无硅油带条使胶体层烘干后不发生位移,增加表面的平整度,减少涂布的损耗提高产品合格率。本发明提供了一种自动化的涂布烘干收卷加工设备,安装离心风机和除湿管道使烘箱内的空气形成内循环,减少能源的浪费同时提高烘干效率。
一种厚胶涂布工艺及其加工设备.pdf
本发明提供一种厚胶涂布工艺,其特征在于,包括如下步骤:一、将第一离型膜上涂布硅油层,所述第一离型膜的两侧预留有长度相等的无硅油层带条;二、将胶水涂布在第一离型膜上;三、将涂布好胶水的第一离型膜送入烘箱烘干;四、将第二离型膜覆在所述烘干胶水的上方进行压合。本发明在离型膜的两侧边预留无硅油带条使胶体层烘干后不发生位移,增加表面的平整度,减少涂布的损耗提高产品合格率。本发明提供了一种自动化的涂布烘干收卷加工设备,安装离心风机和除湿管道使烘箱内的空气形成内循环,减少能源的浪费同时提高烘干效率。
夹胶玻璃加工设备及其加工工艺.pdf
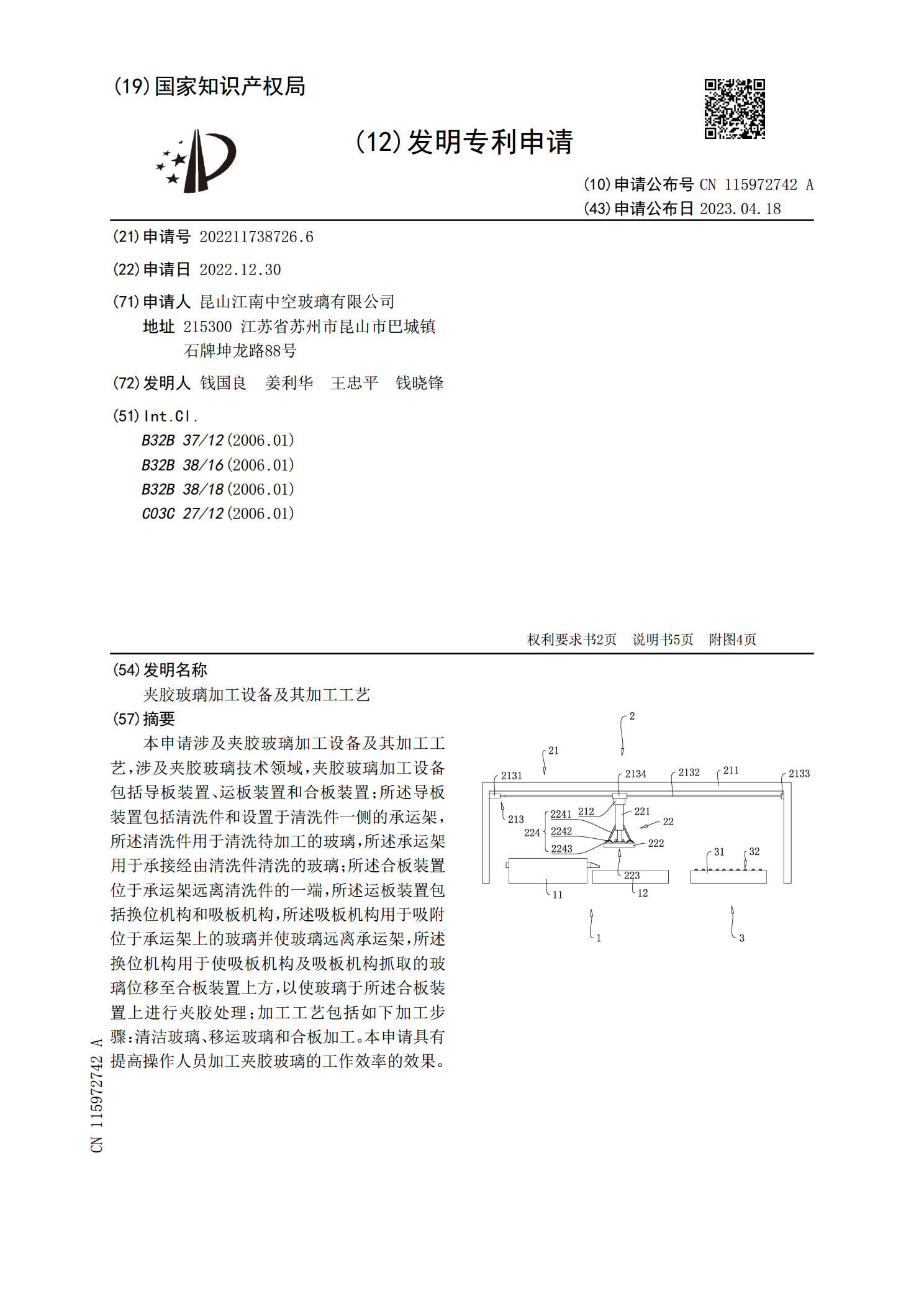
本申请涉及夹胶玻璃加工设备及其加工工艺,涉及夹胶玻璃技术领域,夹胶玻璃加工设备包括导板装置、运板装置和合板装置;所述导板装置包括清洗件和设置于清洗件一侧的承运架,所述清洗件用于清洗待加工的玻璃,所述承运架用于承接经由清洗件清洗的玻璃;所述合板装置位于承运架远离清洗件的一端,所述运板装置包括换位机构和吸板机构,所述吸板机构用于吸附位于承运架上的玻璃并使玻璃远离承运架,所述换位机构用于使吸板机构及吸板机构抓取的玻璃位移至合板装置上方,以使玻璃于所述合板装置上进行夹胶处理;加工工艺包括如下加工步骤:清洁玻璃、移
一种生产塑料提手带的设备及其加工方法.pdf
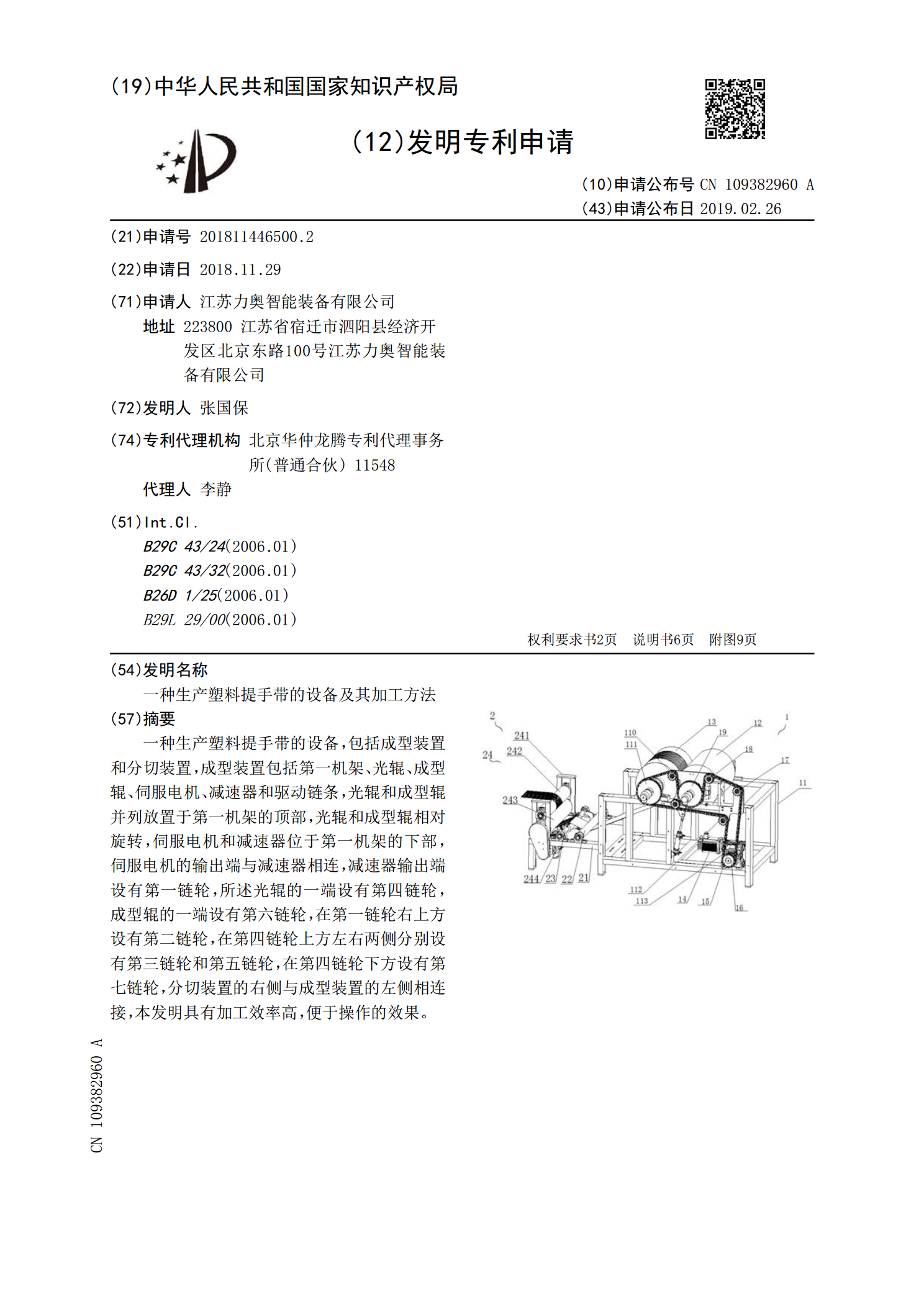
一种生产塑料提手带的设备,包括成型装置和分切装置,成型装置包括第一机架、光辊、成型辊、伺服电机、减速器和驱动链条,光辊和成型辊并列放置于第一机架的顶部,光辊和成型辊相对旋转,伺服电机和减速器位于第一机架的下部,伺服电机的输出端与减速器相连,减速器输出端设有第一链轮,所述光辊的一端设有第四链轮,成型辊的一端设有第六链轮,在第一链轮右上方设有第二链轮,在第四链轮上方左右两侧分别设有第三链轮和第五链轮,在第四链轮下方设有第七链轮,分切装置的右侧与成型装置的左侧相连接,本发明具有加工效率高,便于操作的效果。