
一种550MPa级易成型耐候桥梁钢的生产方法.pdf

和裕****az

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种550MPa级易成型耐候桥梁钢的生产方法.pdf
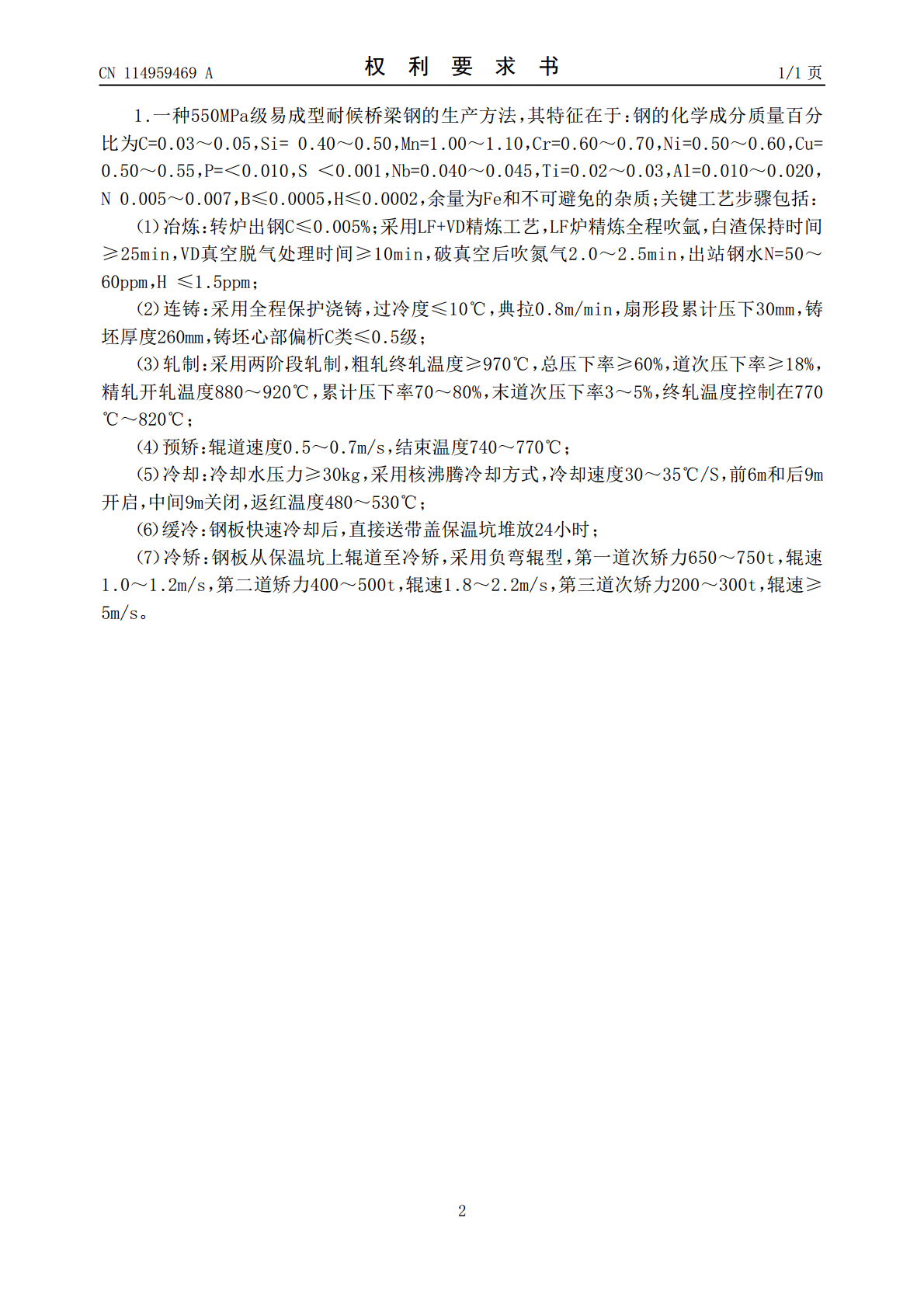
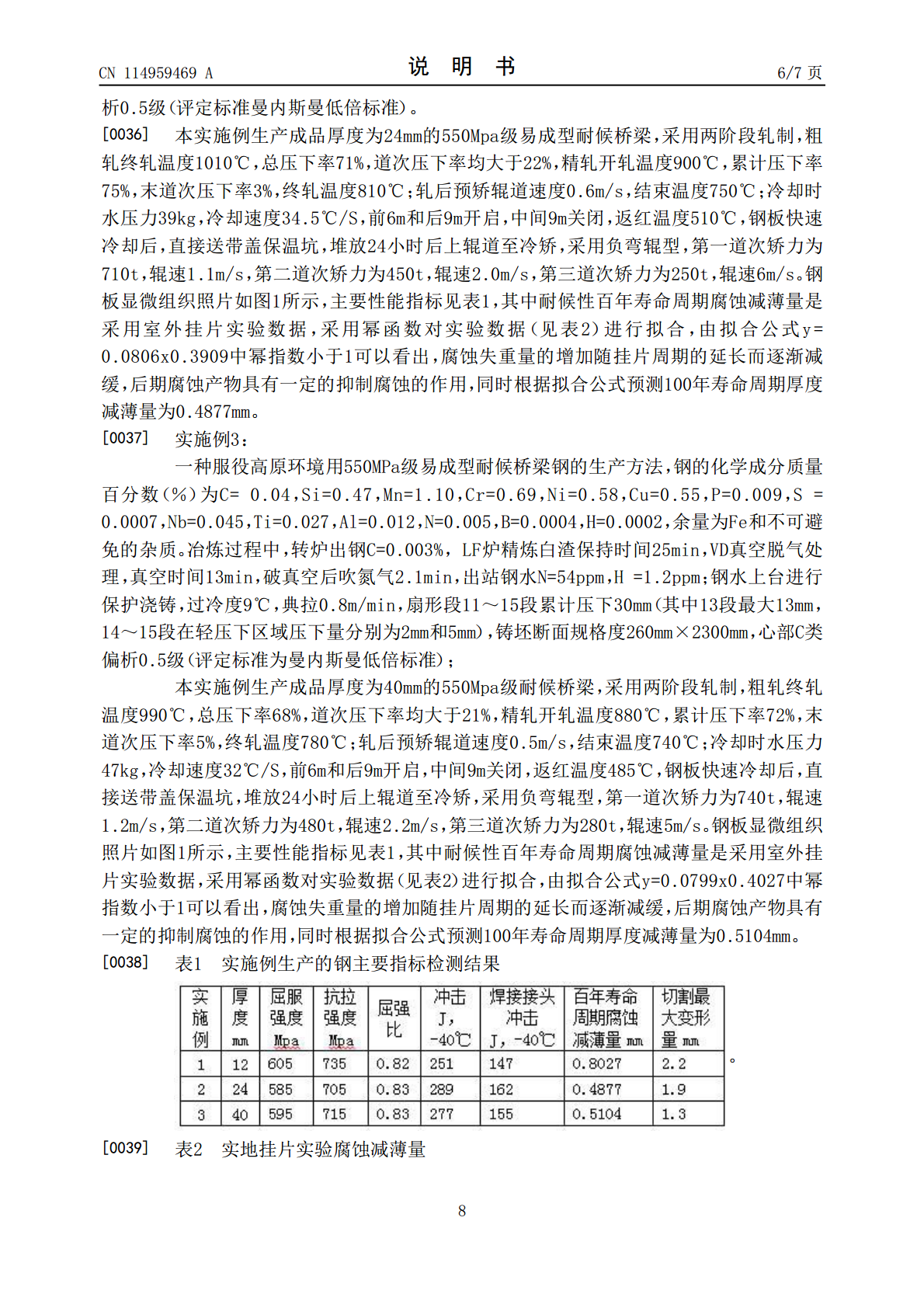
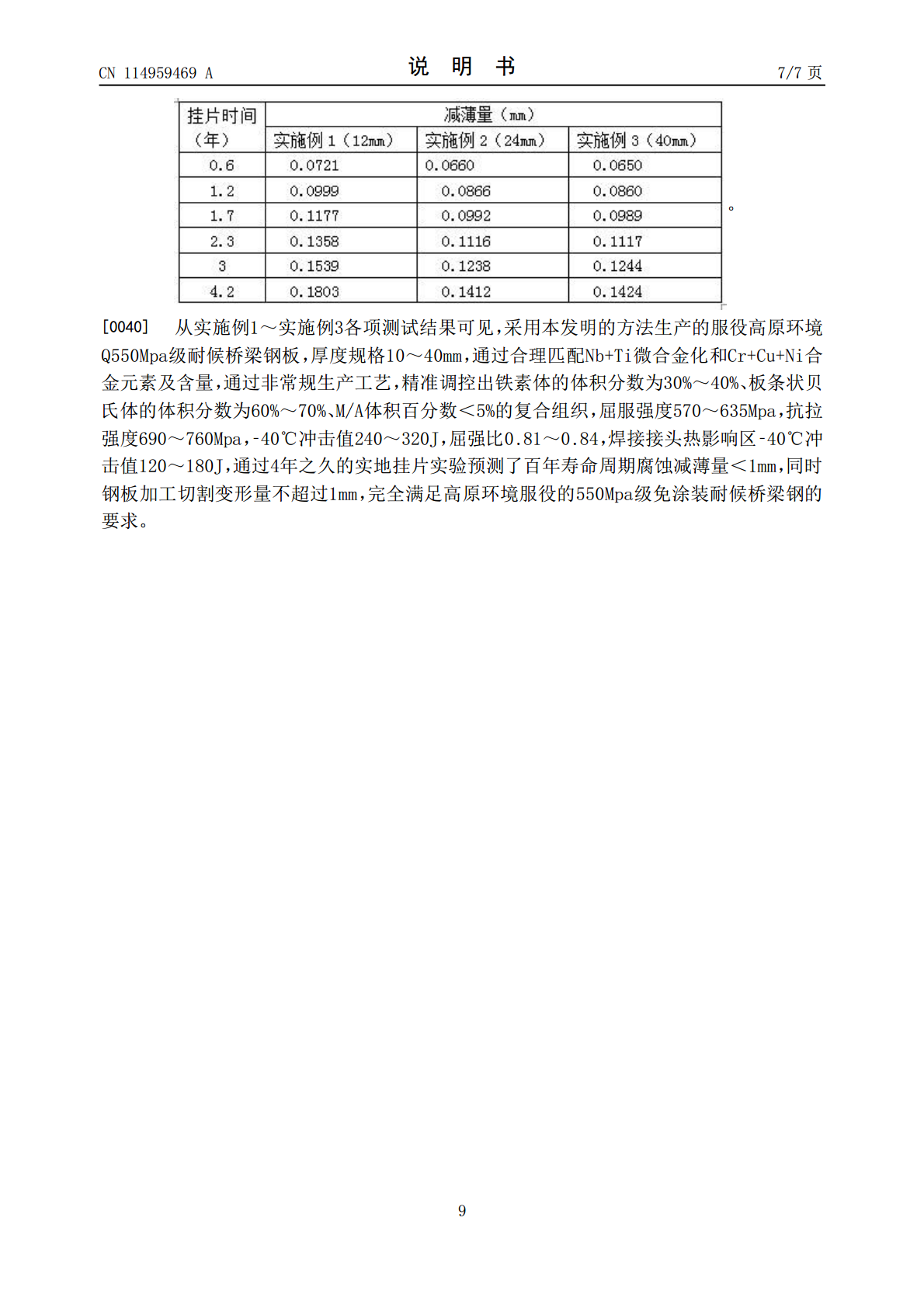
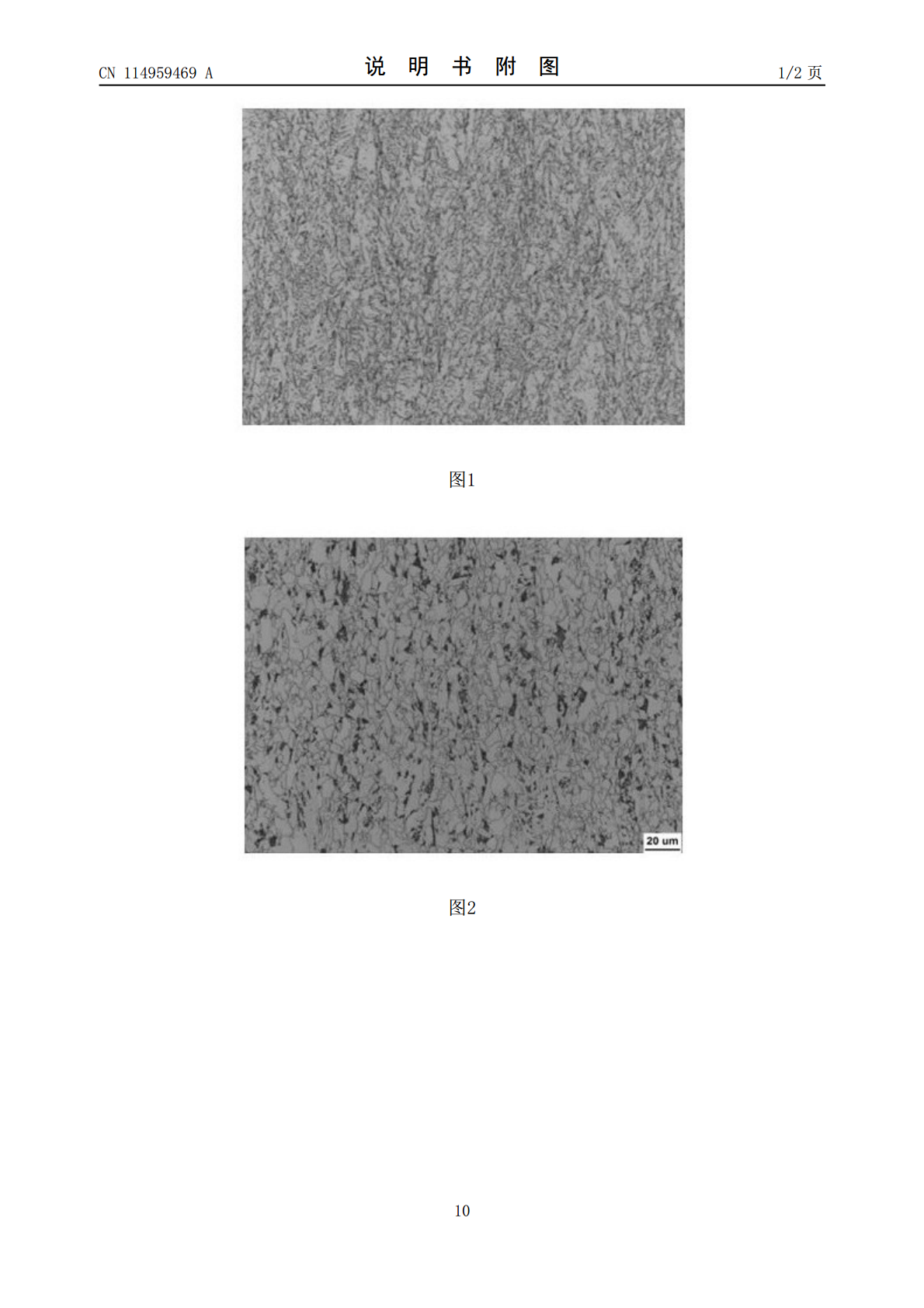
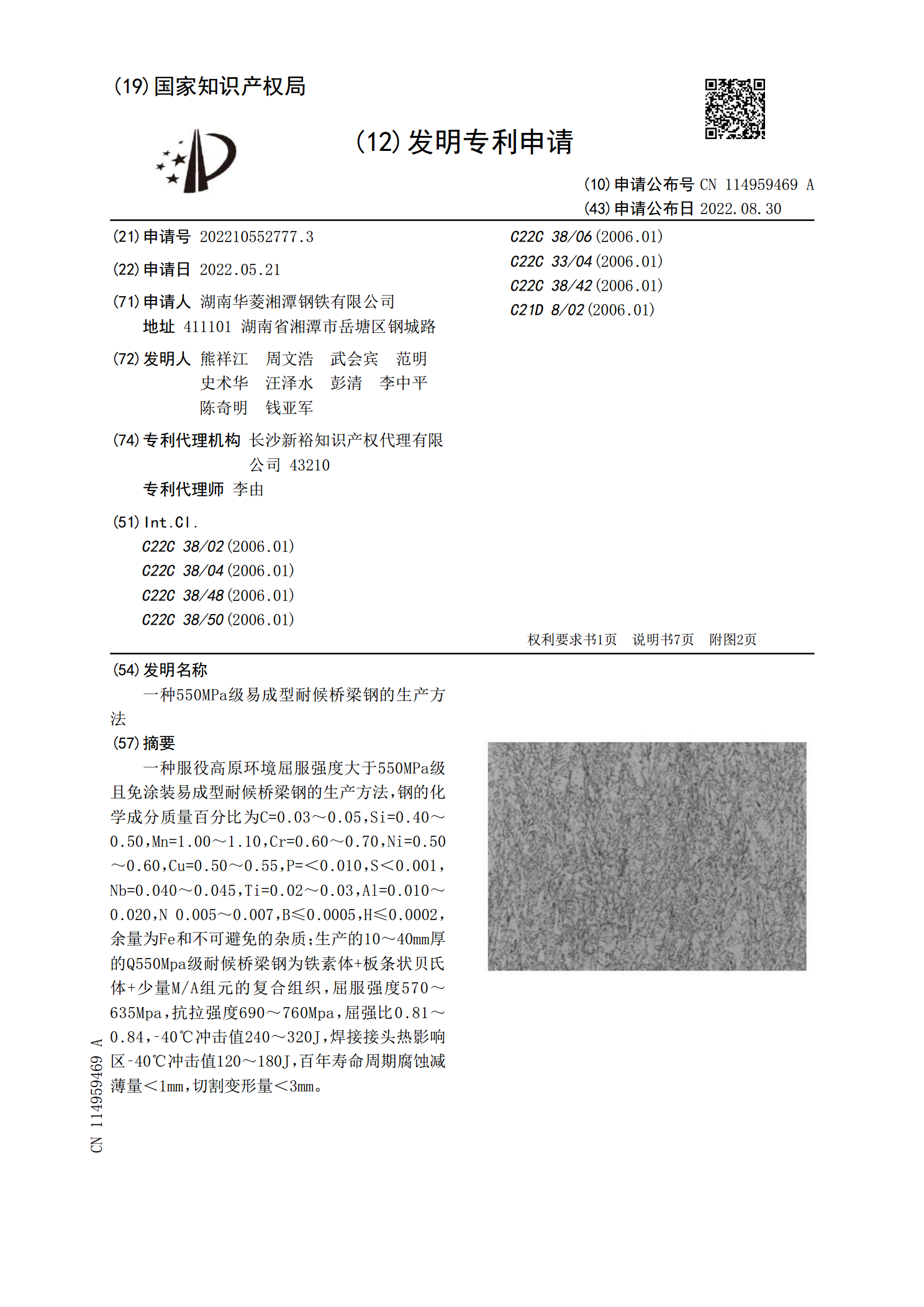
一种服役高原环境屈服强度大于550MPa级且免涂装易成型耐候桥梁钢的生产方法,钢的化学成分质量百分比为C=0.03~0.05,Si=0.40~0.50,Mn=1.00~1.10,Cr=0.60~0.70,Ni=0.50~0.60,Cu=0.50~0.55,P=<0.010,S<0.001,Nb=0.040~0.045,Ti=0.02~0.03,Al=0.010~0.020,N0.005~0.007,B≤0.0005,H≤0.0002,余量为Fe和不可避免的杂质;生产的10~40mm厚的Q550Mpa级耐

一种550MPa级耐候桥梁钢及制造方法.pdf
本发明公开了一种550MPa级耐候桥梁钢,其除Fe和不可避免的杂质外还含有以下化学元素:C:0.025~0.055%,Si:0.50~1.00%,Mn:1.45~1.65%,V:0.025~0.045%,Mo:0.20~0.40%,Ni:0.40~0.60%,Cu:0.20~0.40%,Cr:0.25~0.45%,Sb:0.20~0.50%,Ca:0.0030~0.006%;微观组织为单一贝氏体组织。本发明还公开了上述钢的制造方法,其不包括轧后热处理步骤,其包括步骤:(1)铁水脱硫,转炉冶炼,LF炉精炼和
一种550Mpa级高强耐候钢及其生产方法.pdf
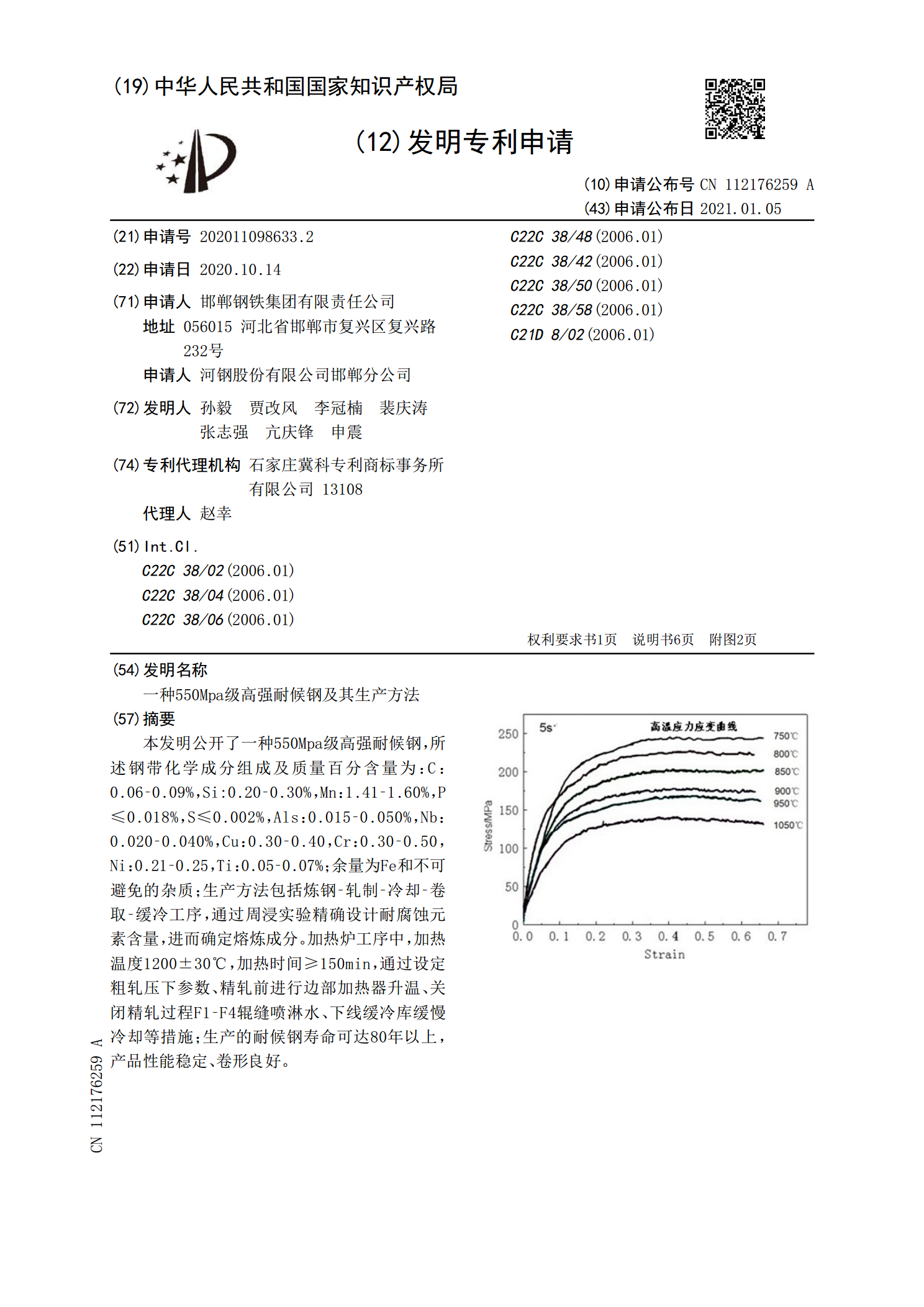
本发明公开了一种550Mpa级高强耐候钢,所述钢带化学成分组成及质量百分含量为:C:0.06‑0.09%,Si:0.20‑0.30%,Mn:1.41‑1.60%,P≤0.018%,S≤0.002%,Als:0.015‑0.050%,Nb:0.020‑0.040%,Cu:0.30‑0.40,Cr:0.30‑0.50,Ni:0.21‑0.25,Ti:0.05‑0.07%;余量为Fe和不可避免的杂质;生产方法包括炼钢‑轧制‑冷却‑卷取‑缓冷工序,通过周浸实验精确设计耐腐蚀元素含量,进而确定熔炼成分。加热炉工序中
一种500Mpa级耐候桥梁钢的生产方法.pdf
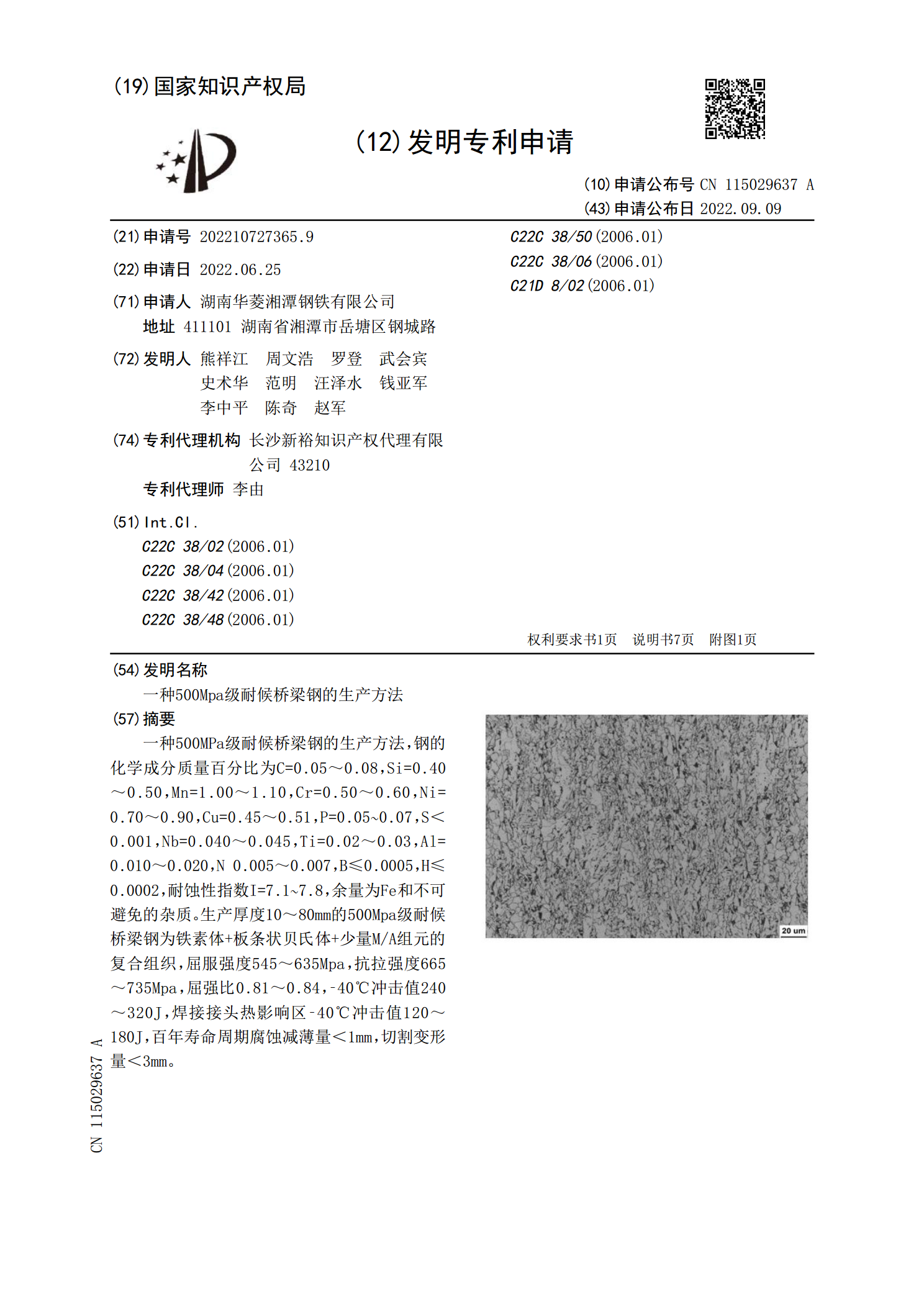
一种500MPa级耐候桥梁钢的生产方法,钢的化学成分质量百分比为C=0.05~0.08,Si=0.40~0.50,Mn=1.00~1.10,Cr=0.50~0.60,Ni=0.70~0.90,Cu=0.45~0.51,P=0.05~0.07,S<0.001,Nb=0.040~0.045,Ti=0.02~0.03,Al=0.010~0.020,N0.005~0.007,B≤0.0005,H≤0.0002,耐蚀性指数I=7.1~7.8,余量为Fe和不可避免的杂质。生产厚度10~80mm的500Mpa级耐候桥

一种耐候桥梁钢及其冶炼方法.pdf
本发明公开了一种耐候桥梁钢及其冶炼方法,涉及钢铁生产技术领域,其化学成分及质量百分比为:C:0.030%~0.080%,Si:0.10%~0.40%,Mn:1.50%~1.80%,P≤0.015%,S≤0.0010%,Nb:0.030%~0.050%,V:0.005%~0.050%,Ti:0.006%~0.020%,Cr:0.20%~0.80%,Ni:0.05%~0.20%,Mo≤0.05%,Cu:0.05%~0.20%,B≤0.0005%,Al:0.005%~0.015%,Mg:0.0008%~0.00