
特厚Q500qE桥梁钢板及其生产方法.pdf

曾琪****是我

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
特厚Q500qE桥梁钢板及其生产方法.pdf
本发明提供一种特厚Q500qE桥梁钢板及其生产方法,所述生产方法在进行三阶段轧制前加热后直接对板坯进行轧制处理,并在轧后对钢板进行三阶段冷却处理,可获得最大厚度达150mm的Q500qE钢板,钢板能够满足满足Z35级别的Z向拉伸性能要求及GB/T2970‑2016标准中Ⅱ级以上探伤要求。其生产工艺简单,效率高,生产成本低。第一,在生产过程中,采用普通连铸坯即可生产得到特厚规格钢板,无需模铸、无需制备复合坯;第二,在轧制过程中采用高温一阶段大压下轧制,无需多阶段低温控轧,轧制工艺简单,轧制效率高;第三,轧

特厚Q420qE桥梁钢板及其生产方法.pdf
本发明提供一种特厚Q420qE桥梁钢板及其生产方法,所述生产方法在进行三阶段轧制前加热后直接对板坯进行轧制处理,并在轧后对钢板进行三阶段冷却处理,可获得最大厚度达150mm的Q420qE钢板,钢板能够满足满足Z35级别的Z向拉伸性能要求及GB/T2970‑2016标准中Ⅱ级以上探伤要求。其生产工艺简单,效率高,生产成本低。第一,在生产过程中,采用普通连铸坯即可生产得到特厚规格钢板,无需模铸、无需制备复合坯;第二,在轧制过程中采用高温一阶段大压下轧制,无需多阶段低温控轧,轧制工艺简单,轧制效率高;第三,轧
Q345q系列特厚桥梁钢板及其生产方法.pdf
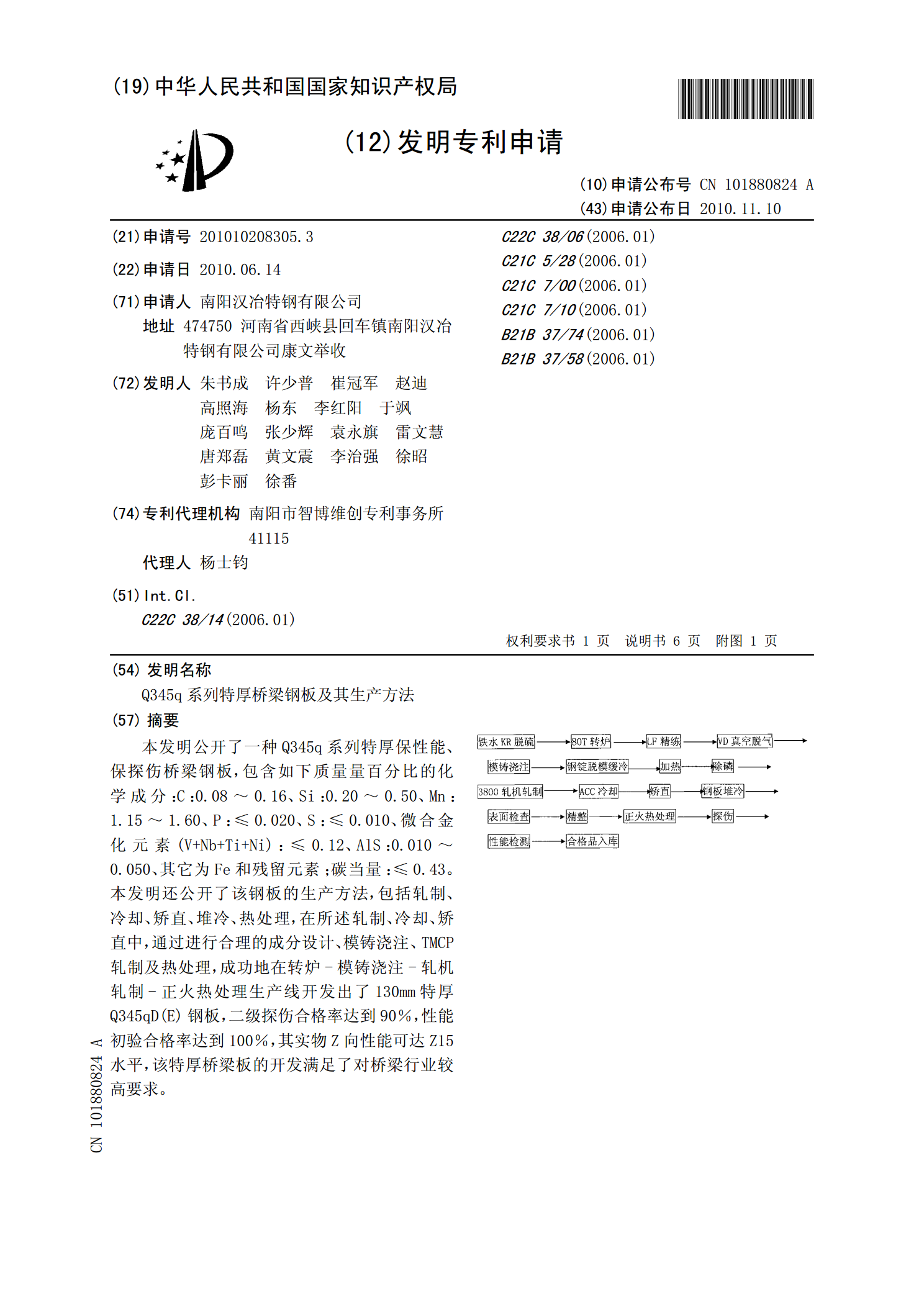
本发明公开了一种Q345q系列特厚保性能、保探伤桥梁钢板,包含如下质量量百分比的化学成分:C:0.08~0.16、Si:0.20~0.50、Mn:1.15~1.60、P:≤0.020、S:≤0.010、微合金化元素(V+Nb+Ti+Ni):≤0.12、AlS:0.010~0.050、其它为Fe和残留元素;碳当量:≤0.43。本发明还公开了该钢板的生产方法,包括轧制、冷却、矫直、堆冷、热处理,在所述轧制、冷却、矫直中,通过进行合理的成分设计、模铸浇注、TMCP轧制及热处理,成功地在转炉-模铸浇注-轧机轧制-
特厚桥梁用结构钢板Q345qDZ35钢及其生产方法.pdf
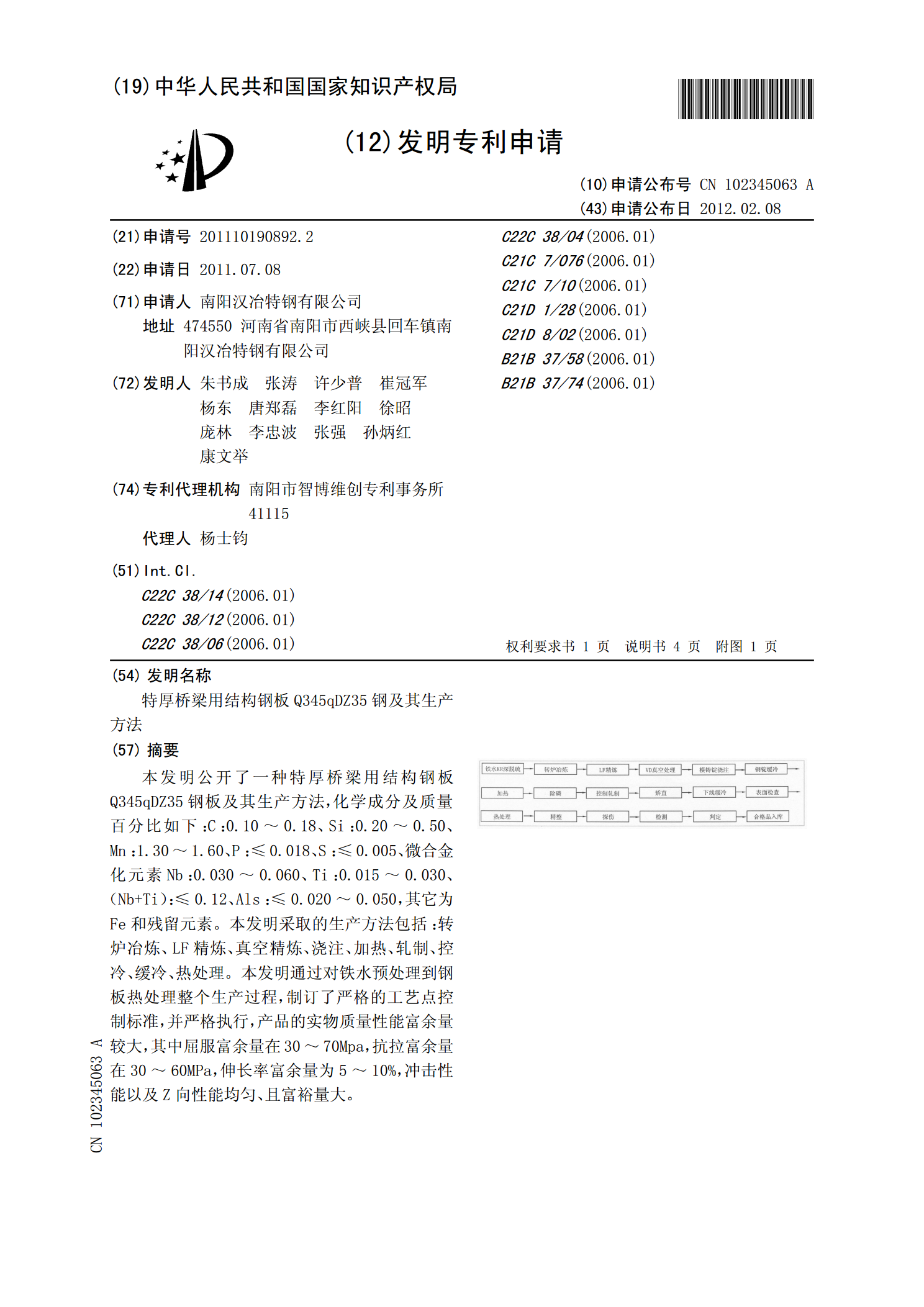
本发明公开了一种特厚桥梁用结构钢板Q345qDZ35钢板及其生产方法,化学成分及质量百分比如下:C:0.10~0.18、Si:0.20~0.50、Mn:1.30~1.60、P:≤0.018、S:≤0.005、微合金化元素Nb:0.030~0.060、Ti:0.015~0.030、(Nb+Ti):≤0.12、Als:≤0.020~0.050,其它为Fe和残留元素。本发明采取的生产方法包括:转炉冶炼、LF精炼、真空精炼、浇注、加热、轧制、控冷、缓冷、热处理。本发明通过对铁水预处理到钢板热处理整个生产过程,制订
一种特厚钢板生产方法.pdf
本发明提供的特厚钢板生产方法,涉及钢板工艺技术领域。特厚钢板生产方法包括:铁水脱硫‑转炉冶炼‑LF炉精炼‑VD真空精炼‑连铸轻压下‑连铸重压下‑钢坯堆冷‑钢坯加热‑粗轧‑精轧‑水冷‑热矫直‑钢板缓冷‑火切‑力学性能检验、探伤。在本发明中,在转炉冶炼的步骤中,控制铸坯的成分;VD真空精炼:控制氢含量在1.2ppm以下;粗轧:开轧温度设置为1170℃±20℃,控温厚度成品+15mm,粗轧末三个道次压下量在40mm‑45mm之间,压下率在15%‑25%之间,粗轧咬入及轧制速度均限制在1.0m/s‑1.5m/s之