
一种冷轧机机架的加工工艺.pdf

猫巷****忠娟

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧机机架的加工工艺.pdf
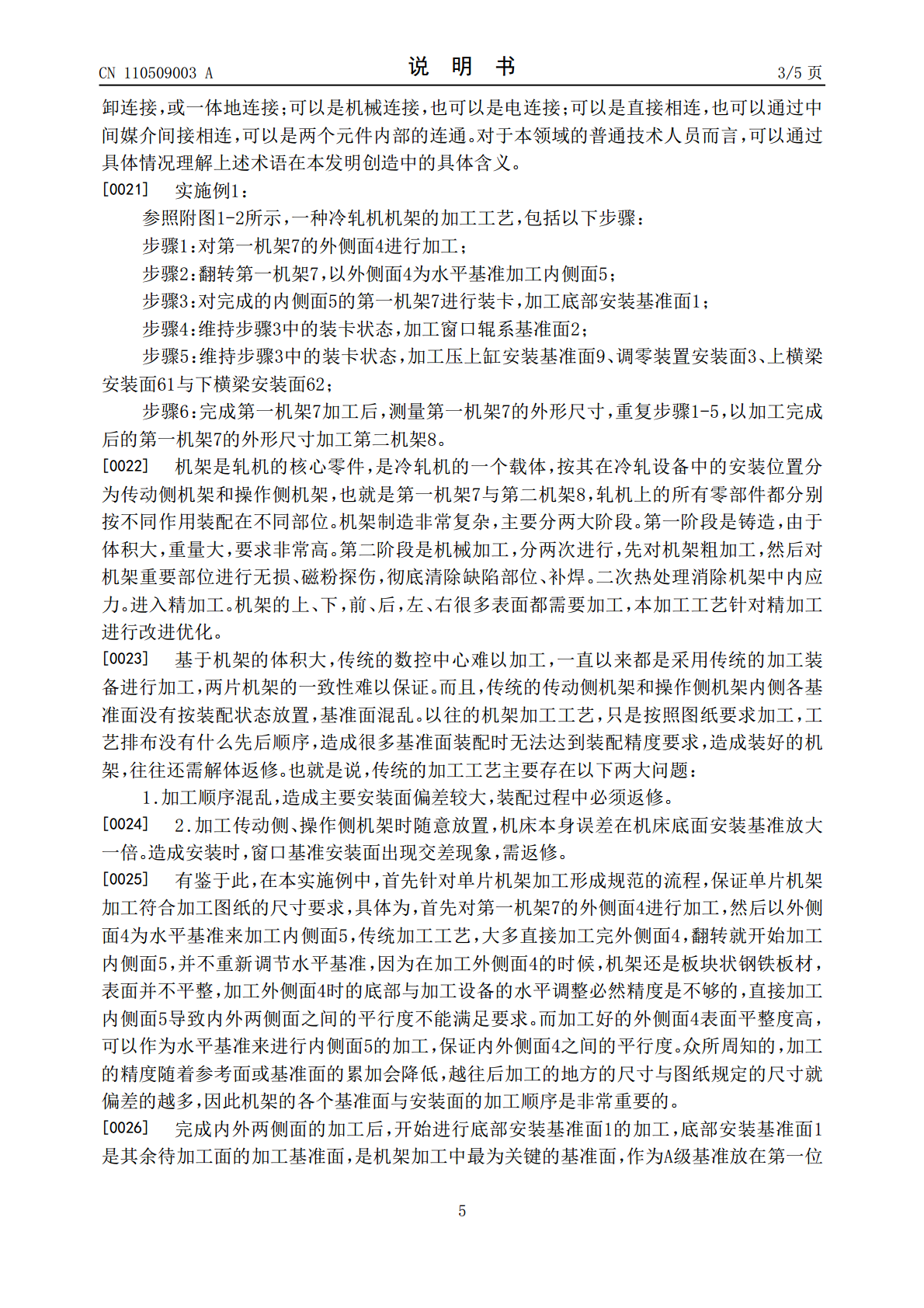
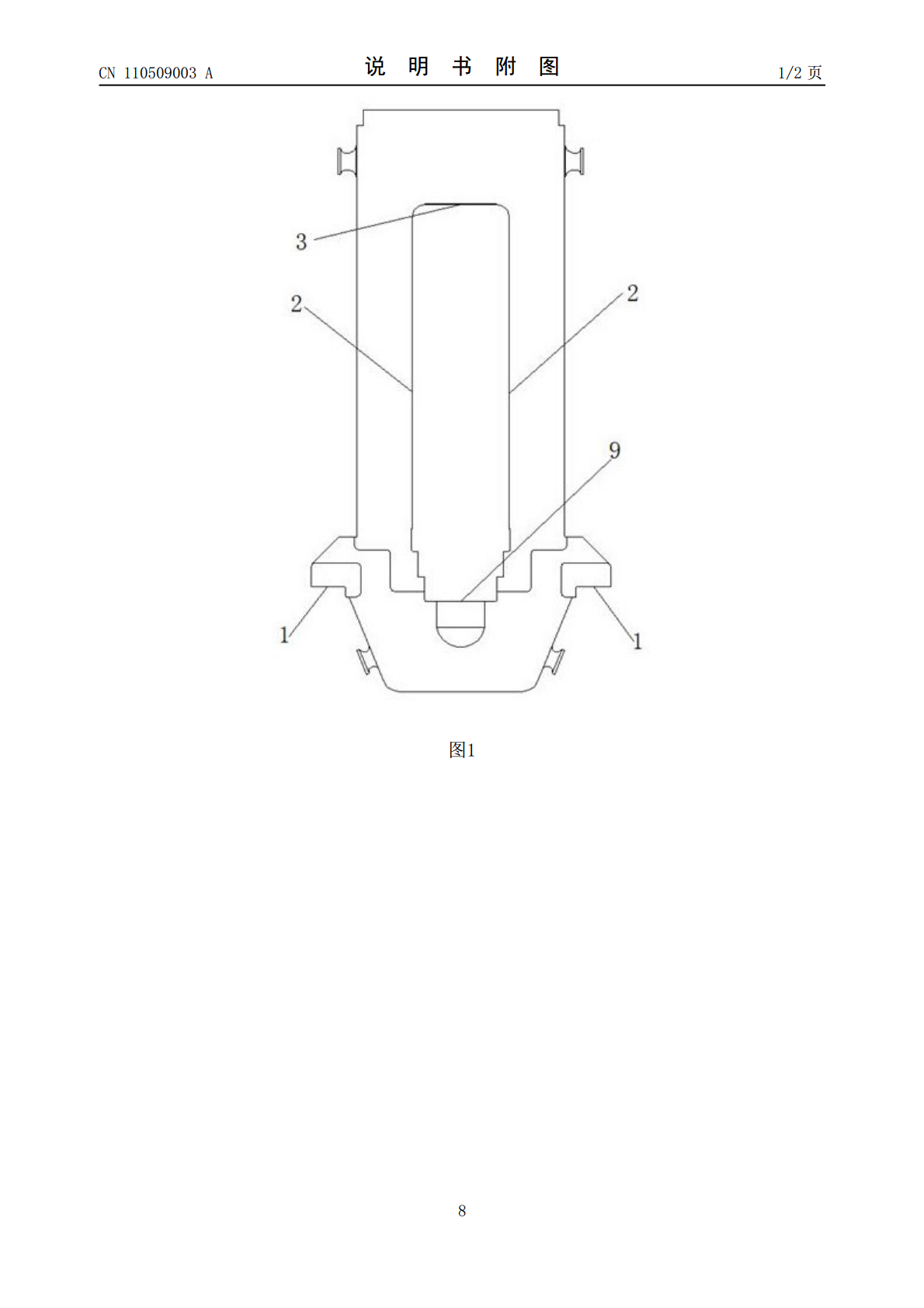
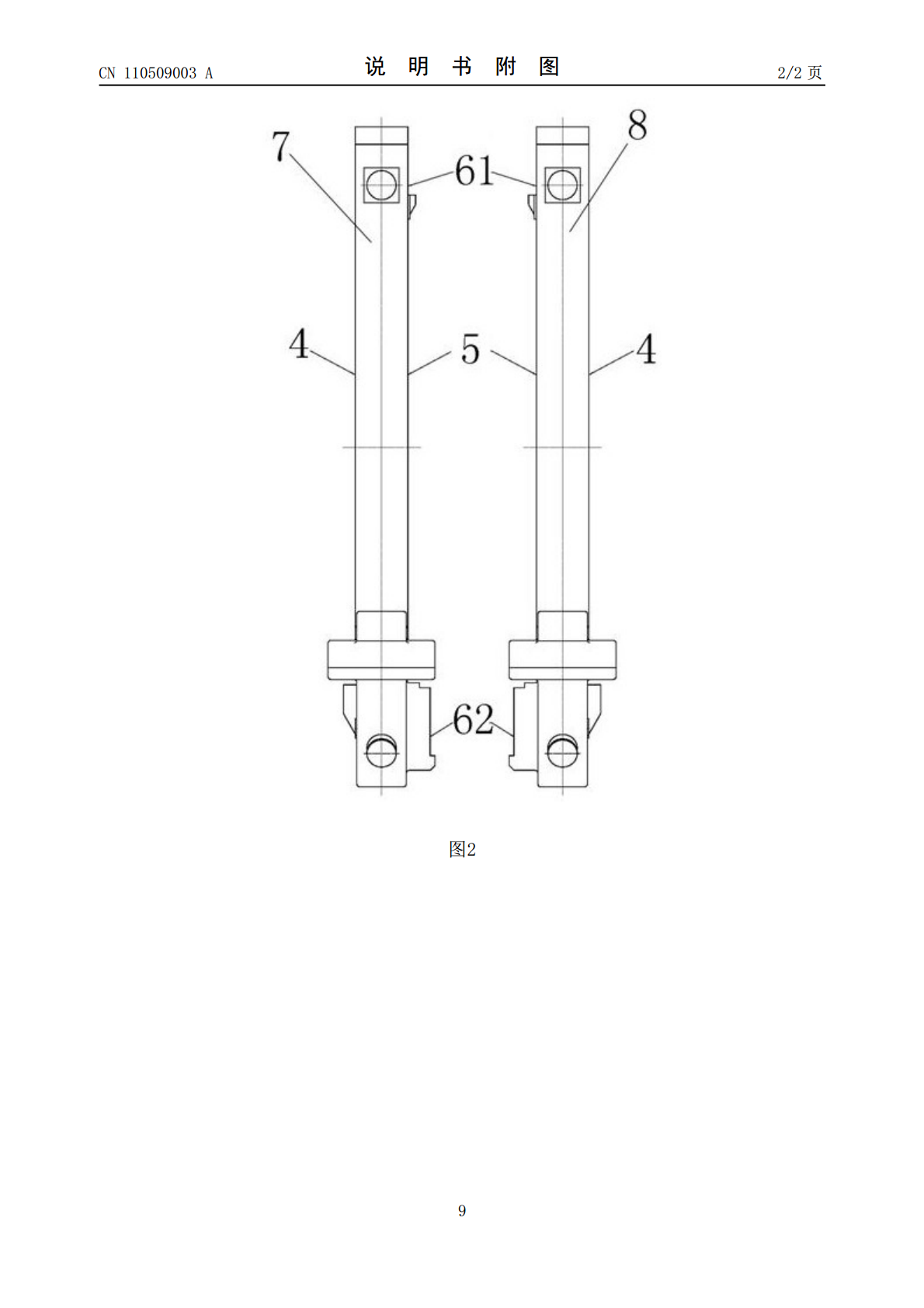
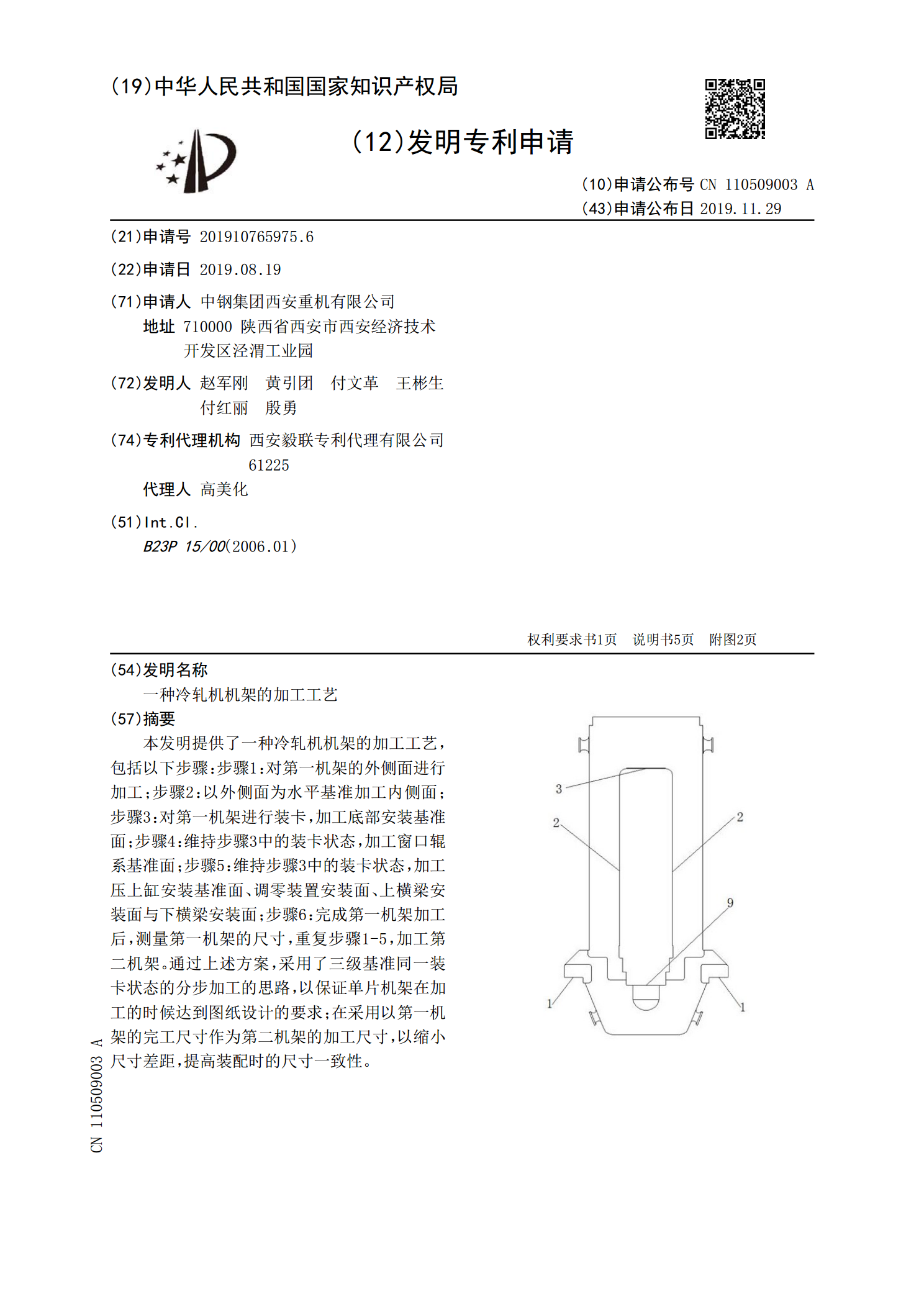
本发明提供了一种冷轧机机架的加工工艺,包括以下步骤:步骤1:对第一机架的外侧面进行加工;步骤2:以外侧面为水平基准加工内侧面;步骤3:对第一机架进行装卡,加工底部安装基准面;步骤4:维持步骤3中的装卡状态,加工窗口辊系基准面;步骤5:维持步骤3中的装卡状态,加工压上缸安装基准面、调零装置安装面、上横梁安装面与下横梁安装面;步骤6:完成第一机架加工后,测量第一机架的尺寸,重复步骤1‑5,加工第二机架。通过上述方案,采用了三级基准同一装卡状态的分步加工的思路,以保证单片机架在加工的时候达到图纸设计的要求;在采
一种钢带加工用冷轧机及冷轧工艺.pdf
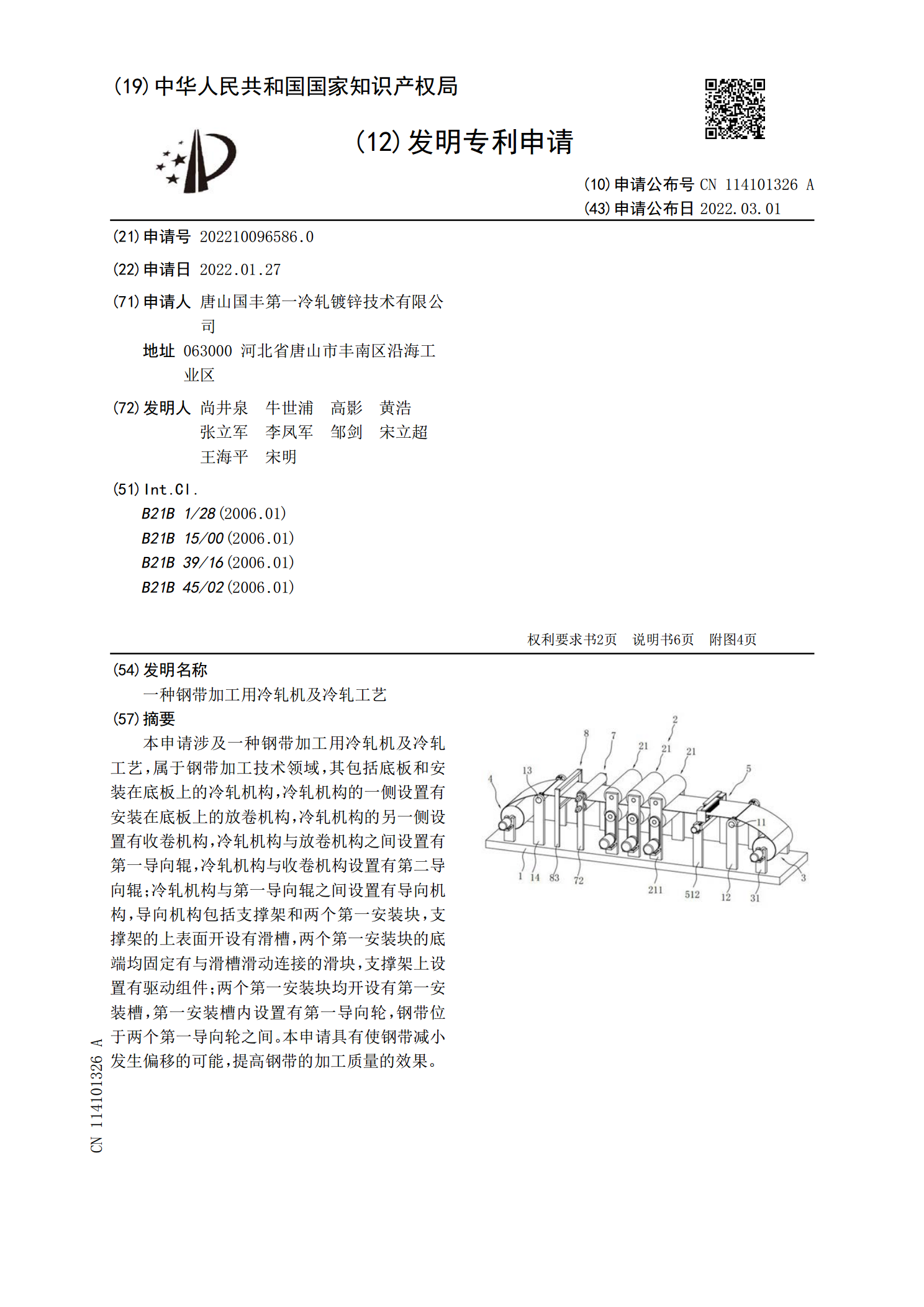
本申请涉及一种钢带加工用冷轧机及冷轧工艺,属于钢带加工技术领域,其包括底板和安装在底板上的冷轧机构,冷轧机构的一侧设置有安装在底板上的放卷机构,冷轧机构的另一侧设置有收卷机构,冷轧机构与放卷机构之间设置有第一导向辊,冷轧机构与收卷机构设置有第二导向辊;冷轧机构与第一导向辊之间设置有导向机构,导向机构包括支撑架和两个第一安装块,支撑架的上表面开设有滑槽,两个第一安装块的底端均固定有与滑槽滑动连接的滑块,支撑架上设置有驱动组件;两个第一安装块均开设有第一安装槽,第一安装槽内设置有第一导向轮,钢带位于两个第一导
一种单机架四辊可逆冷轧机.pdf
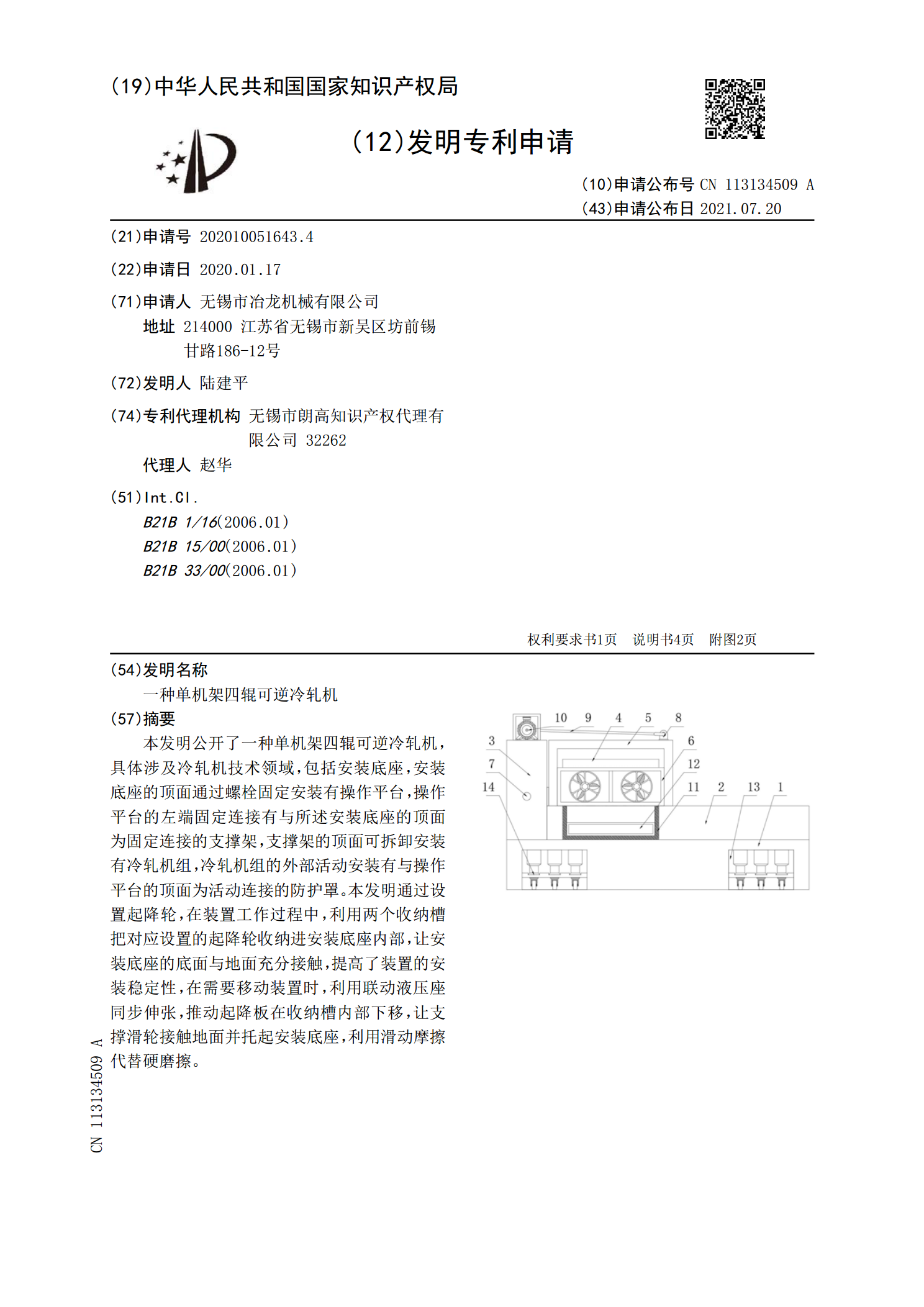
本发明公开了一种单机架四辊可逆冷轧机,具体涉及冷轧机技术领域,包括安装底座,安装底座的顶面通过螺栓固定安装有操作平台,操作平台的左端固定连接有与所述安装底座的顶面为固定连接的支撑架,支撑架的顶面可拆卸安装有冷轧机组,冷轧机组的外部活动安装有与操作平台的顶面为活动连接的防护罩。本发明通过设置起降轮,在装置工作过程中,利用两个收纳槽把对应设置的起降轮收纳进安装底座内部,让安装底座的底面与地面充分接触,提高了装置的安装稳定性,在需要移动装置时,利用联动液压座同步伸张,推动起降板在收纳槽内部下移,让支撑滑轮接触地
注塑机机架的机加工工艺.pdf
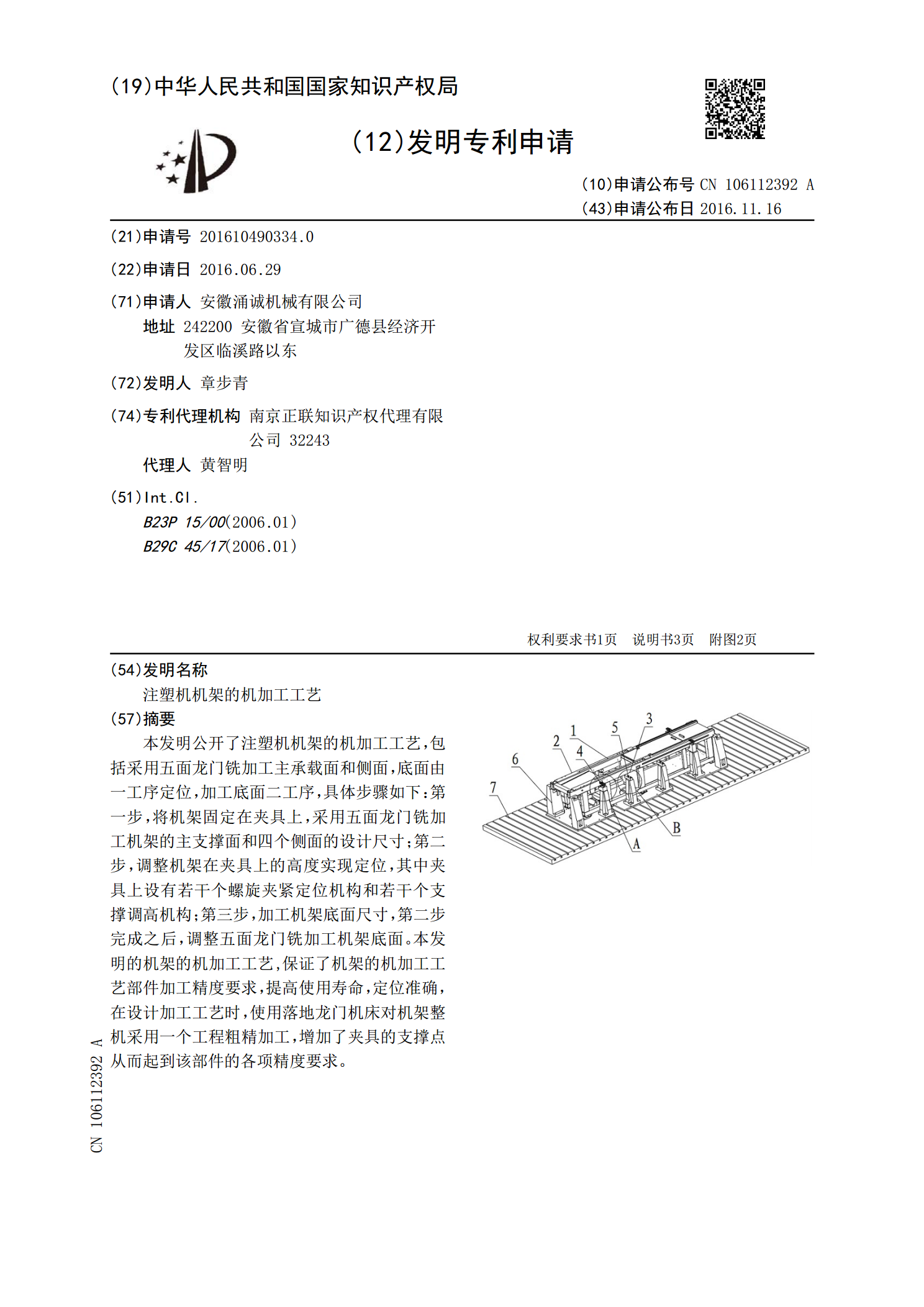
本发明公开了注塑机机架的机加工工艺,包括采用五面龙门铣加工主承载面和侧面,底面由一工序定位,加工底面二工序,具体步骤如下:第一步,将机架固定在夹具上,采用五面龙门铣加工机架的主支撑面和四个侧面的设计尺寸;第二步,调整机架在夹具上的高度实现定位,其中夹具上设有若干个螺旋夹紧定位机构和若干个支撑调高机构;第三步,加工机架底面尺寸,第二步完成之后,调整五面龙门铣加工机架底面。本发明的机架的机加工工艺,保证了机架的机加工工艺部件加工精度要求,提高使用寿命,定位准确,在设计加工工艺时,使用落地龙门机床对机架整机采用
单机架可逆式冷轧机PLC控制策略研究.docx
单机架可逆式冷轧机PLC控制策略研究摘要厚度精度与张力控制是板带产品的两大技术指标。目前随着轧制理论、控制理论和人工智能理论的发展以及它们在轧制工程中的应用使得板带产品的厚度精度与张力控制有了很大程度的提高。然而对单机架可逆式冷带轧机采用专门的控制技术用以实现对板带材的高精度控制仍是板厚控制领域研究的热点问题之一。本文在剖析恒昌AGC650程序单机架可逆式冷轧机的基础上探讨了厚度控制系统的理论与实现对厚度控制系统及相关理论进行了全面系统的研究为今后研究更高精度的轧机控制系统提供理论依据。研究了液压