
超硬磨料砂轮的合理用.doc

yy****24


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超硬磨料砂轮的合理用.doc
1选用合适的砂轮对不同的工件材料、不同的加工要求,应选用不同的砂轮。即使磨削同一种工件材料,不同牌号砂轮的磨削比可能相差2~5倍,因此要选用合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的最佳磨具。但因金刚石在700℃~800℃时容易碳化,所以它不适于磨削钢料。CBN的硬度稍次于金刚石,但它的热稳定性好(能耐1300℃~1400℃高温),它不象金刚石那样在高温中会分解,即氧化和石墨化,与铁族元素化学惰性大,热导率高(是刚玉的46倍),用其制作的砂轮寿命长(可达刚
超硬磨料砂轮.pdf
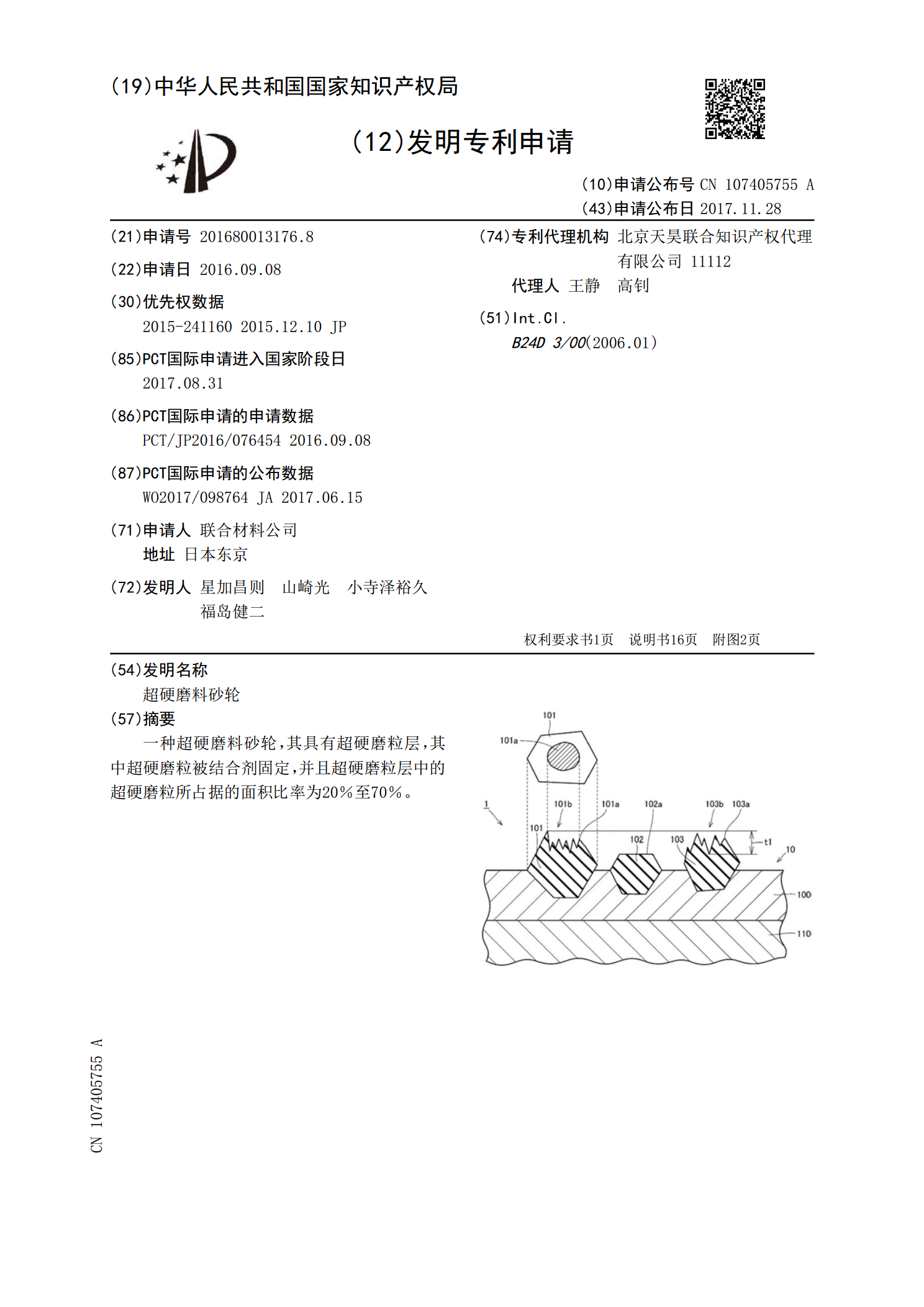
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。
超硬磨料砂轮.pdf
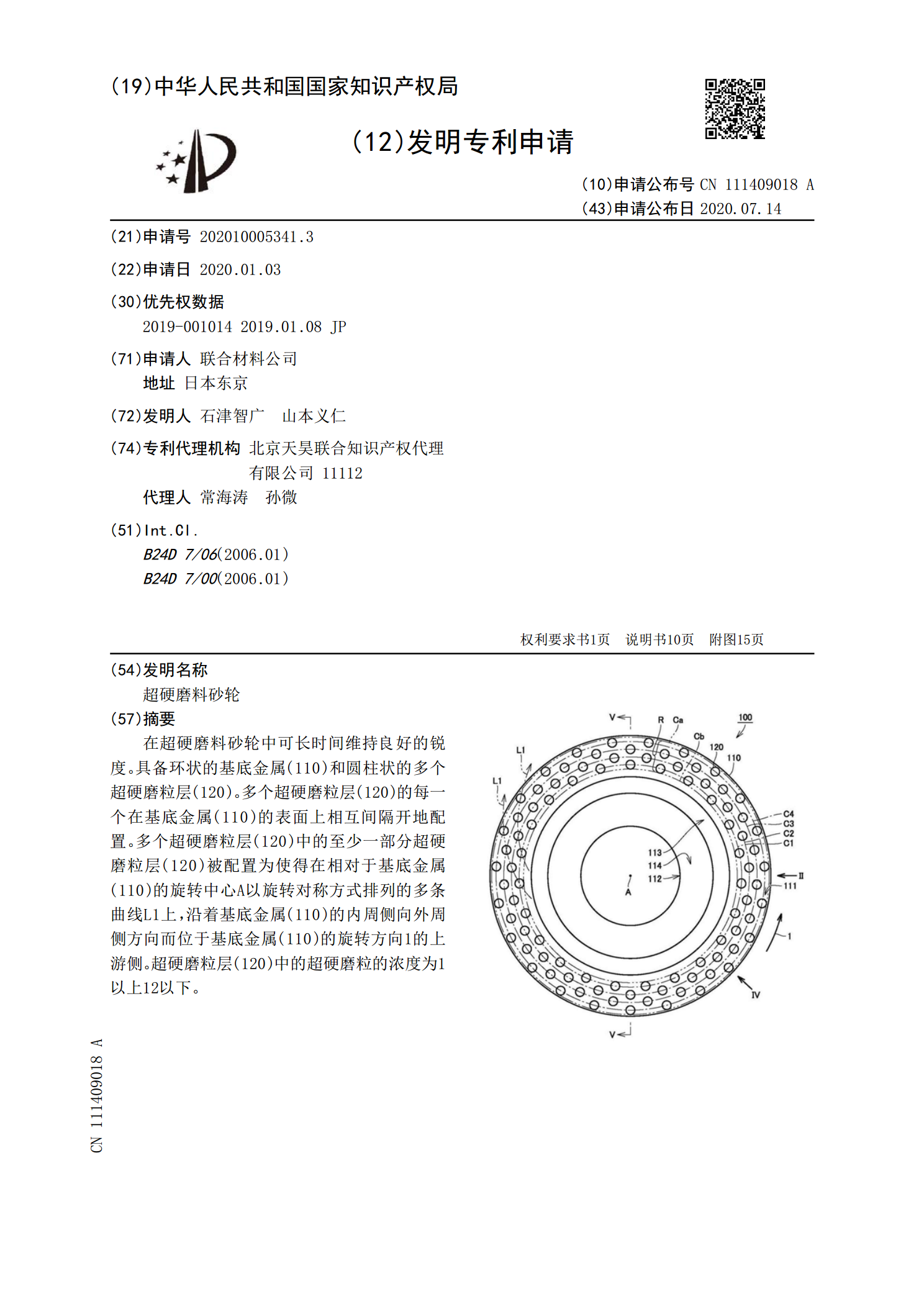
在超硬磨料砂轮中可长时间维持良好的锐度。具备环状的基底金属(110)和圆柱状的多个超硬磨粒层(120)。多个超硬磨粒层(120)的每一个在基底金属(110)的表面上相互间隔开地配置。多个超硬磨粒层(120)中的至少一部分超硬磨粒层(120)被配置为使得在相对于基底金属(110)的旋转中心A以旋转对称方式排列的多条曲线L1上,沿着基底金属(110)的内周侧向外周侧方向而位于基底金属(110)的旋转方向1的上游侧。超硬磨粒层(120)中的超硬磨粒的浓度为1以上12以下。
超硬磨料砂轮.pdf
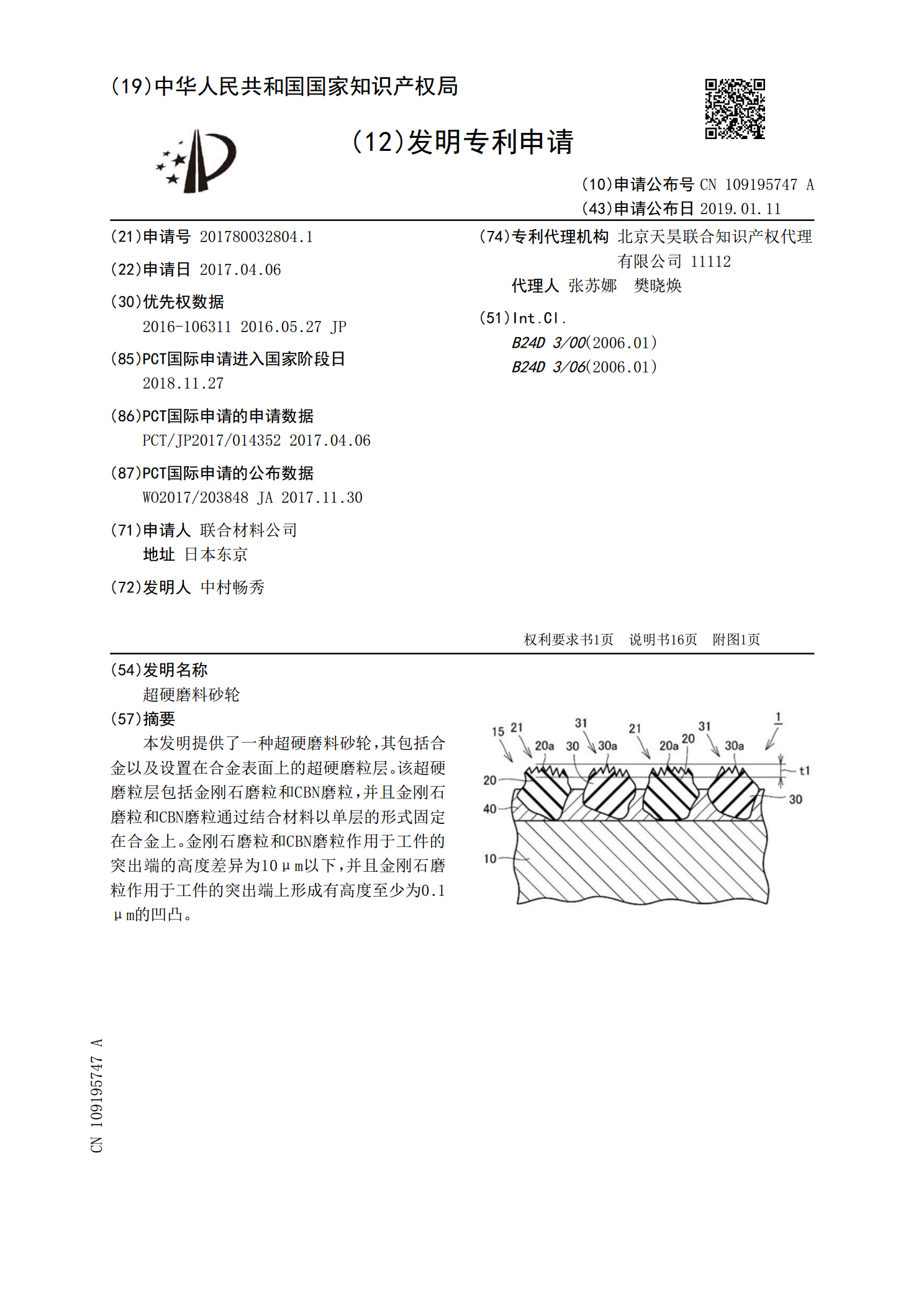
本发明提供了一种超硬磨料砂轮,其包括合金以及设置在合金表面上的超硬磨粒层。该超硬磨粒层包括金刚石磨粒和CBN磨粒,并且金刚石磨粒和CBN磨粒通过结合材料以单层的形式固定在合金上。金刚石磨粒和CBN磨粒作用于工件的突出端的高度差异为10μm以下,并且金刚石磨粒作用于工件的突出端上形成有高度至少为0.1μm的凹凸。
超硬磨料砂轮.pdf
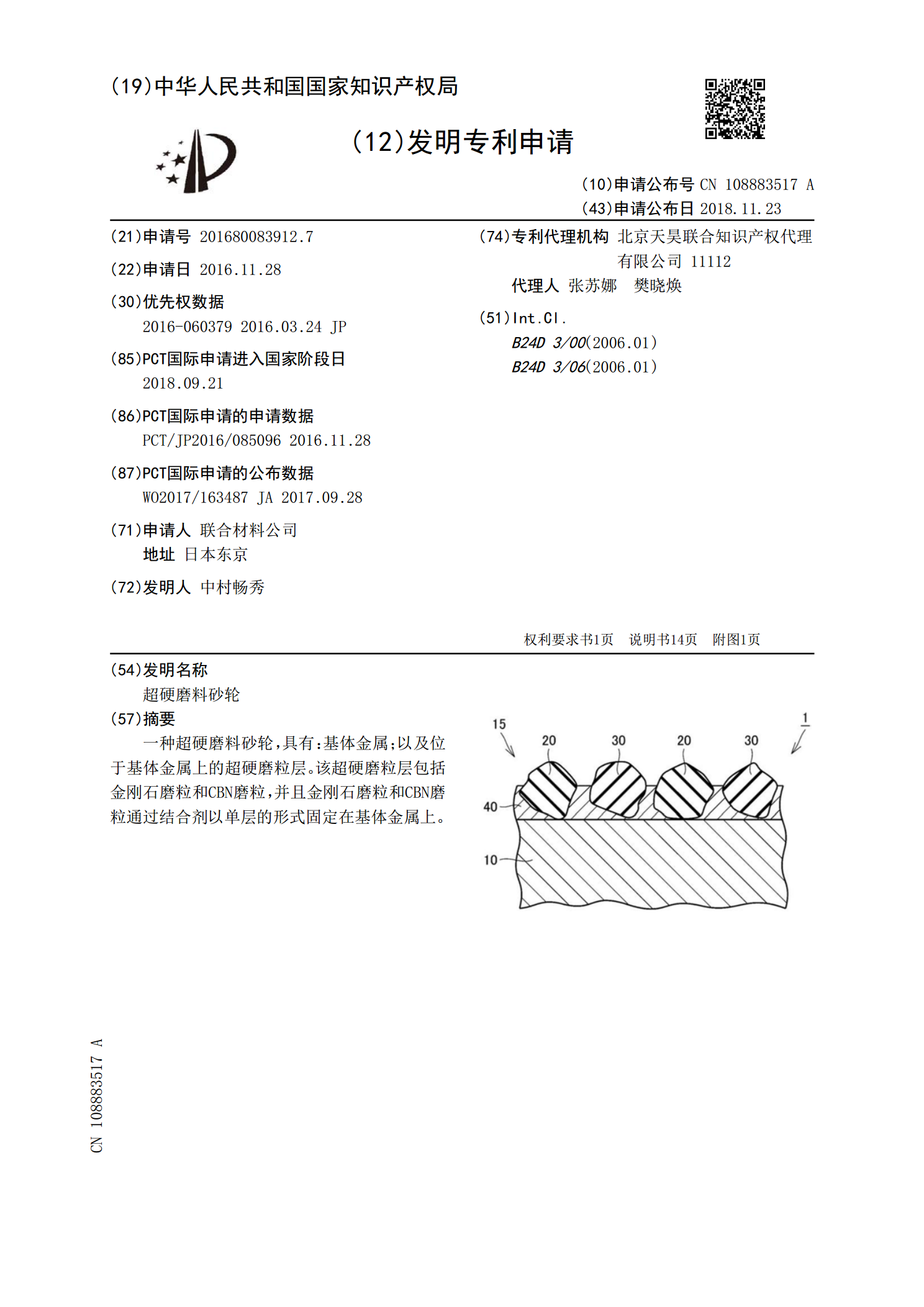
一种超硬磨料砂轮,具有:基体金属;以及位于基体金属上的超硬磨粒层。该超硬磨粒层包括金刚石磨粒和CBN磨粒,并且金刚石磨粒和CBN磨粒通过结合剂以单层的形式固定在基体金属上。