
一种汽车大梁用热轧钢的制备方法.pdf

曾琪****是我

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车大梁用热轧钢的制备方法.pdf
本发明公开了一种汽车大梁用热轧钢的制备方法,该热轧钢各化学成分质量百分比为:C0.05-0.1、Si0.08-0.15、Mn2.2-3.6、Ni0.6-1.2、Mo0.2-0.4、Ti0.04-0.08、Als0.03-0.05、V0.02-0.03、W0.04-0.08、Nb0.015-0.025、Bi0.02-0.03、Se0.01-0.02、Pr0.008-0.016、Er0.014-0.022、P≤0.025、S≤0.015,余量为铁及不可避免的杂质。本发明热轧钢具有较高的强度和韧性以及良好的焊接
一种汽车大梁用热轧钢板及其生产方法.pdf
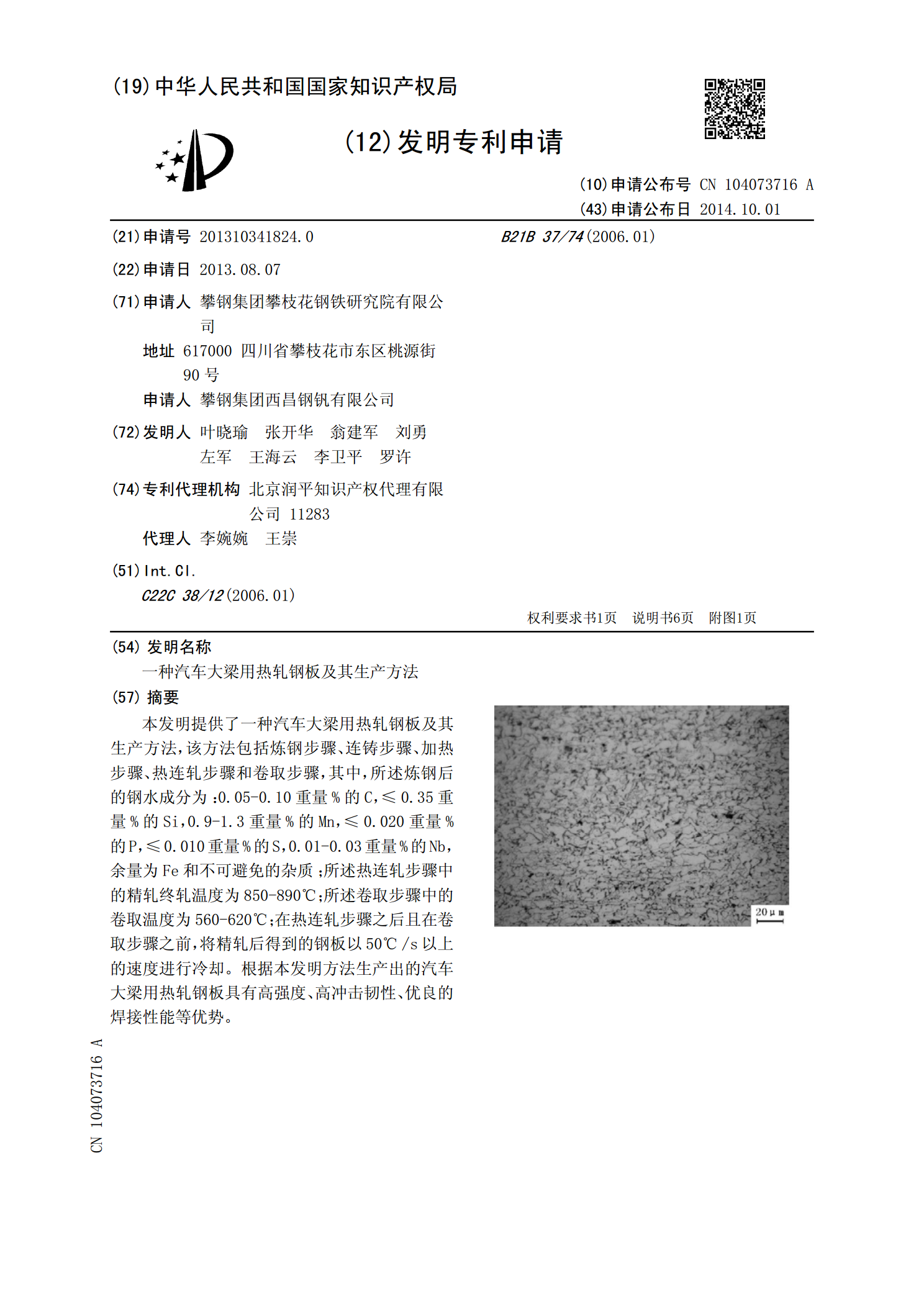
本发明提供了一种汽车大梁用热轧钢板及其生产方法,该方法包括炼钢步骤、连铸步骤、加热步骤、热连轧步骤和卷取步骤,其中,所述炼钢后的钢水成分为:0.05-0.10重量%的C,≤0.35重量%的Si,0.9-1.3重量%的Mn,≤0.020重量%的P,≤0.010重量%的S,0.01-0.03重量%的Nb,余量为Fe和不可避免的杂质;所述热连轧步骤中的精轧终轧温度为850-890℃;所述卷取步骤中的卷取温度为560-620℃;在热连轧步骤之后且在卷取步骤之前,将精轧后得到的钢板以50℃/s以上的速度进行冷却。根
一种汽车用大梁钢的精炼制备方法.pdf
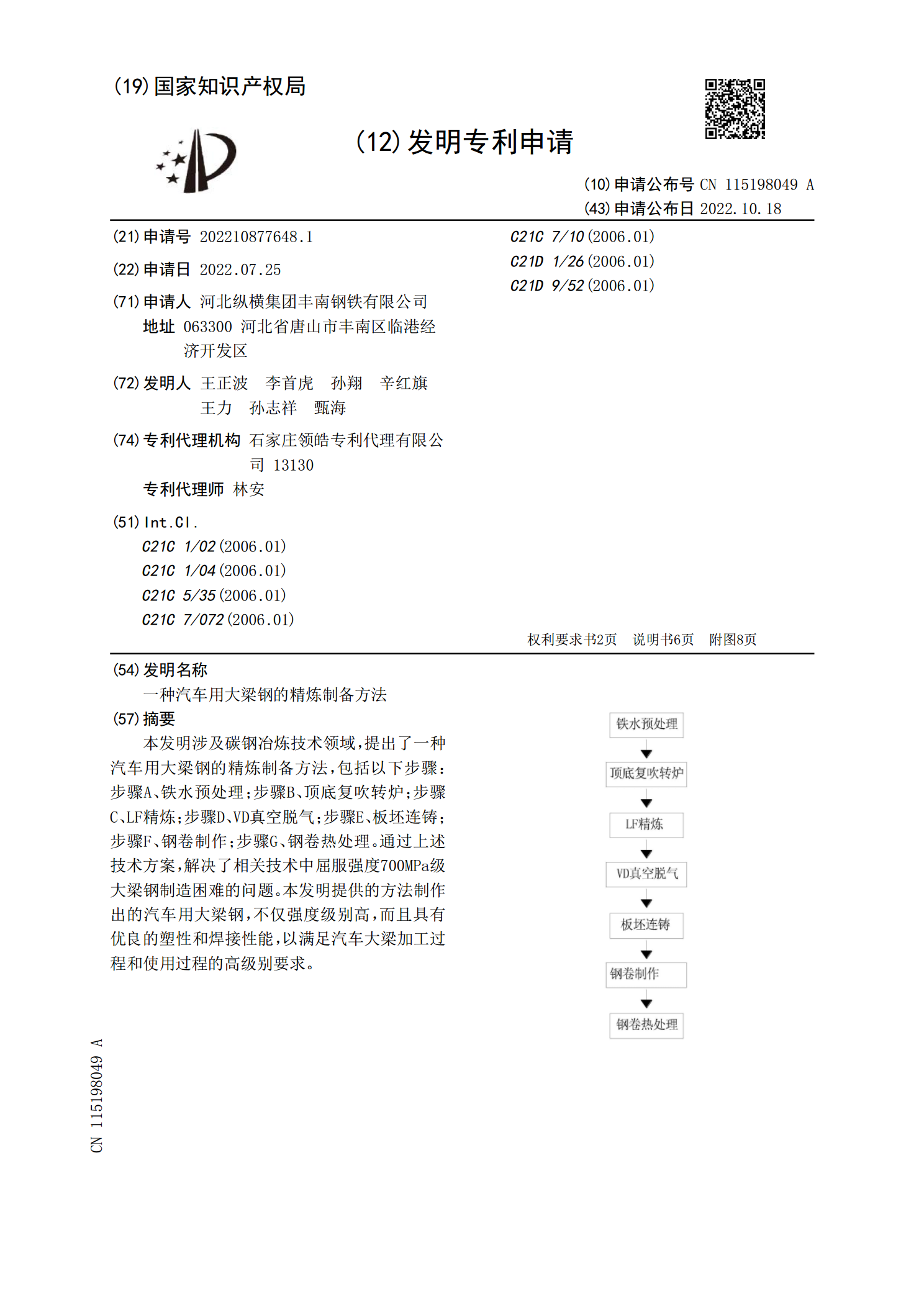
本发明涉及碳钢冶炼技术领域,提出了一种汽车用大梁钢的精炼制备方法,包括以下步骤:步骤A、铁水预处理;步骤B、顶底复吹转炉;步骤C、LF精炼;步骤D、VD真空脱气;步骤E、板坯连铸;步骤F、钢卷制作;步骤G、钢卷热处理。通过上述技术方案,解决了相关技术中屈服强度700MPa级大梁钢制造困难的问题。本发明提供的方法制作出的汽车用大梁钢,不仅强度级别高,而且具有优良的塑性和焊接性能,以满足汽车大梁加工过程和使用过程的高级别要求。

一种610MPa级汽车大梁用热轧钢带生产方法.pdf
本发明实施例提供一种610MPa级汽车大梁用的热轧钢带生产方法,所述610MPa级汽车大梁用的热轧钢带生产工艺步骤包括:转炉冶炼、LF炉精炼、连铸、轧制计划编排、板坯加热、粗轧、高压水除鳞、精轧、层流冷却、卷取及堆冷;所述610MPa级汽车大梁用的热轧钢带的化学成分组成及重量百分为:碳C:0.060~0.090%,硅Si:0.10~0.20%,锰Mn:1.35~1.50%,磷P≤0.020%,硫S≤0.008%,铝Als:0.015~0.050%,铌Nb:0.035~0.045%,钛Ti:0.035~0.

一种600MPa级别汽车大梁用热轧钢带的生产方法.pdf
一种600MPa级别汽车大梁用热轧钢带的生产方法,采用顶底复吹转炉+LF精炼炉+薄板坯连铸连轧工艺,整个生产工艺流程为:炼钢、精炼、连铸、均热、热连轧、层流冷却、卷取等工艺过程,其技术特征为:保证连铸坯在扇形段矫直区域的角部温度达到1000℃以上,避开850℃~950℃的脆性温度区;板坯均热温度控制在1100~1150℃;粗轧道次压下率控制在50%;终轧温度设定为860~880℃;卷取温度控制在570~590℃的范围内。本发明技术生产的汽车大梁用热轧钢带与现有技术生产的产品相比,能够降低生产成本,改善板材