
螺杆与料筒结构.ppt

天马****23

1/10
2/10
3/10
4/10

5/10
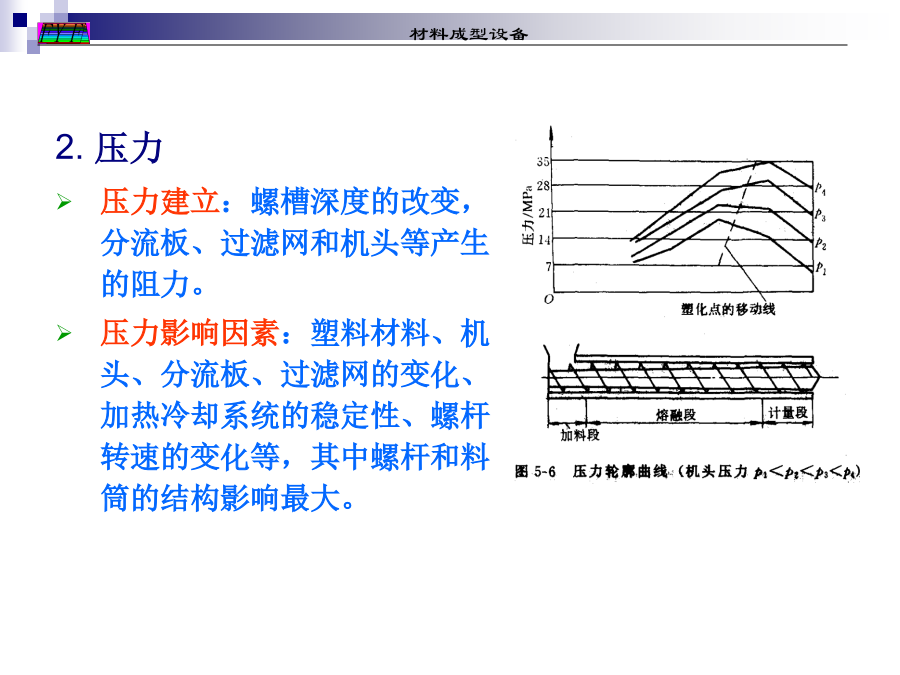
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺杆与料筒结构.ppt
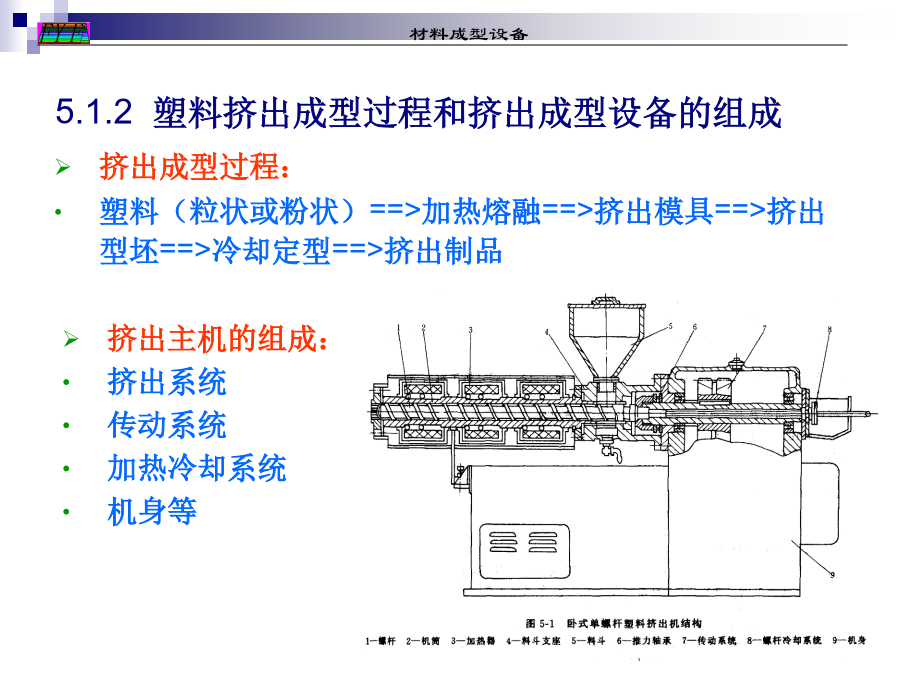
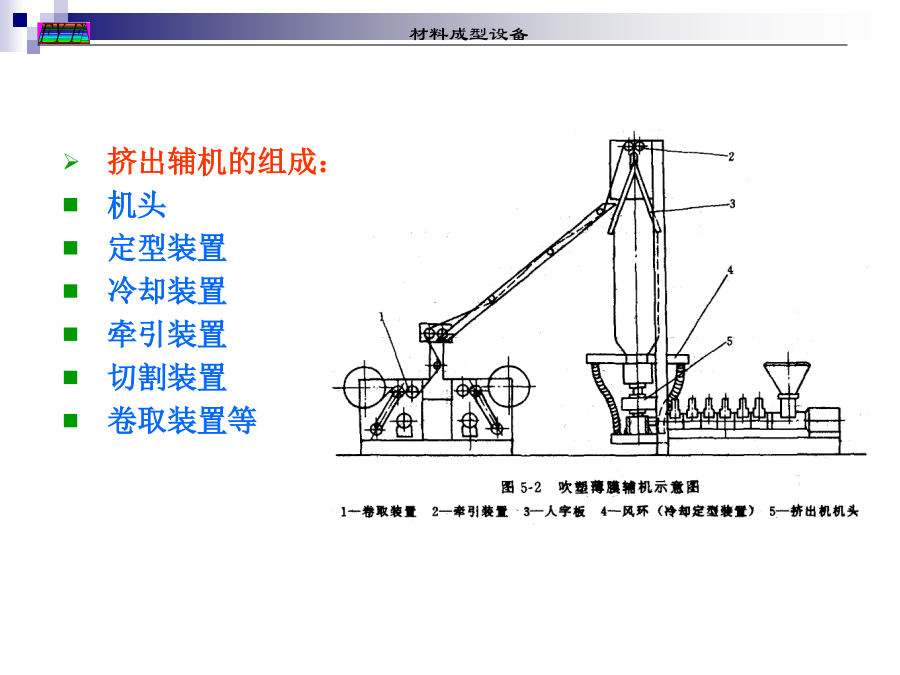
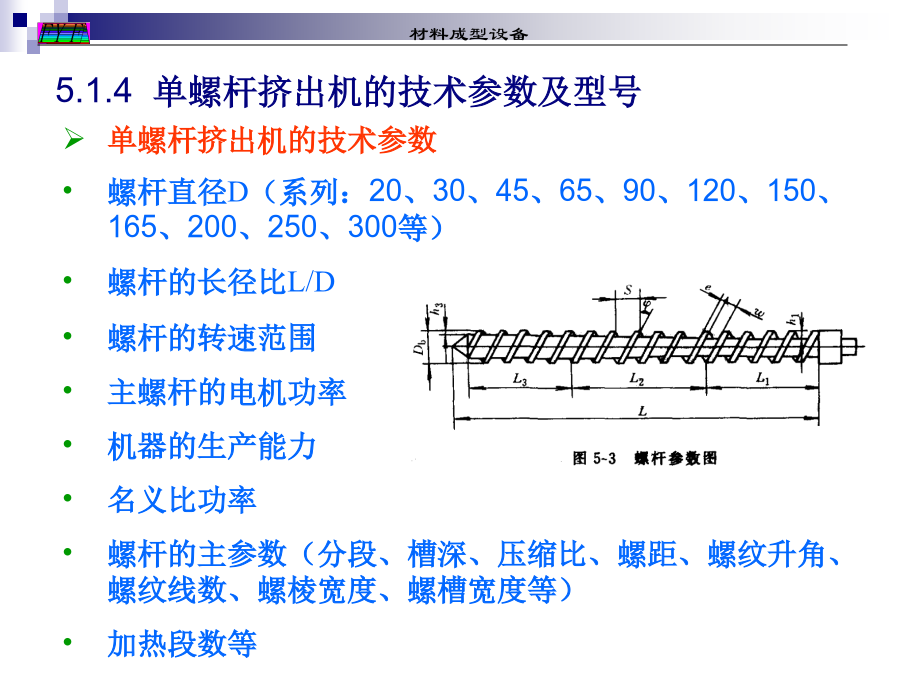
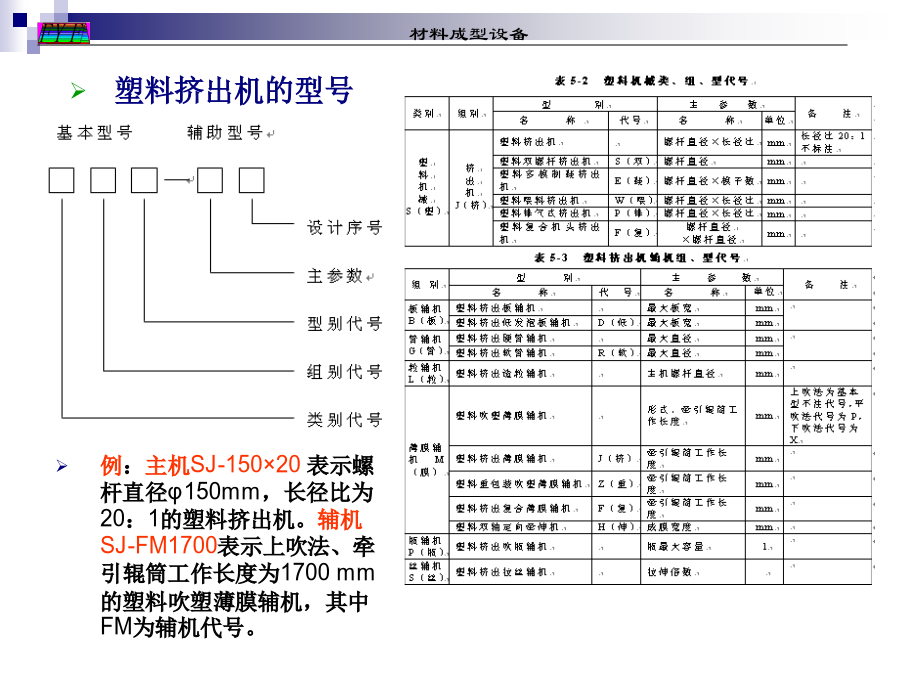
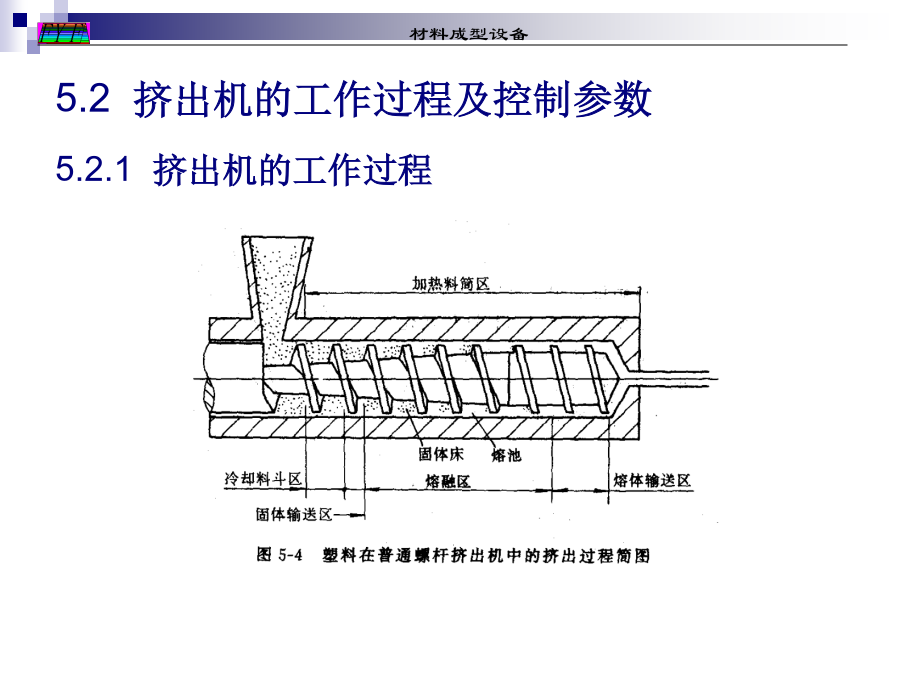
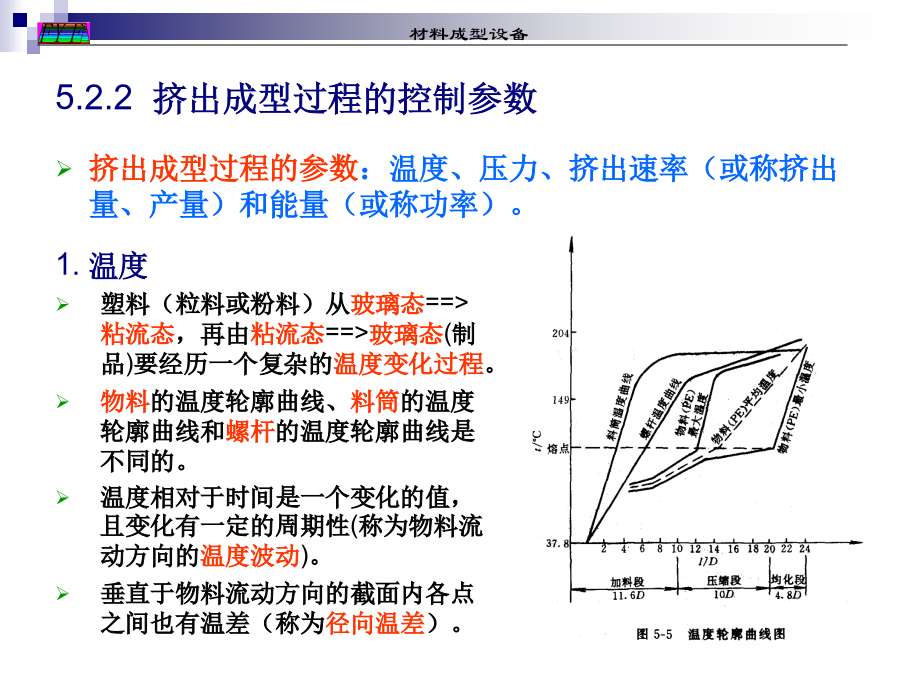
第5章塑料挤出成型设备5.1概述5.1.2塑料挤出成型过程和挤出成型设备的组成挤出辅机的组成:机头定型装置冷却装置牵引装置切割装置卷取装置等5.1.3挤出机的分类5.1.4单螺杆挤出机的技术参数及型号塑料挤出机的型号5.2挤出机的工作过程及控制参数5.2.2挤出成型过程的控制参数2.压力压力建立:螺槽深度的改变,分流板、过滤网和机头等产生的阻力。压力影响因素:塑料材料、机头、分流板、过滤网的变化、加热冷却系统的稳定性、螺杆转速的变化等,其中螺杆和料筒的结构影响最大。3.挤出速率挤出速率:表征设备生产率的高

一种真空排气式螺杆料筒.pdf
本发明公开了一种真空排气式螺杆料筒,包括设于料筒内的螺杆通道以及设于螺杆通道内且具有计量送料塑化段、强压塑化段、送料减压塑化段和强送塑化段的送料螺杆,料筒具有进料口以及与螺杆通道相通且位于送料减压塑化段处的排气口,还包括:隔板,其设于所述排气口内并可将所述排气口完全分隔为隔板以上区域和隔板以下区域;排气孔,其贯穿地设于所述隔板内;安装座,其设于所述隔板上并具有与所述排气孔连通的安装孔;容纳空间,其位于所述隔板下方并可用于暂存经送料螺杆输送的塑料。本发明通过设置有隔板和容纳空间,可对塑料进行阻挡和暂存,能够

一种储料筒结构.pdf
本发明涉及一种储料筒结构,包括储料筒,所述储料筒的中部间隔安装有第一滚筒和第二滚筒,所述第一滚筒和第二滚筒通过驱动装置驱动其转动,所述第一滚筒和第二滚筒的外圆周面均分布有锯齿,第一滚筒和第二滚筒的旋转方向相反;位于第一滚筒和第二滚筒中间间隔处上部设置有分离块,所述分离块成倒“V”字形结构。本发明结构紧凑、合理,操作方便,通过两个滚筒相向旋转,可以保证储料筒内进来的物料不会发生堆积的现象,物料均匀。

一种注塑机自动排气排水式螺杆料筒.pdf
一种注塑机自动排气排水式螺杆料筒,它包括料筒、送料螺杆,料筒上开制料斗安装口,送料螺杆分为三段:计量送料塑化段、强压塑化段、送料减压塑化段,相应于送料减压塑化段的料筒内壁开有塑胶发泡体空间,料筒上开有气水导流孔,气水导流孔与塑胶发泡体空间相通,送料螺杆后端开有蒸汽泻流孔。它与现有市售的螺杆料筒相比,具有节能、环保、减少工序、缩短工时、节约成本(无需注塑前烘干塑料粒子,烘干车间会产生粉尘)和制造成本低(无需其它辅助装置)的优点。

双螺杆挤出机的挤料结构及挤料方法.pdf
本发明公开了一种双螺杆挤出机的挤料结构,包括由电机驱动的第一螺杆与第二螺杆、机筒主体、设于机筒主体上的抽湿真空口和设于机筒主体上的原料加料口,第一螺杆与第二螺杆呈对称设置,所述第一螺杆和所述第二螺杆的表面具有可将物料沿物料加料口到抽湿真空口方向输送的螺槽。所述第一螺杆与所述第二螺杆的端部分别连接可使第一螺杆和第二螺杆在机筒主体内部异向向内旋转的分布齿轮箱,该分布齿轮箱与电机的输出轴连接。本发明还公开了一种双螺杆挤出机的挤料方法。本发明无需增加资金投入,仅通过同时改变双螺杆挤出机中两条螺杆的转动方向和左右位