
镀锌冷轧钢板通用标准.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镀锌冷轧钢板通用标准.doc
连续电镀锌冷轧钢板通用标准LP—QB—005适用范围本标准规定了连续电镀锌冷轧钢板的分类尺寸、技术要求、试验方法、检验规范等,本标准适用于厚度为3mm以下的电镀锌钢板。引用标准GB222钢的化学分析用试样取样法及成品化学成份允许偏差GB223钢铁及合金化学分析方法。GB228金属拉伸试验方法GB232金属弯曲试验方法GB247钢板和钢带验收、包装标志及质量证明书的一般规定GB708冷轧钢板的尺寸、外形、重量及允许偏差GB2975钢材力学等工艺性能试验取样规定GB4156金属杯
冷轧钢板和热浸镀锌冷轧钢板.pdf
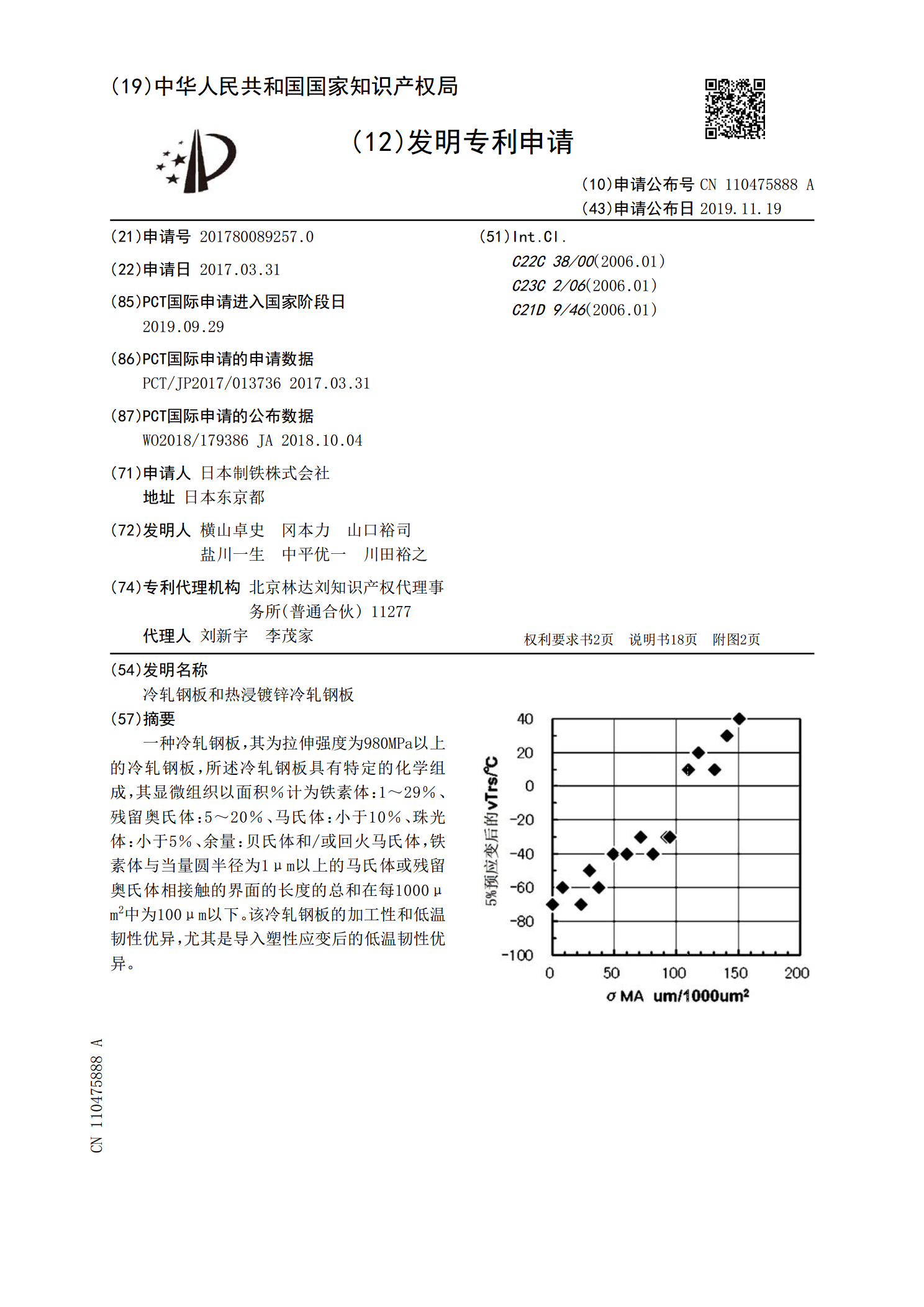
一种冷轧钢板,其为拉伸强度为980MPa以上的冷轧钢板,所述冷轧钢板具有特定的化学组成,其显微组织以面积%计为铁素体:1~29%、残留奥氏体:5~20%、马氏体:小于10%、珠光体:小于5%、余量:贝氏体和/或回火马氏体,铁素体与当量圆半径为1μm以上的马氏体或残留奥氏体相接触的界面的长度的总和在每1000μm
一种冷轧电镀锌钢板用热轧钢板及制造方法.pdf
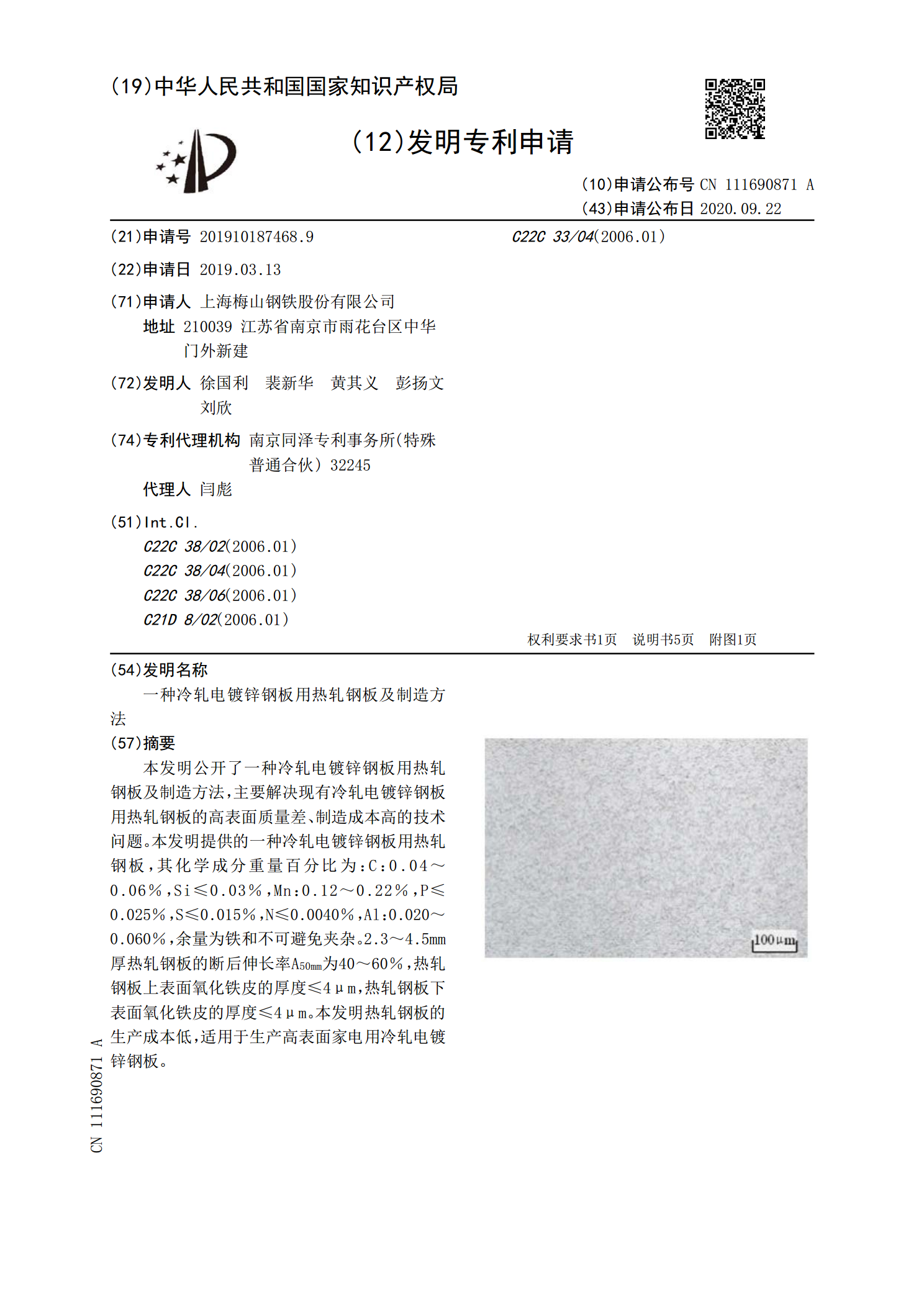
本发明公开了一种冷轧电镀锌钢板用热轧钢板及制造方法,主要解决现有冷轧电镀锌钢板用热轧钢板的高表面质量差、制造成本高的技术问题。本发明提供的一种冷轧电镀锌钢板用热轧钢板,其化学成分重量百分比为:C:0.04~0.06%,Si≤0.03%,Mn:0.12~0.22%,P≤0.025%,S≤0.015%,N≤0.0040%,Al:0.020~0.060%,余量为铁和不可避免夹杂。2.3~4.5mm厚热轧钢板的断后伸长率A
加工性优异的冷轧钢板、热浸镀锌钢板及其制造方法.pdf
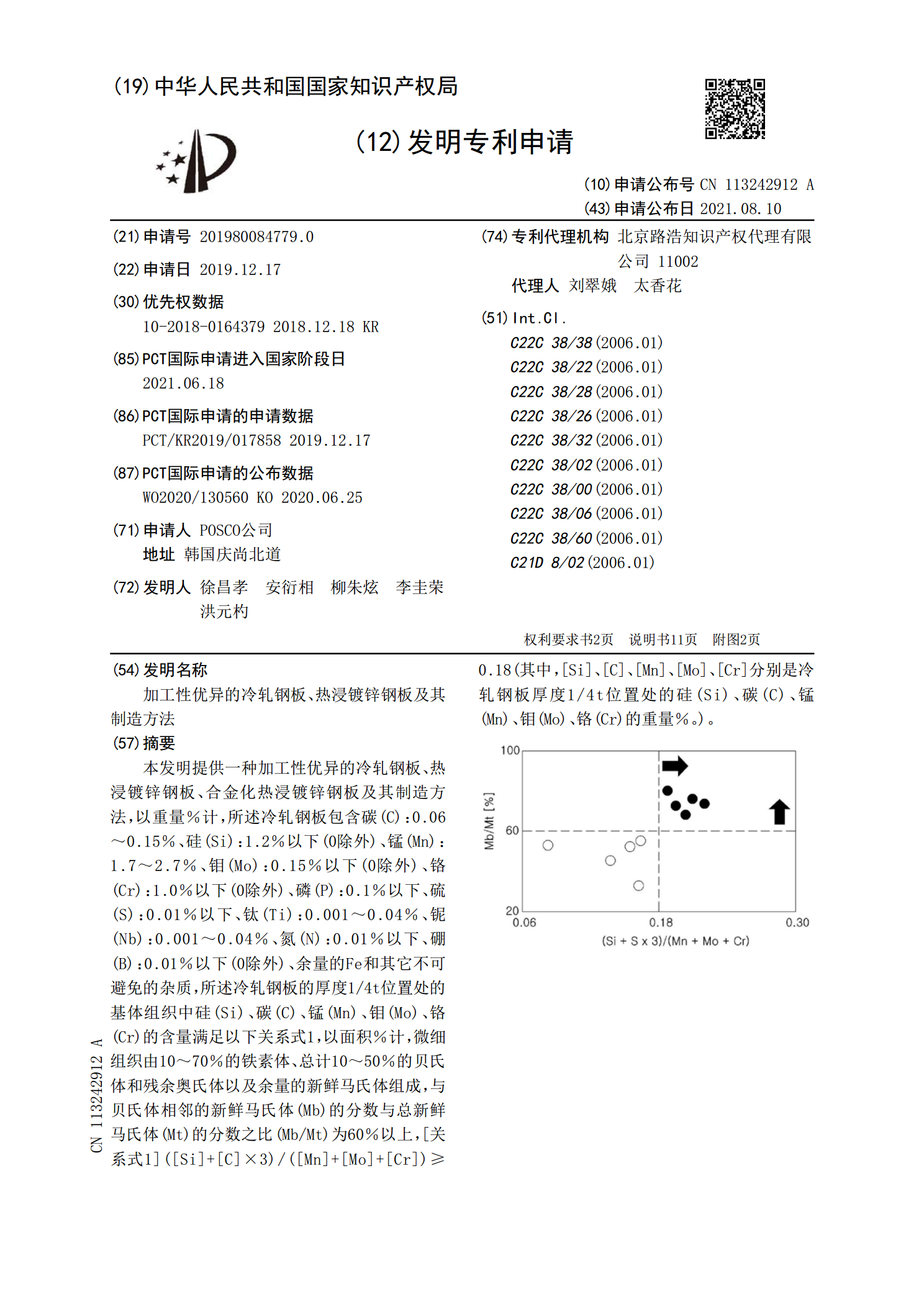
本发明提供一种加工性优异的冷轧钢板、热浸镀锌钢板、合金化热浸镀锌钢板及其制造方法,以重量%计,所述冷轧钢板包含碳(C):0.06~0.15%、硅(Si):1.2%以下(0除外)、锰(Mn):1.7~2.7%、钼(Mo):0.15%以下(0除外)、铬(Cr):1.0%以下(0除外)、磷(P):0.1%以下、硫(S):0.01%以下、钛(Ti):0.001~0.04%、铌(Nb):0.001~0.04%、氮(N):0.01%以下、硼(B):0.01%以下(0除外)、余量的Fe和其它不可避免的杂质,所述冷轧钢板
镀锌钢板检验标准.doc
镀锌钢板的质量检查标准一.镀锌钢板的质量检查标准按生产及加工方法,镀锌钢板可分为以下几类[1]:热浸镀锌钢板(俗称镀锌铁皮)、电镀锌钢板、单面或双面差厚镀锌钢板、合金复合镀锌钢板等,除上述几种外,尚有彩色镀锌钢板(通俗地称为彩板)、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。此外,按用途可分为一般用、屋顶用、建筑外侧板用、结构用、瓦垄板用、拉伸用和深拉伸用等镀锌钢板。优质品级镀锌板的质量规定涉及规格尺寸、外观、镀锌量、化学成份、板形、机械性能和包装等几个方面。1.包装分为切成定尺长度的镀锌板和带卷镀锌板包装