
预张拉装置及其预张拉方法.pdf

是你****嘉嘉

1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
预张拉装置及其预张拉方法.pdf
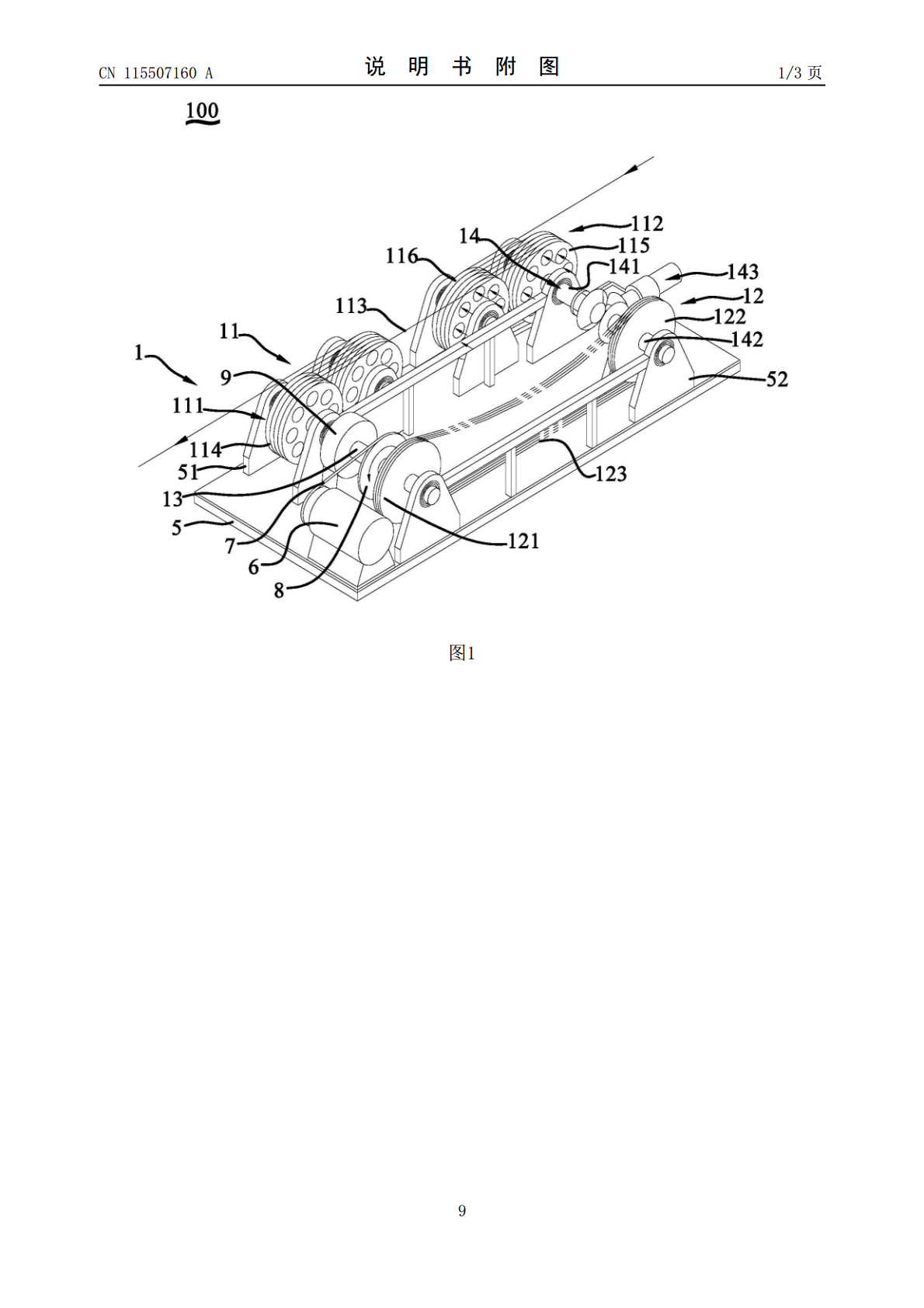
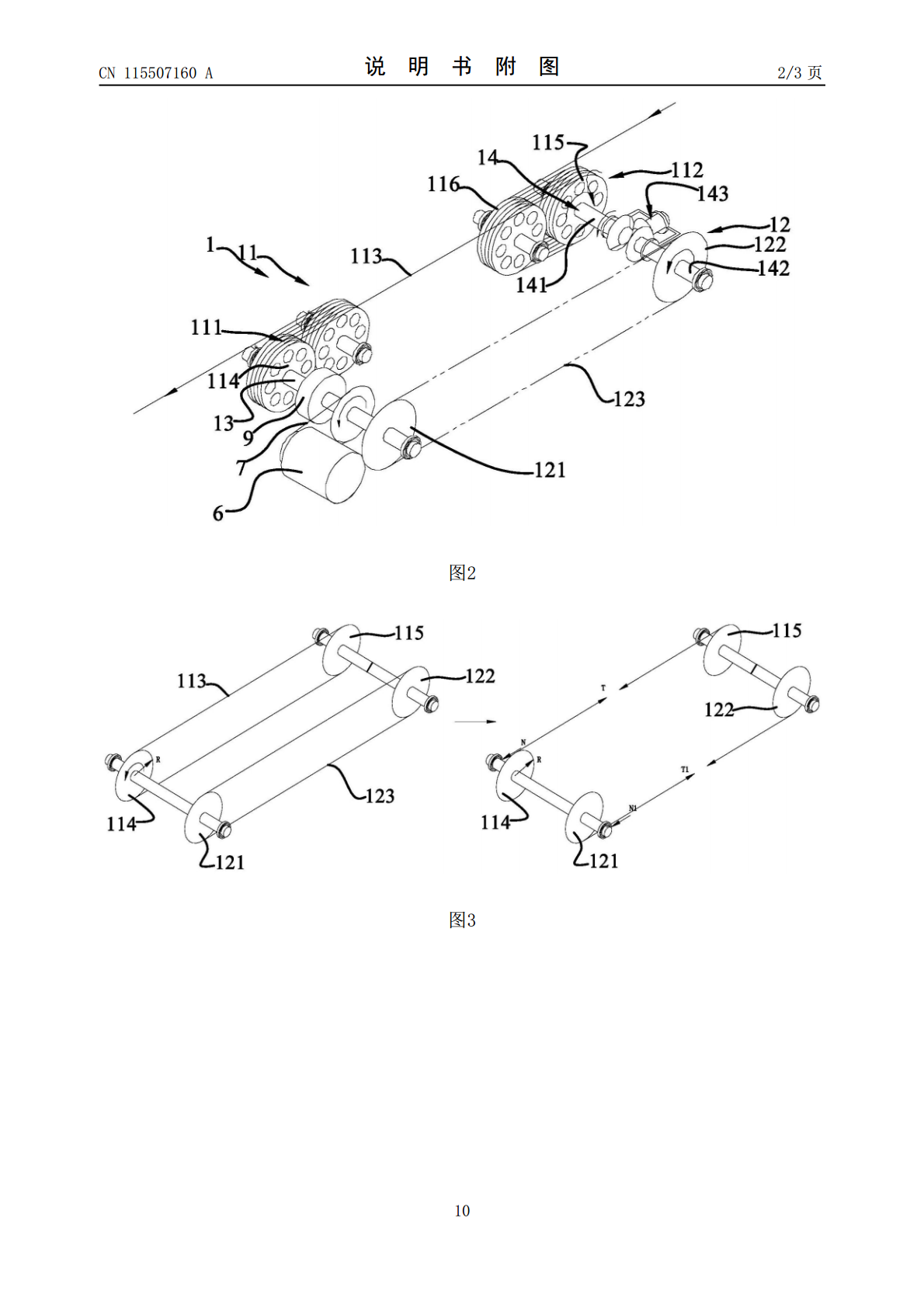
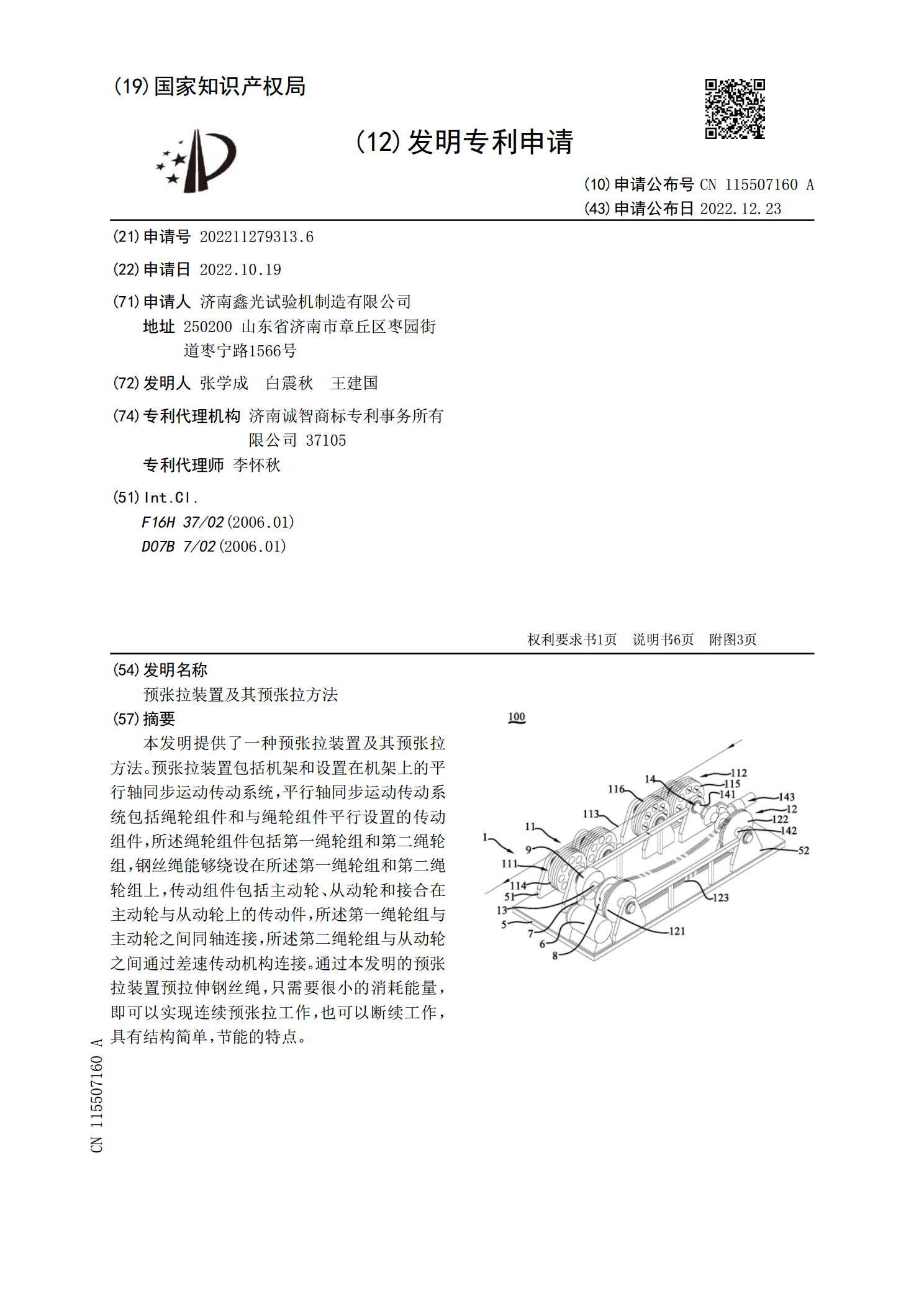
本发明提供了一种预张拉装置及其预张拉方法。预张拉装置包括机架和设置在机架上的平行轴同步运动传动系统,平行轴同步运动传动系统包括绳轮组件和与绳轮组件平行设置的传动组件,所述绳轮组件包括第一绳轮组和第二绳轮组,钢丝绳能够绕设在所述第一绳轮组和第二绳轮组上,传动组件包括主动轮、从动轮和接合在主动轮与从动轮上的传动件,所述第一绳轮组与主动轮之间同轴连接,所述第二绳轮组与从动轮之间通过差速传动机构连接。通过本发明的预张拉装置预拉伸钢丝绳,只需要很小的消耗能量,即可以实现连续预张拉工作,也可以断续工作,具有结构简单,

预张拉无限长装置.pdf
本发明公开了一种预张拉无限长装置,包括安装座和开设于安装座顶部的第一安装槽,所述第一安装槽内安装有装置本体,第一安装槽的两侧内壁上均开设有矩形槽,装置本体的两侧均开设有底部设置开口的横槽,矩形槽内滑动安装有横板,两个横板相互靠近的一侧分别延伸至相对应的横槽内,横板的底部固定安装有配重块,矩形槽的底部内壁上开设有放置槽,配重块的底部延伸至放置槽内,横板的顶部固定连接有位于矩形槽内的连接绳,两个矩形槽相互远离的一侧内壁上均开设有转动孔。本发明结构简单,安装方便,经济实用,通过第一齿轮和第二齿轮,带动绕线轴进行

锚索预张拉的反力装置及其实施方法.pdf
本发明公开了一种锚索预张拉的反力装置及其实施方法。所述的锚索预张拉的反力装置由预留有锚索穿越孔的承载钢板、限位短钢筋和混凝土垫层三部分组成。该反力装置的实施方法是:在预应力锚索孔口周围清除浮土,铺设混凝土垫层,混凝土垫层内预埋限位短钢筋,限位短钢筋根据承载钢板的大小和形状均匀布置,承载钢板放置于限位短钢筋所围区域的混凝土垫层上。经实践证明,该反力装置及其实施方法是一种节省工期和成本的优良选择,可为边(滑)坡应急抢险工程中及时进行锚索预张拉提供可靠的技术解决方案,提高应急抢险工程中的预应力锚索的适应性。
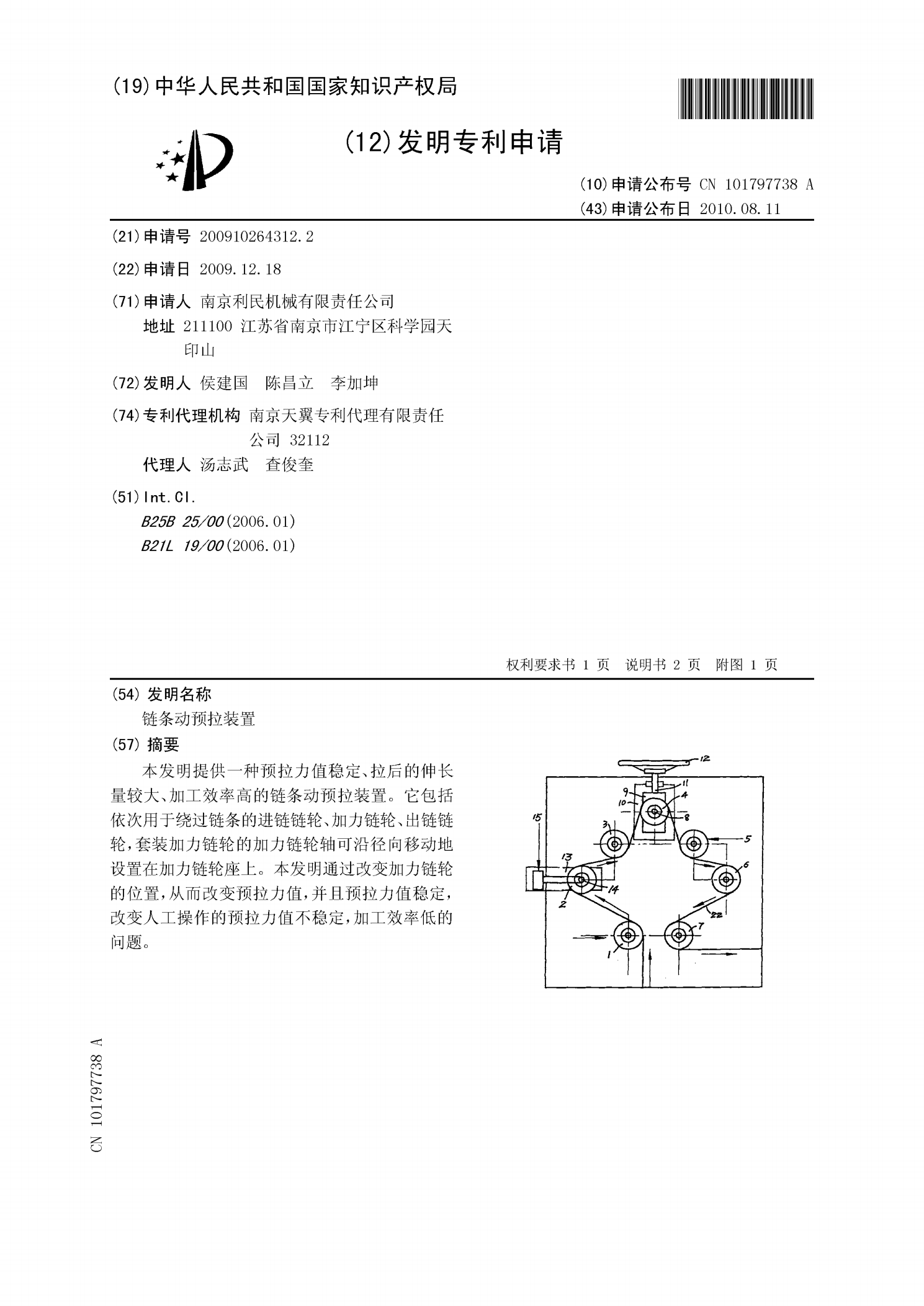
链条动预拉装置.pdf
本发明提供一种预拉力值稳定、拉后的伸长量较大、加工效率高的链条动预拉装置。它包括依次用于绕过链条的进链链轮、加力链轮、出链链轮,套装加力链轮的加力链轮轴可沿径向移动地设置在加力链轮座上。本发明通过改变加力链轮的位置,从而改变预拉力值,并且预拉力值稳定,改变人工操作的预拉力值不稳定,加工效率低的问题。?
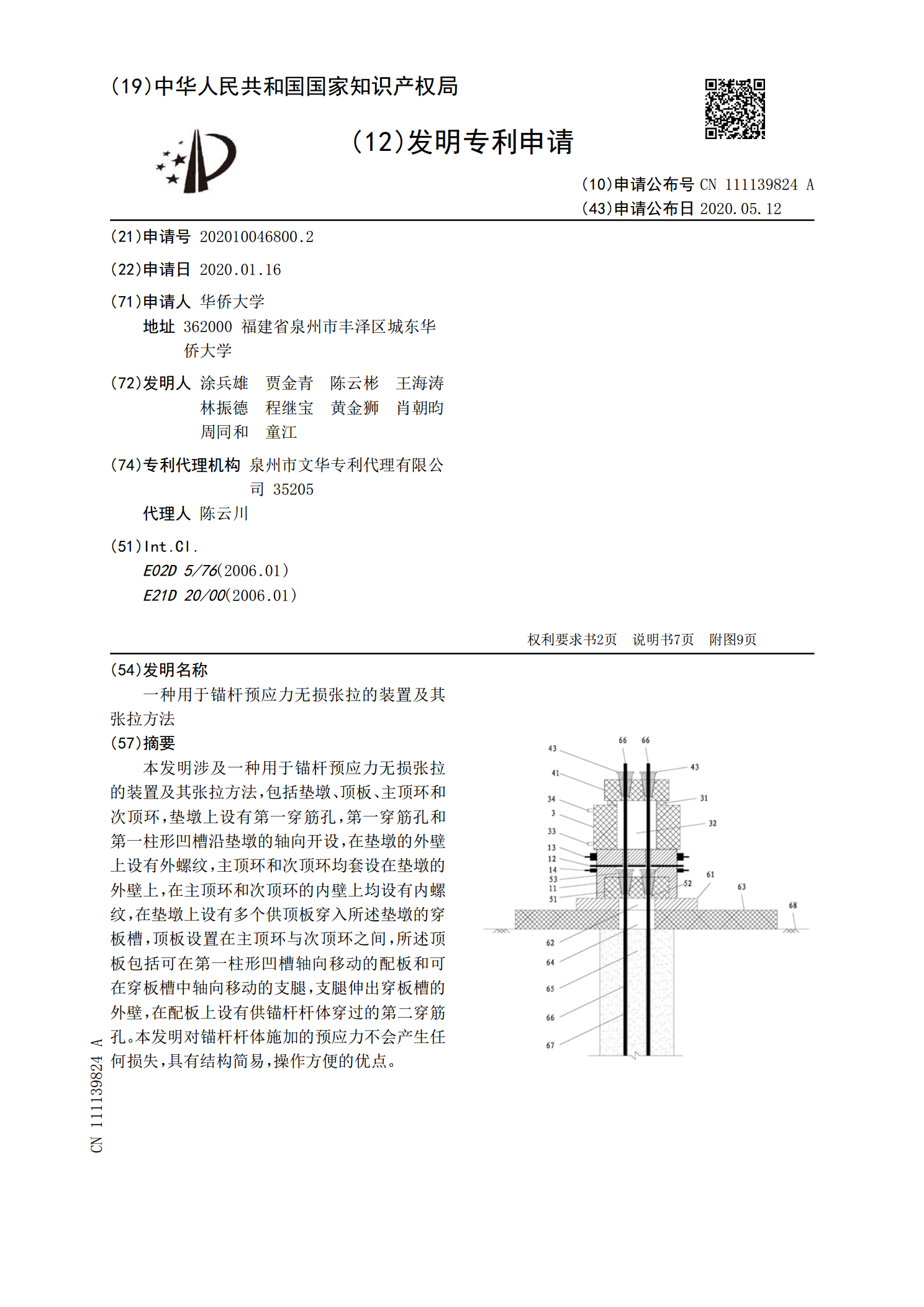
一种用于锚杆预应力无损张拉的装置及其张拉方法.pdf
本发明涉及一种用于锚杆预应力无损张拉的装置及其张拉方法,包括垫墩、顶板、主顶环和次顶环,垫墩上设有第一穿筋孔,第一穿筋孔和第一柱形凹槽沿垫墩的轴向开设,在垫墩的外壁上设有外螺纹,主顶环和次顶环均套设在垫墩的外壁上,在主顶环和次顶环的内壁上均设有内螺纹,在垫墩上设有多个供顶板穿入所述垫墩的穿板槽,顶板设置在主顶环与次顶环之间,所述顶板包括可在第一柱形凹槽轴向移动的配板和可在穿板槽中轴向移动的支腿,支腿伸出穿板槽的外壁,在配板上设有供锚杆杆体穿过的第二穿筋孔。本发明对锚杆杆体施加的预应力不会产生任何损失,具有